ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по дисциплине
«Системы числового программного управления»
на тему:
«Расширение технологических возможностей станка с ЧПУ на основании модернизации системы управления»
Вариант 251-012
Выполнил студент гр. 620251-ПБ Пасечник А.Е.
Проверил
к.т.н. доц. каф. ТМС
Ерзин О.А. Предварительная оценка
Рецензент Оценка рецензента
Окончательная оценка Подпись руководителя КР
Тула 2019
Содержание
Аннотация. 4
Введение. 5
1. Назначение модернизации специализированного многоцелевого станка модели ИР-500. 6
2. Анализ модернизированной кинематической схемы станка ИР-500. 7
3. Схемы электроавтоматики и подключения СЧПУ к станку. 9
3.1 Модернизированная электрическая принципиальная схема электроавтоматики станка. 9
3.2 Реализация схемы подключения СЧПУ.. 10
4. Описание УЧПУ FANUC.. 10
4.1 Общие указания. 10
4.2 Технические характеристики УЧПУ.. 11
4.3 Состав УЧПУ.. 11
4.3.1 Структурная схема УЧПУ.. 11
4.3.2 Конструкция УЧПУ.. 13
5. Разработка файла характеризации осей станка ИР-500. 15
5.1 Параметры характеризации осей. 15
5.2 Программа характеризации оси С. 19
6. Алгоритм интерполяции. 22
Заключение. 26
Библиографический список. 27
Аннотация
к курсовому проекту по дисциплине
«Система числового программного управления»
Темой проекта является расширение технологических возможностей станка модели ИР-500 с системой УЧПУ FANUC на основании модернизации системы управления, то есть характеризации координаты «С».
Курсовой проект состоит из двух частей: пояснительной записки и графической части.
Пояснительная записка содержит анализ модернизации станка модели ИР500, описание реализации модернизации электрической принципиальной схемы электроавтоматики станка и подключение системы ЧПУ, описание системы ЧПУ FANUC, а также процедуру характеризации дополнительной координаты «С». Пояснительная записка выполнена на 27 страницах.
Графическая часть состоит из трех листов формата А1 и одного формата А4:
1) Кинематическая схема станка модели ИР-500 (модернизированная);
2) Электрическая принципиальная схема электроавтоматики станка и схема подключения СЧПУ.
3) Характеризация дополнительной координаты С.
4) Блок-схема алгоритма круговой интерполяции
Введение
В данном курсовом проекте представлено решение задачи по расширению технологических возможностей многоцелевого горизонтально-фрезерного станка ИР-500.
Рассматриваемая задача реализуется с помощью добавления пятой координаты «С». Проходит данная модернизация в несколько этапов, а именно вначале необходимо модернизировать принципиальную кинематическую схему станка, затем принципиальную электрическую схему станка, а после осуществить выход в область параметров и характеризации новой координаты в системе ЧПУ станка.
Главной задачей модернизации станка модели ИР-500 по координате «С» является обработка деталей такими способами, которые невозможны на обычном фрезерном станке. Увеличивается возможность данного оборудования в плане обработки деталей со сложной геометрической формой. Это позволяет расширить номенклатуру выпускаемых изделий.
Схемы электроавтоматики и подключения СЧПУ к станку
Модернизированная электрическая принципиальная схема электроавтоматики станка
Схема электроавтоматики станка содержит:
1 – подключение к питанию комплектных приводов подач и главного движения с указанием выходов контроля состояния: готовность привода, управление приводом, термозащита. Соединение блоков управления с двигателями, тахогенераторами, термодатчиками.
2 – подключение асинхронных двигателей привода смазки, привода СОЖ, привода конвейера стружки, привода гидростанции и магазина инструментов.
3 – средства защиты:
- вводный автомат защиты QF1, предназначенный для защиты всей электроавтоматики станка от перегрузок.
- автоматы защиты комплектных приводов подач и главного движения QF2, QF3, QF4, QF5, QF6, QF7 от перегрузок.
