При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения) определяется запрограммированными координатами. Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя. Для того чтобы в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ, на какую величину по оси Z нужно сместить эту базовую точку.
Перед началом обработки оператор должен измерить длину каждого из инструментов, использующихся в программе, и ввести числовые значения длин в соответствующие регистры компенсации длины инструмента (или в таблицу инструментов). Смещение базовой точки шпинделя на величину длины инструмента называется компенсацией длины инструмента.
Компенсация длины инструмента на большинстве современных станков активируется командой G43, а отменяется при помощи G49 или Н00. При создании УП программист не указывает напрямую значение длины инструмента (он еще не знает точной длины), а использует «ссылку» на соответствующий регистр компенсации инструмента в памяти СЧПУ. Например, следующая строка программы активирует компенсацию длины инструмента № 2:
N025 G43 Н02 Z50.
При этом Н указывает на соответствующий регистр компенсации длины. Н02 – на регистр инструмента № 2, Н03 – на регистр инструмента № 3 и т. д. Вообще, компенсация длины инструмента сильно «упрощает жизнь» программисту – ему не нужно думать о точной длине инструментов – и дает возможность оператору станка, «играя» значением в регистре компенсации длины, добиваться требуемых размеров детали по оси Z.
Абсолютные и относительные координаты
Все приведенные ранее программные примеры и пояснения основывались на программировании в абсолютных координатах. При абсолютном способе программирования координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Давайте вспомним самую первую УП для обработки паза из главы № 3. Взгляните на рис. 4.10, 4.11 и сравните значения координат в табл. 4.1.
Рис. 4.11. При абсолютном способе программирования (G90) координаты точек отсчитываются от одного «неподвижного» нуля
Рис. 4.12. Относительный способ программирования (G91). Координаты точки Т2 отсчитываются от точки Т1, точки ТЗ – от Т2, точки Т4 – от ТЗ
Программирование в относительных координатах было обязательным условием при работе на многих станках с ЧПУ старых моделей. Современные системы ЧПУ позволяют свободно работать и с абсолютными, и с относительными координатами. Для переключения из одного режима работы в другой используются команды G90 (абсолютное программирование) и G91 (относительное программирование). В случае появления одной координатной ошибки при относительном способе программирования все последующие перемещения будут неправильными.
Таблица 3.1. Координаты опорных точек паза
Точка
Координата по оси X
Координата по оси Y
Tl
3
8
Т2
3
3
ТЗ
7
3
Т4
7
8
Подведем режущий инструмент к первой опорной точке:
N50 G00 Х3 Y8
Следующие два кадра заставляют инструмент опуститься на требуемую глубину в материал заготовки.
N60 G00 Z0.5 N70 G01 Z-l F25
Как только инструмент окажется на нужной глубине (1 мм), можно перемещать его через все опорные точки для обработки паза:
N80 G01 Х3 Y3 N90 G01 Х7 Y3 N100 G01 Х7 Y8
Теперь следует вывести инструмент из материала заготовки – поднять на небольшую высоту:
N110 G01 Z5
Соберем все кадры вместе, добавим несколько вспомогательных команд и получим окончательный вариант программы:
Кадры УП
Описание кадра
%
Символ начала программы
О0001 (PAZ)
Номер программы (0001) и ее название (PAZ)
N10 G21 G40 G49 G54 G80 G90
Строка безопасности
N20 М06 Т01 (FREZA D1)
Вызов инструмента № 1
N30 G43 Н01
Компенсация длины инструмента № 1
N40 M03 S1000
Включение оборотов шпинделя (1000 об/мин)
N50 G00 X3 Y8
Ускоренное перемещение в опорную точку Т1
N60 G00 Z0.5
Ускоренное перемещение инструмента B Z0.5
N70 G01 Z-l F25
Перемещение на глубину 1 мм на подаче 25 мм/мин
N80 G01 ХЗ Y3
Перемещение инструмента в точку Т2 (25 мм/мин)
N90 G01 Х7 Y3
Перемещение инструмента в точку Т3 (25 мм/мин)
N100 G01 Х7 Y8
Перемещение инструмента в точку Т4 (25 мм/мин)
N110 G01 Z5
Подъем инструмента вверх в Z5 (25 мм/мин)
N120 М05
Выключение оборотов шпинделя
N130 МЗ0
Завершение программы
%
Символ конца программы
G- и М-коды
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М06.
Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G- и М-кодов, вы легко сможете создать управляющую программу.
В табл. 5.1 приведен список базовых кодов, которые мы подробно рассмотрим в этой и последующих главах. А в главе «Справочник G- и М-кодов» вы найдете подробное описание всех стандартных кодов и примеры их использования.
Таблица 5.1. Базовые коды программирования обработки
Код (функция)
Назначение и пример кадра с кодом
Осевое перемещение
G00
Ускоренный ход – перемещение на очень высокой скорости в указанную точку G00 X10. Y20. Z25.
G01
Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи G01 X10. Y20. F100
G02
Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи G02 X10. Y20. R10. F100
G03
Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи G03 X10. Y20. R10. F100
Настройка
G20
Ввод дюймовых данных G20 G00 X10. Y20
G21
Ввод метрических данных G21 G00 X10. Y20
G90
Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки G90 G00 X10. Y20
G91
Относительное позиционирование – все координаты отсчитываются от предыдущей позиции G91 G00 X10. Y20
Обработка отверстий
G81
Цикл сверления G81 X10. Y20. Z-5. F30
G82
Цикл сверления с задержкой на дне отверстия G82 X10. Y20. Z-5. R1. P2. F30
G83
Прерывистый цикл сверления G83 X10. Y20. Z-5. Q0.25 R1. F30
G85
Цикл растачивания отверстия G85 X10. Y20. Z-5. F30
Слово данных, адрес и число
Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр УП состоит из слов данных. А слово данных строится из адреса (буквы) и относящегося к нему числа. Например, адрес Y относится к оси Y, а следующее за адресом число обозначает координаты вдоль этой оси.
G01 X3 Y3 – кадр УП G – адрес 01 – число G01 – слово данных (G-код)
X – адрес 3 – число X3 – слово данных
Y – адрес 3 – число Y3 – слово данных
Не обязательно, чтобы число, относящееся к G- или М-коду, имело ведущие нули (нули перед числом), например G01, G02, G03 и т. д. Можно писать просто G1, G2, G3. Тем не менее многие программисты в силу привычки предпочитают вариант с ведущими нулями.
Таблица 5.2. Коды по группам
Функциональная группа
Коды
Перемещения
G00, G01, G02, G03
Тип координатной системы
G90, G91
Единицы ввода данных G20, G21
Постоянные циклы
G80, G81, G82, G83, G84, G85…
Рабочая система координат
G54, G55, G56, G57, G58…
Компенсация длины инструмента
G43, G44, G49
Коррекция на радиус инструмента
G40, G41, G42
Возврат в постоянных циклах
G98, G99
Активная плоскость обработки
G17, G18, G19
Особенностью модальных кодов является то, что не нужно вводить активный код в последующие кадры. Например, код G01 используется для перемещения инструмента по прямой линии. Если нам необходимо совершить множество прямых перемещений, то не обязательно в каждом последующем кадре писать G01. Для отмены кода G01 следует применить один из кодов той же самой функциональной группы (G00, G02 или G03). Большинство из G-кодов являются модальными. Программист должен знать, к какой группе и к какому классу принадлежит тот или иной код.
Хотя М-коды обычно не делят на модальные и немодальные, однако этот термин все же можно применить и к ним. Например, можно выделить группу М-кодов, отвечающих за подачу охлаждающей жидкости (М07, М08, М09) или за вращение шпинделя (М03, М04, М05). Тем не менее большинство М-кодов нужно рассматривать как немодальные. Некоторые стойки ЧПУ допускают программирование только одного М-кода в кадре.
