Приемочные контрольные карты предназначены для оценки влияния особых причин на внутри выборочную статистику и приемку технологического процесса как управляемого по заданной вероятности брака в каждой отдельной партии.
Приемочная контрольная карта по количественному признаку - зависимость среднего арифметического от номера партии или времени взятия выборки.
Рассчитать параметры приемочной контрольной карты для технологического процесса контроля длины матраса, (пределы 100±15 мм).
σ0=4 см
p0= 0,1% - процесс принимается
p1= 2,5% - процесс бракуется
Расчет:
zρ0 =3,090 при p0=0,001;
zρ1= 1,96 при p1=0,025.
(ГОСТ 50779.43-99)
Получаем:
APL: 
APLв =115– 3,09*4 = 102,64 см;

APLн = 85 + 3,09*4 = 97,36 см.
 RPL:
RPL:

RPLв = 115 – 1,96*4 =107,16 см;

RPLн = 85 + 1,96*4 =92,84 см.
Установлены риски: α=5% и β=5%, так что zα=zβ=1,645
Таким образом:


Объем выборки:
 ,объем выборки округляем до 12.
,объем выборки округляем до 12.
Проведем контроль технологического процесса по следующим данным (табл. 4.1):
Таблица 4.1
Контроль технологического процесса
|
| Номер выборки
|
| №изм. в выборке
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| 1
| 103,8
| 96,6
| 99,1
| 93,5
| 91,8
| 101,8
| 103,6
| 97,9
| 106,4
| 101,3
| 100,4
|
| 2
| 106,3
| 101,9
| 93,2
| 99,5
| 100,6
| 100,1
| 101,3
| 99,1
| 86,2
| 104,8
| 98,4
|
| 3
| 104,5
| 98,7
| 102,4
| 98,3
| 97,3
| 99,2
| 97,3
| 108,8
| 103,8
| 100,0
| 98,3
|
| 4
| 99,4
| 98,2
| 99,8
| 103,4
| 98,7
| 102,8
| 102,8
| 100,8
| 96,7
| 103,3
| 104,2
|
| 5
| 89,6
| 102,3
| 97,3
| 101,1
| 98,5
| 95,2
| 103,0
| 100,5
| 105,4
| 100,4
| 101,3
|
| 6
| 99,3
| 99,2
| 96,3
| 99,1
| 99,8
| 99,9
| 102,9
| 101,6
| 99,1
| 102,6
| 103,8
|
| 7
| 97,1
| 101,7
| 94,0
| 99,0
| 98,9
| 92,5
| 93,4
| 99,7
| 99,9
| 92,3
| 103,8
|
| 8
| 106,9
| 94,9
| 96,8
| 98,7
| 101,1
| 101,8
| 104,1
| 100,3
| 98,5
| 98,7
| 93,3
|
| 9
| 103,7
| 101,9
| 96,8
| 103,8
| 97,9
| 100,6
| 98,0
| 96,6
| 99,6
| 99,3
| 96,2
|
| Xср
| 101,2
| 99,5
| 97,3
| 99,6
| 98,3
| 99,3
| 100,7
| 100,6
| 99,5
| 100,3
| 100,0
|
 Контрольная карта имеет вид:
Контрольная карта имеет вид:
Рис.4.1. Контрольная карта среднего арифметического
Вывод: на контрольной карте нет выбросов за ACL, все 4 партии принимаются как годные и процесс считается статистически управляемым.
V. КОНТРОЛЬ ШИРИНЫ МАТРАСА ПРИ ПОМОЩИ КАРТЫ АРИФМЕТИЧЕСКОГО СРЕДНЕГОС ПРЕДУПРЕЖДАЮЩИМИ ГРАНИЦАМИ
Контрольная карта среднего арифметического с предупреждающими границами предназначена для регистрации малых сдвигов технологических процессов по среднему. Цель – регулирование технологического процесса, при котором выборочное среднее будет иметь минимальное отклонение от желаемого уровня (номинального значения).
Рассматривается ширина матраса определенной шероховатости отверстий головок:
Номинальное значение – 100 мм
Верхняя граница – 115 мм
Нижняя граница – 85 мм
Максимальный нежелательный уровень несоответствий –2%
СКО – 4 см
1) Расчет недопустимого уровня технологического процесса:
= 100см; Тн = 85 см; Тв = 115 см
Σ= 4мм
Zp0 = 1,96 (при р0=2,5%