- тепловые реле КК1…КК6, предназначенные для защиты электродвигателей от недопустимого перегрева при длительных перегрузках. Предназначены для обеспечения защиты трансформаторов и цепей управления от перегрева и короткого замыкания.
4 – трансформаторы.
- для формирования напряжений, питающих промежуточные схемы управления TV 1, TV 2.
- для формирования напряжений, питающих комплектные электроприводы TV 3, TV 4, TV 5, TV6, TV7.
Описание УЧПУ FANUC
Общие указания
Благодаря высоким эксплуатационным характеристикам и надежности, ЧПУ традиционного типа обслуживают самые разные станочные системы по всему миру. Встроенная в блок миниатюрная печатная плата ЧПУ позволяет полностью использовать возможности самых современных БИС и технологий поверхностного монтажа. Плата монтируется за жидкокристаллическим дисплеем. Система ЧПУ включает в себя также высокоскоростную сервошину последовательного действия и компактный распределяемый модуль ввода-вывода, что позволяет подключать один блок управления ЧПУ и сразу несколько сервоусилителей к одному волоконно-оптическому кабелю. Различные модули ввода-вывода могут монтироваться на рабочей панели и на пульте управления станком, что позволяет значительно уменьшить объем электроавтоматики станка и его размеры.
Устройство ЧПУ и станок могут управляться с помощью графического пользовательского интерфейса персонального компьютера. Кроме того, сетевые возможности могут быть использованы для обмена информацией, а программные средства базы данных для управления сервисными программами. Программное обеспечение компании GE Fanuc (библиотека CNC) используется для ввода-вывода внутренней информации ЧПУ. Такое программное обеспечение может поддерживать стандартный набор языков программирования Microsoft (Visual Basic или Visual C++TM), а также интерфейс OLE/DDE interface.
Состав УЧПУ
Структурная схема УЧПУ
Структурная схема системы ЧПУ представлена на рис. 1, а. Чертеж детали (ЧД), подлежащий обработке на станке с ЧПУ, одновременно поступает в систему подготовки программы (СПП) и систему технологической подготовки (СТП). Последняя обеспечивает СПП данными о разрабатываемом технологическом процессе, режиме резания и т.д. На основании этих данных разрабатывается управляющая программа (УП). Наладчики устанавливают на станок приспособления, режущие инструменты согласно документации, разработанной в СТП. Установку заготовки и снятие готовой детали осуществляет оператор или автоматический загрузчик. Считывающее устройство (СУ) считывает информацию с программоносителя. Информация поступает в устройство ЧПУ, которое выдает управляющие команды на целевые механизмы (ЦМ) станка, осуществляющие основные и вспомогательные движения цикла обработки. ДОС на основе информации (фактическое положение, скорость перемещения исполнительных узлов, фактический размер обрабатываемой поверхности, тепловые и силовые параметры технологической системы и др.) контролируют величину перемещения ЦМ. Станок содержит несколько ЦМ, каждый из которых включает в себя: двигатель (ДВ), являющийся источником энергии; передачу П, служащую для преобразования энергии и ее передачи от двигателя к исполнительному органу (ИО); собственно ИО (стол, салазки, суппорт, шпиндель и т.д.), выполняющие координатные перемещения цикла.

Рисунок 1 – Структурная схема системы ЧПУ (а) и целевого механизма (б)
Конструкция УЧПУ
Конструктивно УЧПУ представляет собой моноблок встраиваемого исполнения, в котором соединены вместе блок управления, пульт оператора и блок питания. Основные габаритные и установочные размеры УЧПУ указаны на рисунке 2.
Вид задней панели УЧПУ представлен на рисунке 3.