Формат программы
Одна и та же управляющая программа может выглядеть по-разному. В качестве примера этого явления приведем фрагмент все той же программы обработки паза:
Так как G01 является модальным кодом, то совсем не обязательно указывать этот код в каждом кадре линейных перемещений. Поэтому данный фрагмент УП может выглядеть следующим образом:
СЧПУ читает первый кадр, в котором задается линейное перемещение по оси Z на глубину 1 мм (Z-1). Затем считывается второй кадр, в котором присутствуют координаты, но нет другого G-кода. Так как G01 является модальным кодом, то он сохраняется в памяти и используется СЧПУ для работы с новыми координатами. Можно сказать, что адреса X и Y также являются модальными. То есть значения координат сохраняются в памяти, пока СЧПУ не заменит (обновит) их другими значениями координат. Таким образом, данный фрагмент УП можно переписать еще раз:
Система ЧПУ читает программу обработки кадр за кадром. При этом в буфер памяти системы попадает один или несколько кадров целиком. Для современных систем ЧПУ не принципиально, в каком месте кадра находится тот или иной код (слово данных). Однако некоторые станки, имеющие старые системы ЧПУ, могут быть очень придирчивы к порядку слов данных в кадре и к пробелам между ними. Для современной стойки три приведенных ниже кадра будут иметь совершенно одинаковый эффект:
Для того чтобы программисту было легче создавать и читать УП, рекомендуется следующий порядок расположения слов данных и знаков программирования в кадре:
1. код пропуска кадра (/);
2. номер кадра (N);
3. подготовительные функции (G-коды);
4. адреса осевых перемещений (X, Y, Z, I, J, К, А, В, С);
5. команда подачи (F);
6. команда числа оборотов (S);
7. вспомогательные функции (М-коды).
После номера кадра N обычно следует G-код. Это как глагол в предложении – G-коды говорят нам, какую функцию несет каждый кадр. Далее следуют адреса и координаты позиций осевых перемещений. М-коды обычно ставятся в конец кадра. Это правило действует, когда в кадре присутствует G-код. Тем не менее если в кад ре нет G-кода, то многие программисты предпочитают ставить М-код в начало:
… N40 M03 S1000 N50 G00 X3 Y8 …
В УП не допускаются пробелы между адресом (буквой) и числом или внутри G- и М-кодов. В приведенном кадре есть несколько ошибок, и СЧПУ станка обязательно будет на них «ругаться»:
N50 G 00 X 3Y 8
Большинство современных стоек прекрасно работает и без пробелов между словами данных. Удаление пробелов позволяет сократить размер управляющей программы. Однако человеку, в отличие от компьютера, будет непривычно читать УП в таком варианте. Сравните два варианта одного и того же кадра:
1. N50 G00 ХЗ Y8
2. N50G00X3Y8
Первый вариант явно читается легче, что означает меньшую вероятность ошибки при написании или проверке программы обработки.
Номера кадров для большинства современных СЧПУ не обязательны. Они используются для облегчения поиска требуемой информации в УП и для создания переходов к определенному кадру в некоторых особых случаях. Поэтому фрагмент программы, с которым мы работаем:
Необходимо уделить особое внимание числовому формату, с которым ваша стойка ЧПУ сможет работать. Обычно система ЧПУ работает с десятичным форматом и позволяет использовать несколько знаков до десятичной точки и несколько знаков после нее (например, 999.999). Возможны различные варианты употребления ведущих (перед десятичной точкой) и последующих (после десятичной точки) нулей. Сравните:
Z0.1 Z.1 Z0.100
В некоторых случаях наличие десятичной точки в определенных словах данных обязательно, а в других случаях недопустимо. Поэтому внимательно ознакомьтесь с разделом документации станка с ЧПУ, в котором говорится о формате программирования.
При работе с положительными числами не требуется вводить знак «+», так как СЧПУ исходит из положительного значения числа, если не введен никакой знак. Но при необходимости ввода отрицательного числового значения знак «–» должен быть запрограммирован обязательно.
Теперь мы можем сравнить первоначальный вариант программы обработки паза и новый вариант, созданный в этой главе (табл. 5.3). Несмотря на то что второй вариант УП имеет меньший размер (экономия программной памяти системы ЧПУ), его гораздо труднее читать.
Следовательно, при работе с «экономичной» версией УП появляется вероятность сделать ошибку или ее не заметить. Так как современные СЧПУ и компьютеры обладают достаточно большим объемом памяти, то нет смысла «экономить байты», убирая пробелы между словами данных, не ставя номеров кадров и забывая про комментарии.
Строкой безопасности называется кадр, содержащий G-коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой. В нашей программе для обработки паза строкой безопасности является кадр N10.
N10 G21 G40 G49 G54 G80 G90
Как вы уже знаете, многие коды являются модальными и остаются активными в памяти СЧПУ до тех пор, пока их не отменят. Возможны ситуации, когда ненужный модальный G-код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находится в начале УП или после кадра смены инструмента, позволяет «восстановить» забытые G-коды и выйти в привычный режим работы.
Давайте поближе познакомимся с G-кодами, находящимися в типичной строке безопасности.