2) Выбор возможных вариантов плана контроля (таблица 5.1):
Таблица 5.1
| № плана
| n
| δ 
| K
| B1
| B2
| L0
| L1
| L0/ L1
|
| 1
| 4
| 3,58
| 2
| 3,25
| 1,25
| 47,3
| 1,4
| 33,78
|
| 2
| 5
| 3,99
| 3
| 3
| 1
| 107,5
| 1,3
| 82,69
|
| 3
| 6
| 4,36
| 3
| 2,75
| 2
| 167,2
| 1,1
| 152
|
| 4
| 7
| 4,72
| 4
| 3
| 1,75
| 329,1
| 1,2
| 274,25
|

3) Поскольку L0/L1  выбираем план с наибольшей L0/L1, т.е. 3-ю строку в таблице (4-ой план).
выбираем план с наибольшей L0/L1, т.е. 3-ю строку в таблице (4-ой план).



Расчет:



4) Проанализируем технологический процесс для следующих данных (табл.5.2):
Таблица 5.2
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
|
| X1
| 106,4183
| 103,1949
| 95,68673
| 102,4775
| 101,5187
| 99,06768
| 98,64968
| 108,6405
| 99,95058
|
| X2
| 103,7885
| 105,0099
| 91,6293
| 101,175
| 101,116
| 102,1078
| 99,05258
| 97,3305
| 101,3652
|
| X3
| 103,5767
| 100,5345
| 97,00653
| 103,8605
| 102,551
| 100,4038
| 92,07881
| 94,07155
| 99,47571
|
| X4
| 97,39742
| 91,9111
| 100,5787
| 102,6162
| 99,73681
| 105,3645
| 102,6306
| 97,12269
| 87,27348
|
| X5
| 103,6253
| 93,44256
| 102,6936
| 101,1409
| 96,39123
| 98,74647
| 99,21205
| 104,4927
| 105,2502
|
| X6
| 103,2172
| 97,68611
| 100,1045
| 103,2717
| 97,66002
| 100,8733
| 100,631
| 104,3662
| 91,11344
|
| X7
| 102,1339
| 103,8096
| 99,93804
| 107,7423
| 103,4792
| 105,4161
| 110,6089
| 98,97498
| 96,50201
|
| Хср
| 102,8796
| 99,36981
| 98,23391
| 103,1834
| 100,3504
| 101,7114
| 100,4091
| 100,7142
| 97,2758
|
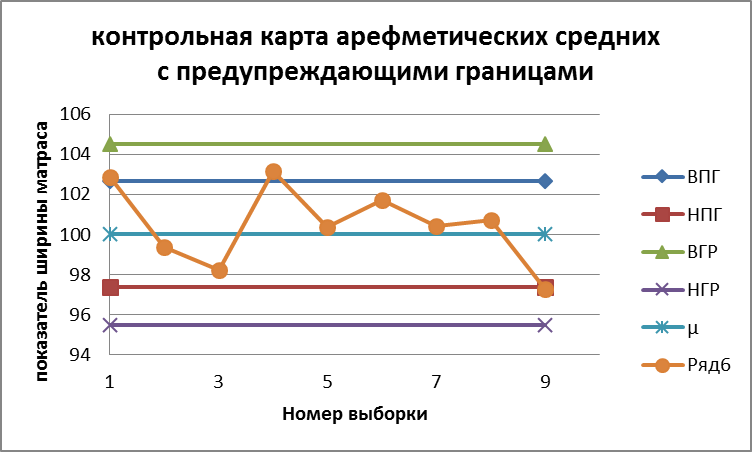
Рис. 5.1. Контрольная карта арифметических средних с предупреждающими границами
Вывод: По данной карте видно, что имеются выходы за контрольные границы, нарушает случайность распределения точек, т.е. это значит, что нужно выяснить причину возникновения ошибок.
VI. АНАЛИЗ ВОСПРОИЗВОДИМОСТИ И ПРИГОДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА матраса.
Проведем анализ воспроизводимости и пригодности технологического процесса. Проводим контроль толщины матраса (границы поля допуска 100±15) при помощи контрольной карты, представленной на рисунке 6.1