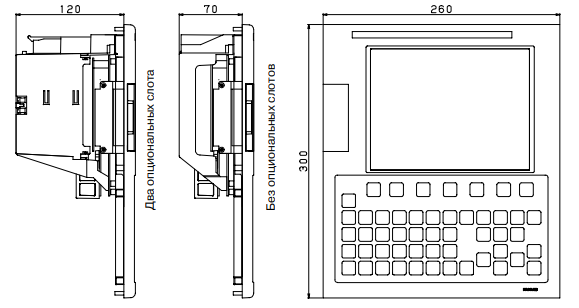
Рисунок 2 – Основные габаритные и установочные размеры УЧПУ

Рисунок 3 – Вид на заднюю панель УЧПУ
Корпус УЧПУ состоит из лицевой панели и кожуха. Лицевая панель УЧПУ имеет пластмассовую накладку. С обратной стороны лицевой панели установлены шесть винтов. Основу моноблока представляет металлическая рама с двумя отсеками. В один отсек устанавливается БП, в другой – БУ. Металлические стенки рамы выполняют функцию защитного экрана.
Панель разъёмов УЧПУ показана на рисунке 4.

Рисунок 4 – Панель разъёмов УЧПУ
1002
JAX
| [Тип данных] Бит
Число осей, управляемых одновременно при ручной постоянной подаче, ускоренном подводе вручную и ручном возврате в референтное положение
0: 1 ось
1: 3 оси
| | DLZ
| Функция установки референтного положения без упора
0: Отключена
1: Включена (для всех осей)
|
| SFD
| Функция для смещения референтного положения
0: Неиспользуется.
1: Используется.
|
| AZR
| Если никакое референтное положение не задано, команда G28 выполняет:
0: Возврат на референтную позицию с использованием упоров замедления (как и при ручном возврате на референтную позицию).
1: Подается сигнал тревоги P/S ном. 090.
|
| XIK
| Если LRP, бит 1 параметра ном. 1401, имеет значение 0, а именно, если выполняется позиционирование нелинейного типа, если к станку применяется взаимоблокировка вдоль одной из осей при позиционировании,
0: Машина прекращает двигаться вдоль оси, к которой применяется блокировка, и продолжает двигаться вдоль других осей.
1: Машина прекращает движение вдоль всех осей.
|
| IDG
| Если референтное положение задано без упоров, автоматическое задание параметра IDGx (бит 0 параметра ном. 1012) для недопущения повторного задания референтной позиции:
0: Не выполняется
1: Выполняется.
|
|
1004
|
ISA, ISC, ISD
| [Тип данных] Бит
Устанавливаются наименьшее приращение ввода и наименьшее приращение команды.
|
| IPI
| Бит 7 (IPR) параметра ном. 1004:
0: Параметр требует отключения питания для того, чтобы значение стало допустимым, и который становится недопустимым при неметрическом вводе.
1: Параметр не требует отключения питания, и который допустим при неметрическом вводе.
|
| IPR
| Устанавливается ли наименьшее приращение ввода для каждой оси в значение в 10 раз большее, чем наименьшее заданное приращение команды, в системах приращений IS-B или IS-C при задании мм.
0: Наименьшее приращение ввода не устанавливается в значение в 10 раз большее, чем наименьшее заданное приращение команды.
1: Наименьшее приращение ввода устанавливается в значение в 10 раз большее, чем наименьшее заданное приращение команды.
|
|
1005
|
ZRNx
| [Тип данных] Разрядная ось
При задании в автоматическом режиме команды перемещения за исключением G28 (MEM, MDI, или DNC) и если возврат в референтное положение не производился с момента включения питания
0: Выдается сигнал тревоги (P/S 224).
1: Не выдается сигнал тревоги.
|
| DLZx
| Функция для установки референтного положения без упоров
0: Отключена
1: Включена
|
| HJZx
| Если референтное положение уже установлено:
0: Ручной возврат в референтное положение выполняется при помощи тормозных упоров.