Код G21 говорит станку о том, что все перемещения и подачи рассчитываются и осуществляются в миллиметрах, а не в дюймах (G20). Так как станки производятся и работают в разных странах, то существует возможность переключения между дюймовым и метрическим режимами. Поэтому включение этого кода в состав строки безопасности гарантирует работу в правильном режиме.
Код G40 отменяет автоматическую коррекцию на радиус инструмента. Коррекция на радиус инструмента предназначена для автоматического смещения инструмента от запрограммированной траектории. Коррекция может быть активна, если вы в конце предыдущей программы забыли ее отменить (выключить). Результатом этого может стать неправильная траектория перемещения инструмента и, как следствие, испорченная деталь.
Код G49 отменяет компенсацию длины инструмента.
Код G54 на большинстве современных станков позволяет активировать одну из нескольких рабочих систем координат. Предыдущая управляющая программа могла работать в другой системе координат, например в G55. Как и большинство G-кодов, G-код рабочей системы координат является модальным и сохраняется активным в памяти СЧПУ до тех пор, пока его не отменят. Для того чтобы избежать ошибки, в строку безопасности включают код требуемой рабочей системы координат (G54–G59).
Код G80 отменяет все постоянные циклы (например, циклы сверления) и их параметры. Отмена постоянных циклов необходима, так как все координаты после G-кода постоянного цикла относятся непосредственно к нему и для выполнения других операций нужно «сказать» системе ЧПУ, что цикл закончен.
Код G90 активирует работу с абсолютными координатами. Хотя большинство программ обработки создаются в абсолютных координатах, возможны случаи, когда требуется выполнять перемещения инструмента в относительных координатах (G91).
Важность форматирования УП
В начале этой главы мы рассмотрели пример, наглядно демонстрирующий, что нет особого смысла уменьшать размер УП, а есть смысл сделать так, чтобы программа обработки была хорошо читаемой. Хорошая читаемость программы обеспечивается четкой структурой, комментариями, номерами кадров и пробелами между словами данных, то есть ее форматом. Однако это не единственная причина для форматирования УП. Второй причиной является совместимость. Если все программисты в вашей компании будут использовать одинаковый формат, то каждый из них без особых хлопот разберется в программе своего коллеги, сможет найти ошибку и исправить ее.
Пожалуй, самой важной причиной для форматирования УП является специфика многоинструментальной обработки на современных станках с ЧПУ. Особенность этой работы заключается в частой смене инструмента и в многократном использовании одного и того же инструмента. У оператора станка с ЧПУ может возникнуть необходимость перезапуска программы с определенного номера инструмента или операции. Для этого требуется особая технология написания УП, нужна определенная избыточность информации.
Опытный программист всегда включает в УП некоторый набор дополнительных команд, позволяющих оператору станка «стартовать» из определенных кадров программы. Этими командами могут быть не только команды включения требуемых оборотов шпинделя S и М03, но и строки безопасности, команды на выполнение компенсации длины и коррекции на радиус инструмента.
Это означает, что одна управляющая программа может состоять из множества «мини-программ»:
Как видите, в случае относительного программирования глубина сверления (6 мм ниже нулевой плоскости) устанавливается относительно плоскости отвода, поэтому в программе указано Z-16.
Плоскость отвода (10 мм выше нулевой плоскости) задана относительно координаты Z100, поэтому в цикле сверления указано R-90.
Рис. 8.4. Разница между G90 и G91 в постоянных циклах сверления
Циклы нарезания резьбы
Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой подаче оси Z на значение шага метчика шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью.
Формат кадра для цикла нарезания резьбы следующий:
G98 G84 Х10.0. Y10.0 Z-6.0 R10.0 F10
Код G74 вызывает цикл нарезания резьбы при помощи метчика левой резьбы.Формат этого цикла аналогичен формату для G84. Единственная разница между двумя этими циклами заключается в направлении вращения шпинделя.
G98 G74 Х10.0. Y10.0 Z-6.0 R10.0 F10
Некоторые СЧПУ позволяют программировать циклы нарезания резьбы за несколько рабочих операций, аналогично циклу прерывистого сверления. При нарезании резьбы при помощи постоянных циклов станка программисту следует проявлять особую внимательность, назначая режимы резания и глубину обработки.
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления:
G98 G85 Х10.0 Y10.0 Z-10.0 R10.0 F30
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия также на рабочей подаче.
