

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
Гибкий производственный модуль (ГПМ) является основной составной честью ГПС. В соответствии с ГОСТ 26228-85 ГПМ — это единица технологического оборудования, автономно функционирующая, автоматически осуществляющая все функции, связанные с изготовлением изделий, имеющая возможность встраивания в ГПС. Кроме функций обработки деталей ГПМ выполняет в автоматическом режиме накопление заготовок, загрузку заготовок в зону резания, выгрузку обработанных деталей, частичный или полный контроль точности обработки и другие вспомогательные операции.
В типовой механообрабатывающий ГПМ входит многоцелевой станок с ЧПУ и робот, управляемые от ЭВМ, накопитель заготовок и обработанных деталей и вспомогательные устройства (механизм автоматического открывания и закрывания защитного экрана станка, устройства для удаления стружки с базовых поверхностей токарного патрона или зажимного приспособления, для контроля износа режущего инструмента, кантователь для обработки деталей с двух или нескольких сторон и др.).
В ГПС для многономенклатурного мелкосерийного производства ГПМ имеет широкий набор дополнительных устройств, увеличивающих их гибкость, поскольку в связи с большим разнообразием обрабатываемых деталей и относительно небольшим количеством в партии возрастает число переналадок. К оборудованию, работающему в составе ГПС в режиме безлюдной технологии, предъявляются специальные требования, которые можно условно разделить на основные и дополнительные. Применительно к токарным ГПМ основными требованиями являются: управление от ЭВМ, наличие магазина инструментов, наличие конвейера для сбора стружки, автоматический зажим и разжим деталей в патроне станка.
К дополнительным требованиям можно отнести: возможность автоматической переналадки. патрона по программе на обработку деталей различных габаритных размеров, возможность регулирования по программе усилия зажима, определяемого жесткостью обрабатываемых деталей и силами резания, возможность автоматической корректировки управляющих программ при износе режущего инструмента и т.п.
Такие же требования в основном относятся к сверлильной фрезерно-расточной группе (ГПМ). Однако есть и специфические требования, например наличие магазинов приспособлений спутников с деталями, магазинов многошпиндельных головок должна быть предусмотрена возможность замены комплектами инструментов, необходимых для обработки заданной номенклатуры деталей, или целиком инструментальных магазинов; замена тары для стружки и емкостей для СОЖ при переходе на обработку различных материалов, очистка от стружки опорных поверхностей приспособлений-спутников (сдув, смыв) перед закреплением новой заготовки, корректировка положения заготовки в спутнике и т.п.
Непременным условием модуля является возможность встраивания егов ГПС, поэтому он должен иметь стандартные сопрягающие устройства, позволяющие ему состыковываться с АТСС (транспортной тележкой и др.), с центральной управляющей ЭВМ, а также отдельными системами ЧПУ станков, роботов, самоходных тележек.
На современном этапе модульный принцип конструирования оборудования ГПС имеет следующие преимущества: резко сокращаются сроки и расходы на создание, освоение, внедрение и эксплуатацию оборудования, возрастает технический уровень и, прежде всего его надежность, упрощается обслуживание.
Модульную концепцию не следует понимать как обязательное "собирание" унифицированных узлов и блоков в единую конструкцию: это разработка качественно новых конструкций с использованием унифицированных элементов, обладающих более высокими качественными показателями. Однако они могут уступать по функциональным, эстетическим и массогабаритным показателям аналогичным специально сконструированным немодульным конструкциям. Таким образом, ГПМ — это унифицированный блок, изготовленный на современной элементной базе с использованием последних технических достижений науки и техники в данной области.
Приведем примеры современных ГПМ и их компонентою.
ГПМ для фрезерно-сверлильно-расточных операций, разработанный на базе многоцелевого станка ИР-320ПМФ и робота РМ-104 (рис.61), включает станок 1, загрузочный робот 6, узел (кронштейн) стыковки 4, накопитель заготовок и деталей 5, зажимное устройство с автономным приводом 3, четыре исполнительных зажимных приспособления 2, закрепленных по одному на каждом сменном приспособлении-спутнике поворотного загрузочного стола станка, автоматизированную систему управления 7.