1: Ручной возврат в референтное положение выполняется при помощи ускоренного подвода без тормозных упоров, либо ручной возврат в референтное положение выполняется при
помощи тормозных упоров, в зависимости от установок бита 7 (SJZ) параметра ном. 0002.
|
| EDPx
| Внешний сигнал замедления в положительном направлении для каждой оси
0: Действительно только для ускоренного подвода
1: Действительно для ускоренного подвода и рабочей подачи
|
| EDMx
| Внешний сигнал замедления в отрицательном направлении для каждой оси
0: Действительно только для ускоренного подвода
1: Действительно для ускоренного подвода и рабочей подачи
|
|
1006
|
ROTx, ROSx
|
[Тип данных] Разрядная ось
Задание линейной оси или оси вращения.
00 Линейная ось
01 Ось вращения (A тип)
10 Установка недействительна (не использована)
11 Ось вращения (В тип)
Для оси вращения, используемой для цилиндрической интерполяции, установите ROTx в 1
|
| DIAx
| Диаметр или радиус используется для определения величины перемещения по каждой оси.
0: Радиус
1: Диаметр
|
| ZMIx
| Направление возврата на референтную позицию.
0: Положительное направление
1: Отрицательное направление
|
|
1007
|
RTLx
| [Тип данных] Разрядная ось
Операция возврата на референтную позицию для оси вращения:
0: Вращающегося типа оси.
1: Линейного типа оси.
|
| ALZx
| Операция автоматического возврата на референтную позицию вызывает:
0: Возврат в референтное положение путем позиционирования. Если операция ручного возврата в референтное положение не производилась после включения питания, операция проводится в той же последовательности, что и для ручного возврата в референтное положение.
1: Возврат в референтное положение проводится в той же последовательности, что и для ручного возврата в референтное положение.
|
| OKIx
| При установке референтного положения путем подачи оси на стопор, после выполнения возврата на референтную позицию, сигал тревоги P/S 000:
0: Выдается. (Если эта установка выполнена, требуется детектор абсолютного положения при использовании функции установки референтного положения путем подачи оси на стопор.)
1: Не выдается. (Если эта установка выполнена, не требуется детектор абсолютного положения, даже при использовании функции установки референтного положения путем подачи оси на
стопор.)
|
|
1008
|
ROAx
| [Тип данных] Разрядная ось
Функция развертывания оси вращения
0: Недействительна
1: Действительна
|
| RABx
| В абсолютных командах ось вращается в направлении
0: В котором расстояние до мишени короче.
1: Заданном символом значения команды.
|
| RRLx
| Относительные координаты
0: Не округлены величиной смещения на одно вращение
1: Округлены величиной смещения на одно вращение
|
| RMCx
| Если указан выбор системы машинных координат (G53) или выбор высокоскоростной системы машинных координат (G53P1), для функции развертывания оси вращения, установка бита 1 (RABx) параметра ном. 1008, который устанавливает направление вращения для абсолютных команд:
0: Недействительна.
1: Действительна.
|
| 1010
| [Тип данных] Байт
[Диапазон действит. значений] 1, 2, 3,..., число управляемых осей
Устанавливает максимальное число осей которые могут
управляться ЧПУ.
Примеры
Предположим, что первая ось, это ось X, а вторая и
последующие оси, это оси Y, Z, и A в таком порядке, и что
они контролируются следующим образом:
- оси X, Y, и Z: Контролируются ЧПУ
- ось A: Контролируются модулем PCI
Затем установите этот параметр в 3 (всего 3: с 1-й по 3-ю ось)
При этой установке, четвертая ось (ось A) контролируется
только модулем PCI, и поэтому не может напрямую
управляться ЧПУ.
|
Алгоритм интерполяции
Алгоритм интерполяции координирует движения приводов по осям станка.
Существует ряд алгоритмов, решающих эту задачу. Для обеспечения управления приводами подач с высокой скоростью применяют метод покодовой интерполяции, при котором выдаваемая на управление информация содержит приращение по координатам за некоторое время t. На высоких скоростях эти приращения существенно больше величины дискреты, однако информация поступает с частотой, намного превышающей пропускную способность привода.
Можно выделить два способа реализации алгоритмов покодовой интерполяции: непосредственный с расчетом приращений по исходным формулам и косвенный, согласно которому приращения получаются в результате приведения исходных формул к определенному виду.
Примером косвенного способа является реализация алгоритмов покодовой интерполяции с использованием метода оценочной функции с переменным шагом и представлением данных в разрядности слова процессора. Эти алгоритмы могут быть использованы не только в процессе интерполяции, но и при расчете эквидистанты, скорости перемещения по координатам и при других расчетах, требуемых для получения геометрической информации.
Для круговой интерполяции против часовой стрелки  и
и  - соответственно в первой и второй половинах первого квадранта; здесь х0 и z0 - координаты точки дуги окружности, от которой рассчитываются очередные приращения по координатам. Следует отметить, что до обращения к алгоритму определяется перемещение по ведущей оси (
- соответственно в первой и второй половинах первого квадранта; здесь х0 и z0 - координаты точки дуги окружности, от которой рассчитываются очередные приращения по координатам. Следует отметить, что до обращения к алгоритму определяется перемещение по ведущей оси ( или
или  ) в зависимости от заданной скорости и времени t, а окончание отработки перемещений в заданном кадре контролируется вне алгоритма.
) в зависимости от заданной скорости и времени t, а окончание отработки перемещений в заданном кадре контролируется вне алгоритма.
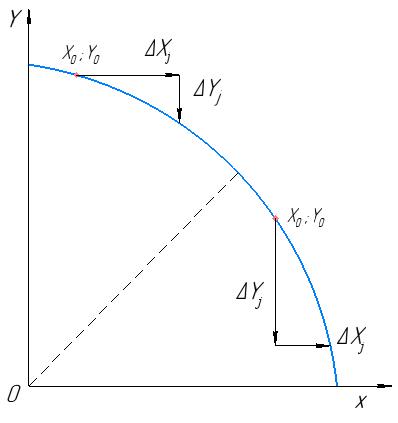
Рисунок 5 – Круговая интерполяция.
Алгоритм работает следующим образом. По заданному  (остаток перемещения по оси Х; при i = 0
(остаток перемещения по оси Х; при i = 0  ) выбирается такой шаг Hi, чтобы выполнялось условие
) выбирается такой шаг Hi, чтобы выполнялось условие  . Далее делается шаг по оси Х величиной Hi, рассчитывается значение
. Далее делается шаг по оси Х величиной Hi, рассчитывается значение  и анализируется Fi . Если
и анализируется Fi . Если  , то делается шаг Hiв положительном направлении оси Y, а если
, то делается шаг Hiв положительном направлении оси Y, а если  , то шаг в отрицательном направлении, и рассчитываются значения
, то шаг в отрицательном направлении, и рассчитываются значения  впервом случае и
впервом случае и  во втором случае.
во втором случае.
Шаги Hi по оси Y делаются до тех пор, пока выполняется условие Fi < 0. Если оно не выполняется, т. е. , то происходит переход к следующему циклу, для которого рассчитывается  и
и  . При
. При 
 , и процесс прекращается.
, и процесс прекращается.
В начале отработки алгоритма Fi = 0. Промежуточная точка траектории, определяемая приращениями  и
и  , в общем случае не лежит на прямой, заданной координатами
, в общем случае не лежит на прямой, заданной координатами  и
и  , поэтому конечное значение
, поэтому конечное значение  . Во избежание накопления ошибки при последовательных вычислениях значений
. Во избежание накопления ошибки при последовательных вычислениях значений  , запоминается конечная величина Fi, полученная в предыдущем цикле вычислений, и добавляется к текущему значению Fi следующего вычисления.
, запоминается конечная величина Fi, полученная в предыдущем цикле вычислений, и добавляется к текущему значению Fi следующего вычисления.
Величина начального шага выбирается исходя из характеристик привода.
В первом полуквадранте решается уравнение вида  по оценочной функции
по оценочной функции  . Ведущей координатой является Y. Во втором полуквадранте решается уравнение вида
. Ведущей координатой является Y. Во втором полуквадранте решается уравнение вида  и ведущей является координата X. При этом изменяется содержание трех блоков алгоритма.