Рис. 8.7. Процесс растачивания цилиндрического отверстия
Существует множество разновидностей цикла растачивания, которые отличаются друг от друга поведением при выводе инструмента из обработанного отверстия. В табл. 8.3 приведены наиболее распространенные расточные циклы.
Таблица 8.3. Расточные циклы
Цикл растачивания
Описание цикла
G76
При достижении дна отверстия расточной резец ориентируется определенным образом, и сдвигается от боковой поверхности (стенки) отверстия и выводится на ускоренной подаче. Для правильной работы с этим циклом необходимо правильно сориентировать инструмент при настройке и установке, иначе можно сломать инструмент или испортить деталь
G85
Стандартный расточной цикл. Инструмент вводится в отверстие на рабочей подаче. При достижении заданной координаты инструмент выводится из отверстия на рабочей подаче
G86
При достижении дна отверстия шпиндель прекращает вращаться и выводится из отверстия на ускоренной подаче. На боковой поверхности (стенке) отверстия, скорее всего, останется вертикальная риска
G87
Поведение цикла может быть различным. У одних станков этот цикл выполняет растачивание за несколько рабочих операций, аналогично циклу прерывистого сверления. У других станков шпиндель останавливается на дне отверстия и выводится из него вручную. На большинстве современных ОЦ является циклом обратного растачивания
G88
Аналогично G87. На дне отверстия можно задать время выдержки
G89
Аналогично G85. На дне отверстия можно задать время выдержки
Таблица 9.5. Новое значение в корректоре для инструмента № 2
№ инструмента
Длина
Радиус
Другие параметры
1
100,82
5
…
2
87,67
4,49
…
3
133,45
6
…
…
…
…
…
Если увеличить числовое значение в корректоре, например, до 5 мм, то фреза не дойдет 0,5 мм до обрабатываемого контура. Таким образом, «играя» значениями радиусов в корректорах, можно получать размеры детали в пределах допусков, указанных на чертеже, без пересчета программы.
Еще одним преимуществом от использования функции автоматической коррекции радиуса инструмента является возможность работать непосредственно с чертежным контуром детали. То есть координаты практически всех опорных точек очевидны, их можно «взять» прямо с чертежа без каких-либо дополнительных расчетов. Это также в значительной мере позволяет упростить процесс написания УП.
Активация, подвод и отвод
Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура, необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента.
Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. То есть если диаметр инструмента равен 9 мм, то, прежде чем приступить к обработке контура с коррекцией, необходимо запрограммировать прямолинейное перемещение на расстояние не менее 4,5 мм. Кстати, прежде чем активировать коррекцию на радиус, не забудьте выполнить компенсацию длины инструмента. Посмотрите внимательно на кадр N114 в созданной ранее программе:
N114G41D2X-9.F200
Рис. 9.9. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру
В этом кадре находятся код G41, слово данных D2 и запрограммировано линейное перемещение в Х-9 (перемещение из позиции № 1 в позицию № 2). Код G41 включает коррекцию слева, D2 считывает значение радиуса инструмента из корректора № 2, а на участке прямолинейного перемещения происходит смещение инструмента влево относительно запрограммированного контура. Таким образом, к позиции № 2 инструмент подходит уже по смещенной (эквидистантой) траектории. Далее обычно программируют участок плавного подхода инструмента к обрабатываемому контуру – по касательной (из позиции № 2 в позицию № 3, к первой точке контура). Следует заметить, что если подход к контуру осуществляется по прямой линии, то угол подхода должен быть не менее 90°.
Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче. При попытке активировать коррекцию на радиус вместе с перемещением по дуге СЧПУ выдаст сообщение об ошибке. Поэтому сначала активируют коррекцию вместе с прямолинейным перемещением, а затем по дуге (или по прямой) осуществляют подход к контуру.
При работе с коррекцией на радиус есть ряд ограничений. Если запрограммированный радиус контура окажется меньше значения радиуса инструмента в корректоре, то СЧПУ может выдать сообщение об ошибке. Многие станки позволяют выполнять коррекцию на радиус только в плоскости X–Y. В некоторых случаях ошибкой будет считаться линейное перемещение с шагом, меньшим, чем значение радиуса инструмента в соответствующем корректоре. Ряд СЧПУ не позволяют, чтобы участок подхода к контуру был менее 90°.