Гибкий сверлильно-фрезерно-расточный модуль МА2765 МЗФ4 с ЧПУ, имеющий сменные, многошпиндельные коробки (рис.62.), состоит из многоцелевого станка 6, систем автоматической смены многошпиндельных коробок и обрабатываемых деталей, системы управления. Многоцелевой станок включает привод главного движения 13, поперечно-подвижный поворотный стол 15, ограждение кабинетного типа 16, систему подготовки смазочно-охлаждающей жидкости (СОЖ), устройство для удаления стружки 2 из зоны резания, станцию смазки и насосную станцию гидрооборудования 8.
Система автоматической смены многошпиндельных коробок состоит из склада 11, где хранятся коробки 10, и автооператора 9, выполняющего их смену.
Система автоматической смены обрабатываемых деталей включает двухпозиционную станцию загрузки и зажима 3 обрабатываемых деталей, подъемник-укладчик 1, подающий с помощью манипулятора 4 обрабатываемые детали 14 со склада 5.; на станцию загрузки. На складе помимо деталей имеются сменные столы-спутники 7 с приспособлениями для установки и закрепления деталей.
Управление модулем осуществляется от системы ЧПУ 12. Модуль служит для многооперационной обработки по программе группы деталей типа корпусов из черных и цветных метал* лов и используется как индивидуально, так и в составе ГПС.
Детали обрабатываются инструментами, закрепленными на многошпиндельных коробках.
Для переналаживания модуля необходимо заменить зажимные приспособления, многошпиндельные коробки с инструментами и технологические программы обработки партии новых деталей; последние вводятся в ЧПУ либо с пульта управления модулем, либо путем замены программоносителя.

Роботизированный комплекс для токарной обработки деталей модели БР СК-02 создан на базе токарно-револьверного станка модели 1В340Ф30. Комплекс предназначен для обработки в патроне деталей типа коротких тел вращения, в том числе с криволинейными и резьбовыми поверхностями. Токарный станок оснащен восьмипозиционной револьверной головкой с вертикальной осью вращения, крестовым суппортом, тактовым столом для заготовок; ограждение обеспечивает безопасность работы на станке.
В состав комплекса- входит робот, выполняющий загрузочно-разгрузочные операции в автоматическом режиме по командам системы ЧПУ станка. Цикл изготовления деталей состоит из следующих операций: захват заготовки из магазина, перенос ее в рабочую зону станка и установку в его зажимное устройство, обработку, перенос готовой детали из рабочей зоны на тактовый стол. При необходимости ориентации заготовок на тактовом столе предусмотрены специальные паллеты и система ориентированного останова шпинделя.
Комплекс может работать как в автономном режиме, так и в составе ГПС.
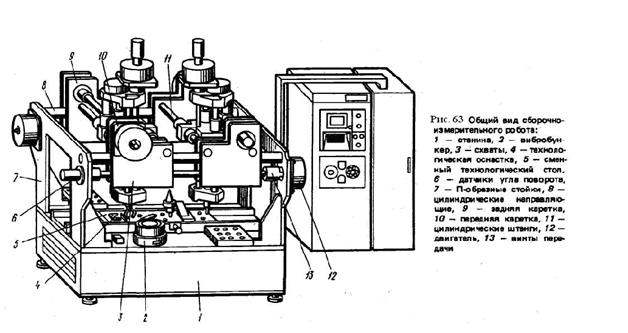
Модульный сборочно-измерительный робот (рис.63) создан на базе широкого использования модульного принципа построения из унифицированных узлов и механизмов. Этот робот портального типа с верхним расположеним двух манипуляторов, каждый из которых обладает четырьмя степенями подвижности. В результате такой конструкции он легко встраивается в технологический сборочный модуль или в поточно-автоматизированную линию. Для управления роботом служит система ЧПУ 2С 42-65, созданная на базе микроЭВМ "Электроника-60". Такая система легко стыкуется с другими отечественными управляющими ЭВМ, используемыми в ГПС. Структура системы ЧПУ 2С 42-65 также реализована по функционально-модульному принципу.

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!