и ведущей является координата X. При этом изменяется содержание трех блоков алгоритма.
Порядок работы блоков следующий. В блоке 1 исходные данные  ,
,  , , ,
, , ,  и
и  вводятся в рабочие ячейки. Начальный шаг Hi выбирается в блоках 2, 3 и 4. На этом работа вспомогательной части алгоритма заканчивается, и происходит переход к основной части, причем в ячейке W сохраняется значение
вводятся в рабочие ячейки. Начальный шаг Hi выбирается в блоках 2, 3 и 4. На этом работа вспомогательной части алгоритма заканчивается, и происходит переход к основной части, причем в ячейке W сохраняется значение  .
.

Рисунок 6 – Алгоритм круговой интерполяции
Заключение
В данном курсовом проекте была реализована модернизация многоцелевого горизонтально-фрезерного станка ИР-500. При этом добавилась дополнительная координата «С».
Для реализации были разработаны модернизированная кинематическая схема станка и модернизированная электрическая принципиальная схема подключения УЧПУ к станку и к электроавтоматике станка.
Связь дополнительной координаты со станком была осуществлена с помощью обновления программы в файле характеризации осей.
При выполнении этого проекта были использованы знания и навыки, полученные при изучении дисциплин «Оборудование автоматизированного производства», «Электроника и микропроцессорная техника систем управления», «Теория автоматического управления».
Библиографический список
1. Сосонкин В. Л. Микропроцессорные системы числового программного управления станками. - М., 1985. - 198 c.
2. Станки с программным управлением и промышленные роботы. Локтеева С. Е. - М., 1986. - 320с.
3. Станки с программным управлением: Справочник. - М., 1981. - 200с.
4. Ратмиров В. А. Управление станками гибких производственных систем. - М., 1987. - 272с.
5. Гнатек О. Р. Справочник по цифроаналоговым и аналогово-цифровым преобразователям /Пер. с англ. под ред. Ю. А. Рюжина. - М., 1977. - 76с.
6. Волчкевич Л. И., Ковалев М. П., Кузнецов М. М. Комплексная автоматизация производства. - М., 1983. - 270с.
7. Аналоговые и цифровые интегральные схемы: Справочник / Под ред. С. В. Якубовского. - М.: Радио и связь, -1985.- 360с.
8. Микропроцессоры. В 3-х кн.: Учеб. для втузов / Под ред. Л. Н. Преснухина. Кн. 1. Архитектура и проектирование микро-ЭВМ. Организация вычислительных процессов. - М.: Высш. школа,1986.
9. Проектирование цифровых устройств на однокристальных микроконтроллерах / В. В. Сташин и др. - М.: Энергоатомиздат, 1990.
10. Микропроцессоры имикропроцессорные комплекты интегральных микросхем: Справочник. В 2-х т. / Под ред. В. А. Шахнова. - М.: Радио и связь, 1988.
11. Федорков Б. Г., Телец В. А., Дегтяренко В. П. Микроэлектронные цифро-аналоговые и аналого-цифровые преобразователи. - М.: Радио и связь, 1984. - 282с.
12. ГОСТ 2.708-81 ЕСКД. Правила выполнения электрических схем цифровой вычислительной техники. - М.: Госстандарт СССР, 1981. - 32с.
13. ГОСТ 3.1418-82. Оформление техдокументации. - М., 1982. - 29с.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по дисциплине
«Системы числового программного управления»
на тему:
«Расширение технологических возможностей станка с ЧПУ на основании модернизации системы управления»
Вариант 251-012
Выполнил студент гр. 620251-ПБ Пасечник А.Е.
Проверил
к.т.н. доц. каф. ТМС
Ерзин О.А. Предварительная оценка
Рецензент Оценка рецензента
Окончательная оценка Подпись руководителя КР
Тула 2019
Содержание
Аннотация. 4
Введение. 5
1. Назначение модернизации специализированного многоцелевого станка модели ИР-500. 6
2. Анализ модернизированной кинематической схемы станка ИР-500. 7
3. Схемы электроавтоматики и подключения СЧПУ к станку. 9
3.1 Модернизированная электрическая принципиальная схема электроавтоматики станка. 9
3.2 Реализация схемы подключения СЧПУ.. 10
4. Описание УЧПУ FANUC.. 10
4.1 Общие указания. 10
4.2 Технические характеристики УЧПУ.. 11
4.3 Состав УЧПУ.. 11
4.3.1 Структурная схема УЧПУ.. 11
4.3.2 Конструкция УЧПУ.. 13
5. Разработка файла характеризации осей станка ИР-500. 15
5.1 Параметры характеризации осей. 15
5.2 Программа характеризации оси С. 19
6. Алгоритм интерполяции. 22
Заключение. 26
Библиографический список. 27
Аннотация
к курсовому проекту по дисциплине
«Система числового программного управления»
Темой проекта является расширение технологических возможностей станка модели ИР-500 с системой УЧПУ FANUC на основании модернизации системы управления, то есть характеризации координаты «С».
Курсовой проект состоит из двух частей: пояснительной записки и графической части.
Пояснительная записка содержит анализ модернизации станка модели ИР500, описание реализации модернизации электрической принципиальной схемы электроавтоматики станка и подключение системы ЧПУ, описание системы ЧПУ FANUC, а также процедуру характеризации дополнительной координаты «С». Пояснительная записка выполнена на 27 страницах.
Графическая часть состоит из трех листов формата А1 и одного формата А4:
1) Кинематическая схема станка модели ИР-500 (модернизированная);
2) Электрическая принципиальная схема электроавтоматики станка и схема подключения СЧПУ.
3) Характеризация дополнительной координаты С.
4) Блок-схема алгоритма круговой интерполяции
Введение
В данном курсовом проекте представлено решение задачи по расширению технологических возможностей многоцелевого горизонтально-фрезерного станка ИР-500.
Рассматриваемая задача реализуется с помощью добавления пятой координаты «С». Проходит данная модернизация в несколько этапов, а именно вначале необходимо модернизировать принципиальную кинематическую схему станка, затем принципиальную электрическую схему станка, а после осуществить выход в область параметров и характеризации новой координаты в системе ЧПУ станка.
Главной задачей модернизации станка модели ИР-500 по координате «С» является обработка деталей такими способами, которые невозможны на обычном фрезерном станке. Увеличивается возможность данного оборудования в плане обработки деталей со сложной геометрической формой. Это позволяет расширить номенклатуру выпускаемых изделий.
Назначение модернизации специализированного многоцелевого станка модели ИР-500
Модернизация специализированного многоцелевого станка модели ИР-500 по координате «С» увеличивает возможности станка в плане обработки сложных геометрических форм. Это позволяет расширить номенклатуру выпускаемых изделий.
Переход к потенциальному способу управления необходим для замены релейно-контактных схем управления, собранных на дискретных компонентах - реле, таймерах, счетчиках, элементах жесткой логики. Принципиальное отличие ПЛК от релейных схем заключается в том, что в нем все алгоритмы управления реализованы программно. При этом надежность работы схемы не зависит от ее сложности. Использование ПЛК позволяет заменить одним логическим устройством любое необходимое количество отдельных элементов релейной автоматики, что увеличивает надежность системы, минимизирует затраты на ее тиражирование, ввод в эксплуатацию и обслуживание. ПЛК может обрабатывать дискретные и аналоговые сигналы, управлять клапанами, сервоприводами, преобразователями частоты и осуществлять регулирование.
Отличие ПЛК от контрольно-измерительных приборов заключается в отсутствии жестко прописанного алгоритма работы. За счет этого на ПЛК можно реализовывать практически любые алгоритмы управления, но сам алгоритм управления должен создать непосредственно пользователь контроллера. Для создания алгоритма, его тестирования и записи в контроллер используется среда программирования.