Будьте внимательны при работе с адресом D. Многие СЧПУ хранят информацию о радиусе и длине инструмента в разных корректорах. В табл. 9.4 и 9.5 вы видите, что значения радиуса и длины каждого инструмента находятся в одной строке. Поэтому в УП мы указывали Н- и D-слова данных с одинаковыми числовыми значениями:
… N108 G43 H2 Z100. … N114 G41 D2 X-9. F200 …
или
… N108 G43 H1 Z100. … N114 G41 D1 X-9. F200 …
Возможна ситуация, когда значения радиуса и длины инструмента находятся в разных корректорах (строках) таблицы инструментов (табл. 9.6):
Таблица 9.6. Область корректоров СЧПУ
№ корректора
Значение
1
100,82
2
87,67
3
133,45
…
…
101
5
102
4.5
103
23.08
…
…
В этом случае числовые значения для D- и Н-слов данных будут разными:
… N108 G43 H2 Z100. … N114 G41 D102 X-9. F200 …
После того как инструмент обошел контур полностью, необходимо плавно отвести инструмент и отменить коррекцию при помощи кода G40 или D00. Как и в случае начального подвода инструмента к контуру, отвод от контура выполняется с теми же принципами и условиями. Оптимальный вариант – сначала отход по касательной, затем кадр, содержащий линейное перемещение с кодом отмены коррекции:
… N124 G3 X59. Y-9. R9. N126 G1 G40 X68. …
Отход от контура по касательной Отмена коррекции на радиус
Функция автоматической коррекции позволяет работать по одной программе инструментами с различным диаметром. Однако, исходя из перечисленных ограничений, рекомендуется, чтобы расчетный и фактический диаметры инструмента отличались несильно. Например, вы рассчитывали работать фрезой диаметром 10 мм и соответствующим образом составили программу обработки. Вы смело можете изменить значение радиуса в корректоре с 5 мм до 4,5 мм и работать фрезой диаметром 9 мм. Но изменение значения радиуса в корректоре, например, на 30 мм может привести к сообщению об ошибке или зарезу контура.
Подсистема управления
Центральной частью всей СЧПУ является подсистема управления. С одной стороны, она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой – взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки.
Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации.
Системы управления могут быть как закрытыми, так и открытыми, ПК-совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество – они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость.
В последнее время стало появляться все больше открытых, ПК-совместимых систем управления. Их аппаратная начинка практически такая же, как и у вашего домашнего персонального компьютера. Преимущество такого метода – в доступности и дешевизне электронных компонентов, большинство из которых можно приобрести в обычном компьютерном магазине, и в возможности обновления внутреннего программного обеспечения.
Самые современные СЧПУ могут быть оснащены CAM-системой, позволяющей автоматизировать процесс написания УП прямо на станке. Наиболее яркий пример – системы ЧПУ серии MAPPS IV японских станков Mori Seiki содержат встроенное программное обеспечение ESPRIT от компании DP Technology (США) и позволяют оператору не только создать УП любой сложности, но и произвести ее всестороннюю проверку.
Рис. 1.6. Стойка MAPPS IV c CAM-системой ESPRIT
Подсистема приводов
Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления – для реализации перемещения исполнительных органов станка.
Высокоточные ходовые винты
Важными компонентами подсистемы приводов являются высокоточные ходовые винты. Вы, наверное, знаете, что на станке с ручным управлением рабочий, вращая рукоятку, соединенную с ходовым винтом, перемещает рабочий стол. На днище стола укреплена гайка таким образом, что при повороте винта происходит линейное перемещение стола.
Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование.
Двигатели
Второй составляющей подсистемы является двигатель (а точнее – несколько двигателей). Вращение вала двигателя приводит к повороту высокоточного ходового винта и линейному перемещению рабочего стола или колонны. В конструкции станков используются шаговые электродвигатели и серводвигатели.
Шаговый электродвигатель – это электромеханическое устройство, преобразующее электрический сигнал управления в дискретное механическое перемещение. Существует несколько основных видов шаговых двигателей, отличающихся конструктивным исполнением:
· шаговые двигатели с переменным магнитным сопротивлением;
· шаговые двигатели с постоянным магнитным сопротивлением;
· гибридные двигатели.
Принцип работы у всех этих двигателей примерно одинаков и достаточно прост.
