Заготовки для вытяжки могут быть (рис. 7) получены комбинированной вытяжкой (рис. 7, 1), обратным и прямым выдавливанием (рис. 7, 2), прямым выдавливанием (рис. 7, 3), реже горячей штамповкой с последующей механической обработкой (рис. 7, 4).
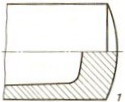
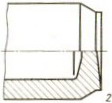
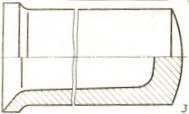
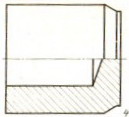
Рис. 7. Типы заготовок
На заготовках не допускаются дефекты, не поддающиеся исправлению, ― грубые забоины, надрывы, запрессовка, расслоение металла, плены и др.
Форма деталей при вытяжке с утонением
Наиболее часто вытяжку с утонением используют для получения деталей (полуфабрикатов) 1 (рис. 8), имеющих наружную поверхность цилиндрическую, а внутреннюю ― коническую. Возможно получение деталей
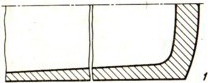
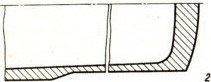
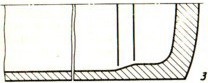

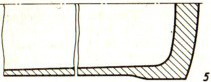
Рис. 8. Типы деталей, полученные вытяжкой с утонением:
1 ― напровал; 2 ― с остановом; 3 ― ступенчатым пуансоном; 4 ― с остановом и последующей калибровкой; 5 ― ступенчатым пуансоном с последующей раздачей
с наружным 2 и внутренним 3 уступами. Детали 4 и 5 получают из деталей 2 и 3 соответственно с использованием в первом случае обжима, а во втором ― раздачи. Дно детали получается выпуклым.
Конусность пуансона должна быть в пределах 0,0005 ― 0,1. Обратная конусность не допускается, за исключением случаев, когда необходимо получить небольшое утолщение стенки детали на малой длине.
Форма рабочего инструмента
Инструмент для вытяжки с утонением стенки для специализированных прессов обычно включает в себя пуансон, матрицы (от одной до пяти) и съёмник. Пуансон крепят к ползуну пресса, матрицы закрепляют на столе пресса. Способ крепления должен обеспечивать возможность быстрой смены инструмента.
Поскольку пресс вытяжки с утонением стенки требует относительно большого хода ползуна, направляющие устройства (обычно направляющая втулка) применяют только при жёстких требованиях по размерности, косине кромки и кривизне оси.
Смазка при вытяжке
Для уменьшения трения между заготовкой и рабочей поверхностью вытяжного штампа, а также для облегчения съёма или выталкивания изделия из штампа применяется смазка заготовки и инструмента.
При выборе состава смазки следует исходить из того, чтобы смазка хорошо удерживалась на поверхности металла при вытяжке, она не должна вызывать коррозии металла и штампа, должна состоять из недефицитных и недорогих материалов и не должна оказывать вредного влияния на здоровье рабочих.
В штамповочном производстве применяются большое количество разнообразных смазок: мыльная вода, машинное масло, сурепное масло, вазелин, сало, тальк, а также их смеси в различных пропорциях.
С целью использования полезных сил трения, возникающих между вытяжным пуансоном и материалом, рекомендуется смазывать заготовку только со стороны, прилегающей к матрице.
Удаление смазки с поверхности отштампованных изделий производится горячим обезжириванием или электролитическим обезжириванием в щелочном растворе.
Формовка
Формовкой называется штамповочная операция, при которой происходит изменение формы предварительно вытянутого изделия с целью получения окончательного профиля или более точных размеров изделия.
Формовка может производиться на кривошипных прессах простого и двойного действия, а также на гидравлических прессах.
Заключение
В курсовом проекте ставилась задача разработки технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, которая успешно реализована, и состоит из производства чугуна в доменной печи, производства стали в мартеновской печи, разливки стали, прокатки, листовой штамповки, вытяжки с утонением стенки.
Список литературы
1. Морозов Н. Д., и др. Устройство и ремонт автомобилей. М.: Высшая школа. 1972. с. 304.
2. Полухин П. И., и др. Технология металлов и сварка. М.: Высшая школа. 1977. с. 464.
3. Зубцов М. Е. Листовая штамповка. Ленинград: Машиностроение. 1967. с. 504.
4. Аверкиев Ю. А., Аверкиев А. Ю., и др. Ковка и штамповка. Справочник. М.: Машиностроение. 1987. с. 544.
5. Романовский В. П. Справочник по холодной штамповке. Ленинград: Машиностроение. 1979. с. 520.