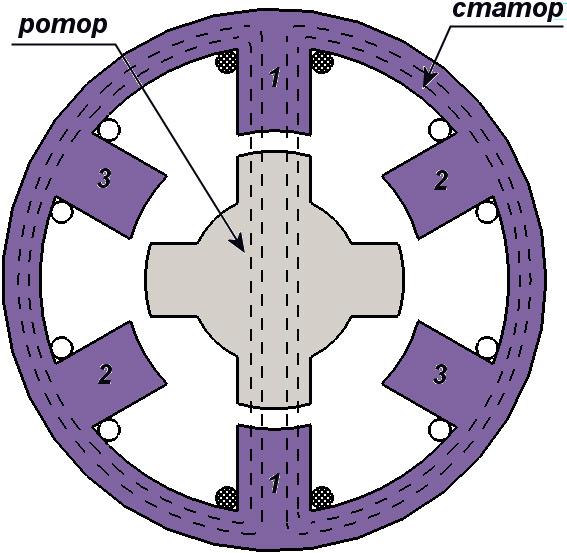
Шаговый двигатель с переменным магнитным сопротивлением имеет несколько полюсов на статоре и ротор из магнитно-мягкого материала (реактивный ротор). На рис. 1.7 показан двигатель, имеющий шесть полюсов на статоре, ротор с четырьмя зубьями и три независимые обмотки, каждая из которых приходится на противоположные полюса статора.
При подаче электрического тока в одну из обмоток ротор стремится занять положение, при котором возникший магнитный поток будет замкнут. То есть зубья ротора будут находиться прямо напротив тех полюсов статора, на обмотки которого подан ток. Если выключить ток в этой обмотке и подать его в следующую обмотку, то ротор повернется, чтобы в очередной раз замкнуть магнитный поток своими зубьями. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1, 2 и 3 обмотки, при этом шаг вращения для представленного двигателя составит 30°.
Рис. 1.7. Устройство шагового двигателя с переменным магнитным сопротивлением
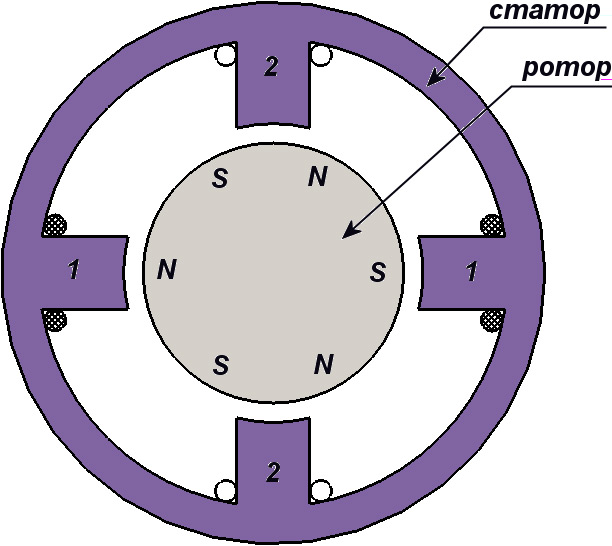
Шаговый двигатель с постоянными магнитами состоит из статора с обмотками и ротора с постоянными магнитами. На рис. 1.8 показан двигатель, имеющий две пары полюсов статора и три пары полюсов ротора. При подаче электрического тока в одну из обмоток ротор займет положение, при котором разноименные полюса статора и ротора будут находиться напротив друг друга. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1 и 2 обмотки, при этом шаг вращения составит 30°.
Рис. 1.8. Устройство шагового двигателя с постоянными магнитами
Большинство современных шаговых электродвигателей являются гибридными, то есть сочетают достоинства двигателей с переменным магнитным полем и двигателей с постоянн



 Рис. 4.11. При абсолютном способе программирования (G90) координаты точек отсчитываются от одного «неподвижного» нуля
Рис. 4.11. При абсолютном способе программирования (G90) координаты точек отсчитываются от одного «неподвижного» нуля
 Рис. 4.12. Относительный способ программирования (G91). Координаты точки Т2 отсчитываются от точки Т1, точки ТЗ – от Т2, точки Т4 – от ТЗ
Рис. 4.12. Относительный способ программирования (G91). Координаты точки Т2 отсчитываются от точки Т1, точки ТЗ – от Т2, точки Т4 – от ТЗ


 Рис. 9.9. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру
Рис. 9.9. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру