История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
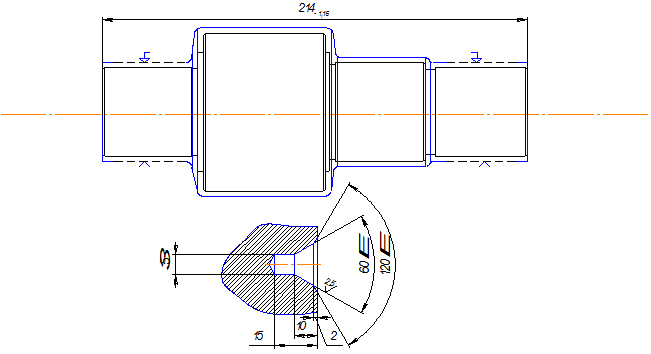
Выделяем четыре основных обрабатываемых поверхности:
Æ45 мм (две поверхности); Æ50 мм; Æ80 мм –все эти поверхности должны быть получены с разными квалитетами точности.
Поверхности Æ45 мм должны быть получены по седьмому квалитету точности. Составляем для последовательных операций величину припусков, которые необходимо снять в процессе обработки.
Æ45  (Æ45f7) (Æ45f7)
| Припуск | Расчетный размер |
| Заготовка | 5 | Æ50 
|
| Точение | 4,54
| Æ45,46 
|
| Точение | 0,3 
| Æ45,16-0,17 |
| Шлифование | 0,1 
| Æ45,06 
|
| Шлифование | 0,06 
| Æ45 
|
Поверхность диаметром 50 мм должна быть обработана по шестому квалитету точности.
Æ50  (Æ50k6) (Æ50k6)
| Припуск | Расчетный размер |
| Заготовка | 5 | Æ55
|
| Точение | 4,54
| Æ50,46
|
| Точение | 0,3 
| Æ50,16-0,17 |
| Шлифование | 0,1 
| Æ50,06-0,05 |
| Шлифование | 0,06
| Æ50 
|
Поверхность диаметром 80 мм должна быть выполнена по одиннадцатому квалитету точности.
| Æ45-0,13 (Æ80h11) | Припуск | Расчетный размер |
| Заготовка | 5 | Æ85
|
| Точение | 4,7
| Æ80,3 
|
| Точение | 0,3
| Æ80-0,13 |
|
| ||
Расчёт режимов резания
Операция 005: фрезерно-центровальная
1 переход: фрезерование
1. Скорость резания определяем по формуле:
 ,
,
где Сv и показатели степени определяем по [4] (стр. 286 – 290 табл. 39)
Cv=91, m = 0,2; x = 0,1; y = 0,2; u = 0,2; q = 0,25.
По этим же нормативным данным находим остальные величины этой формулы.
D – диаметр фрезы в мм; D = 60 мм;
T – стойкость инструмента (мин.) находим по [4] (стр.264); T = 60 мин;
t – глубина резания в мм; t = 1,5 мм;
SZ – подача на один зуб [4](стр283 – 286 табл.33 –38); SZ = 0,1;
Z – число зубьев фрезы, Z = 12.
B – ширина фрезерования в мм, B = 45.
Поправочный коэффициент Кv определяется по формуле:
 ,
,
|
|
Kmv – коэффициент учитывающий влияние материала заготовки
(табл. 1-4 стр. 261-263), Kmv = 1.
Kпv – коэффициент учитывающий состояние поверхности из [4] (табл.5 стр. 263); Kпv = 0,9
Киv – коэффициент, учитывающий материал инструмента из [4] (табл.6 стр.263); Киv = 0,65.
Подставив все найденные значения в формулу, получим: V =112,688 м/мин.
2. Определяем частоту вращения фрезы по формуле:
 мин-1
мин-1
Так как марка нашего станка МР71, то расчётную частоту вращения шпинделя мы должны скорректировать по паспорту станка. Берём ближайшее, меньшее значение числа оборотов станка к расчётному в мин-1, nст = 315
Скорость резания, обеспечиваемая станком Vст = 60 м/мин
Подача на один зуб SZ = 0,1 мм/зуб
Расчетная подача S = 1,2 мм/об
Таблица 2
| Марка станка | МР71 |
| Скорость резания, м/мин | Vрез = 60 |
| Частота вращения фрезы, мин-1 | n = 315 |
| Подача расчетная, мм/об | S = 1,2 |
| Основное технологическое время | То=0.855 мин |
Операция токарная 005 (переход 2)
Исходные данные:
Таблица 3
| Оборудование | МР71 |
| Обрабатываемый материал | Сталь50 |
| Предел прочности(без ТО), Мпа | 380 |
| Материал резца | Т15К6 |
| Вид обработки | Наружное продольное точение |
| Характер поверхности | Черновая обработка |
| Применение СОЖ | Есть |
1. Скорость резания определяем по формуле:
 ,
,
Сv и показатели степени определяем по [4] (стр. 269 – 270 табл. 17)
Cv=420, m=0.2, x=0.15, y=0.2
По этим же нормативным данным находим остальные величины этой формулы.
D - диаметр обработки в мм ……………………………………………5
T – стойкость инструмента в (мин.) находим по [10](стр.268),……………………………………………………………..…….. 60
t – глубина резания в мм…………………………………………………2,5
S – подача в мм/об [10](стр266 – 268 табл.11 – 15)…………………………………………………………………………..…0.08
Поправочный коэффициент Кv определяется по формуле:
,
Kmv – коэффициент учитывающий влияние материала заготовки
 ,
,
Кг – коэффициент характеризующий группу стали по обрабатываемости [4] (табл.2 стр.262)………………………………….…0.9
|
|
nv – показатель степени [10] (табл. 2 стр. 262)…………………….…1
Kпv – коэффициент, учитывающий состояние поверхности из [4] (табл.5 стр 263)…………………………………………………..……………0.7
Киv – коэффициент, учитывающий материал инструмента из [4] (табл.6 стр.263)………………………………………………………………………….0.8
Подставив все найденные значения в формулу, получим:

2. Определяем частоту вращения шпинделя по формуле:

Так как марка нашего станка МР71, то расчётную частоту вращения шпинделя мы должны скорректировать по паспорту станка. Берём ближайшее, меньшее значение числа оборотов станка к расчётному в мин-1, nст=1500.
Скорость резания, обеспечиваемая станком Vст=25 м/мин.
Все полученные данные сводим в таблицу:
Таблица 4
| Марка станка | МР71 |
| Скорость резания | Vрез=25 м/мин |
| Частота вращения шпинделя | n=1500 мин-1 |
| Подача на оборот | S=0.08 мм/об |
| Основное технологическое время | То=0.142 мин |
010 Операцию точения поверхностей Æ  ; Æ
; Æ  Æ80,3h12
Æ80,3h12  0,23
0,23
Таблица.5
| Оборудование | Многорезцовый полуавтомат МР71 |
| Обрабатываемый материал | Сталь 50 |
| Вид обработки | Наружное продольное точение |
| Характер поверхности | Черновое точение |
Поперечная подача
Глубина резания t = 1,5 мм
Принимаем подачу S = 0,1 мм/об
Тогда скорость резания
V = 
 ×0,5 = 188,01 м/с
×0,5 = 188,01 м/с
Тогда частота вращения детали
n = 1000×188,01/3,14×80 = 748 об/мин
Принимаем частоту вращения шпинделя по паспортным данным станка n = 500 об/мин
Тогда Vф = 3,14×80×500/1000 = 125 м/мин
| Марка станка | МР71 |
| Скорость резания | Vрез=125 м/мин |
| Частота вращения шпинделя | n=500 мин-1 |
| Подача на оборот | S=0.01 мм/об |
| Основное технологическое время | То=0.24 мин |
Аналогично проводится расчет для других технологических операций.
Нормирование операций
Техническую норму времени в условиях массового и крупносерийного производств устанавливается расчётно-аналитическим методом.
Тшт – штучное время, мин.
То – основное время, вычисляется на основании принятых режимов резания, мин;
Тв – вспомогательное время, мин
005 Фрезерно-центровочная
1. Основное время То = 0,446 мин
2. Вспомогательное время Тв=0.3+0.03=0.6 мин
3. Время на обслуживание Тобс.=0,03 мин
4. Время на перерыв Тп= 0,03 мин
5. Штучное время.
Тшт = 0,446+0,6+0,03+0,03 = 1,106 мин
010 Токарная
1. Основное время То = 1,36 мин
2. Вспомогательное время Тв =0.3 мин
|
|
3. Время на обслуживание Тобс.=0,09 мин
4. Время на перерыв Тп= 0,09 мин
5. Штучное время.
Тшт =1,36+0,3+0,09+0,09 =1,86 мин
015 Токарная
1. Основное время То = 1,16 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,04 мин
4. Время на перерыв Тп= 0,04 мин
5. Штучное время.
Тшт =1,16+0,3+0,04+0,04 =1,44 мин
020 Токарная
1. Основное время То = 1,36 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,09 мин
4. Время на перерыв Тп= 0,09 мин
5. Штучное время.
Тшт =1,36+0,3+0,09+0,09 =1,86 мин
025 Токарная
1. Основное время То = 0,667 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,03 мин
4. Время на перерыв Тп= 0,02 мин
5. Штучное время.
Тшт =0,667+0,3+0,02+0,03 =1,02 мин
035 Шлифовальная
1. Основное время То = 0,288 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,288+0,3+0,025+0,01 =0,624 мин
040 Шлифовальная
1. Основное время То = 0,28 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,28+0,3+0,025+0,01 =0,615 мин
045 Шпоночно-фрезерная
1. Основное время То = 3,85 мин
2. Вспомогательное время Тв =0,5 мин
3. Время на обслуживание Тобс.=0,18 мин
4. Время на перерыв Тп= 0,12 мин
5. Штучное время.
Тшт =3,85+0,5+0,18+0,12 =4,65 мин
050 Зубофрезерная
1. Основное время То = 0,27 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,04 мин
4. Время на перерыв Тп= 0,03 мин
5. Штучное время.
Тшт =0,27+0,3+0,04+0,03 =0,639 мин
055 Зубошевинговальная
1. Основное время То = 0,3 мин
2. Вспомогательное время Тв =0,25 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,015 мин
5. Штучное время.
Тшт =0,3+0,25+0,025+0,015 =0,59 мин
090 Шлифовальная
1. Основное время То = 0,288 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,288+0,3+0,025+0,01 =0,624 мин
095 Шлифовальная
1. Основное время То = 0,28 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,28+0,3+0,025+0,01 =0,615 мин
Список литературы
1. Методическое указание к выполнению курсового проекта по технологии машиностроения. Под редакцией Гусева В.Г. - Владимир: ВПИ 1991г.
|
|
2. Андерс А.А. проектирование заводов и механосборочных цехов в автотракторной промышленности; Учебное пособие для студентов механических специальностей ВУЗов. - М; Машиностроение 1982г, 271с.
3. Справочник технолога - машиностроителя. T.1. Под редакцией Косиловой А.Г. и Мещерякова Р.К, 4-е изд., переработанное и дополненное. - М:
Машиностроение 1985г, 656с.
4. Справочник технолога - машиностроителя. Т.2. Под редакцией Косиловой А.Г. и Мещерякова Р.К. 4-е изд., переработанное и дополненное. - М:
Машиностроение 1985г, 496с.
5. Корсаков B.C. Основы конструирования приспособлений; Учебник для ВУЗов. 2-е изд., переработанное и дополненное. - М: Машиностроение 1963г,277с.
6. Горошкин А.К. Приспособления для металлорежущих станков. Справочник. 7-е изд., переработанное и дополненное. - М:
Машиностроение 1979г.
7. А.А. Гусев, Е.Р.Ковальчук и др. Технология машиностроения. Учебник для ВУЗов. – М.: Машиностроение, 1986. – 480.: ил.
8. В.А. Аршинов, Г.А. Алексеев Резание металлов и режущий инструмент.Изд.3-е, перераб. и доп. учебник для ВУЗов. – М.:Машиностроение, 1975.
ГОСТ 3.1118-82 Форма 1
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
| Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
| Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Демиденко С.А. |
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
Т35.52.11
Пров.
Жданов А.Н.
Вал-шестерня
Н. контр
Сталь 18ХГТ ГОСТ 4543-71
Код
МД
ЕН
Нрас
КИМ
Код загот
Профиль и размеры
Кд
МЗ
1,8
0,78
Æ76*186
2,3
цех
РМ
Опер
Код, наименование операции
Обозначение документа
Код,
Наименование оборудования
СМ
Проф
Р
КР
КОИД
ЕН
ОП
Кшт
Тпз
Тшт
005 4269 Фрезерно-центровальная
ИОТ
381825 мод.2Г942
18632
3
1
1
1
1
3,42
010 4117 Токарная.
ИОТ
381115 мод.1Е713
18217
3
1
1
1
1
1,962
015 4117 Токарная.
ИОТ
381115 мод.1Е713
|
|
18217
3
1
1
1
1
2,04
020 ХХХХ Получистовое точение.
ИОТ
ХХХХХХ мод. БП730
18217
4
1
1
1
1
3,21
025 4117 Получистовое точение.
ИОТ
381115 мод. 1Е713
18217
3
1
1
1
1
3,21
030 4182 Предварительное шлифование
ИОТ
381573 мод. 5С268
12287
3
1
1
1
1
1,37
МК
ГОСТ 3.1118-82 Форма 1б
|
|
|
| |||||||||||||||||||||||||||||||||||||
| Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
| Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
| Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||||
| Разраб. | Демиденко С.А. |
|
|
|
|
Т35.52.111 |
| ||||||||||||||||||||||||||||||||
| Пров. | Жданов А.В. |
|
|
|
|
| |||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||
| А | цех | Уч. | РМ | Опер | Код, наименование операции | Обозначение документа | |||||||||||||||||||||||||||||||||
| Б |
|
| Код, | Наименование оборудования | СМ | Проф | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | ||||||||||||||||||||||||
| к/м | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. Расх | ||||||||||||||||||||||||||||||||
| А 03 | 035 4121 Предварительное шлифование поверхностей |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| Б 04 | 38121Х мод. 2Н118 |
| 17335 | 3 | Н | 1 | 1 | 1 | 1 |
| 0,64 | ||||||||||||||||||||||||||||
| 05 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 06 | 040 7261 Фрезерование шпоночного паза. |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 07 | 381741 мод.4407 |
|
| 2 | Н | 1 | 1 | 1 | 1 |
| 0,16 | ||||||||||||||||||||||||||||
| 08 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 09 | 045 4157 Фрезерование цилиндрических зубьев |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 10 | 381574 мод.5Б702В |
| 12290 | 3 | Н | 1 | 1 | 1 | 1 |
| 3,42 | ||||||||||||||||||||||||||||
| 11 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 12 | 050 7272 Снятие фасок на торцах зубьев. |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 13 | 381743 мод. 5992 |
| 18217 | 4 | Н | 1 | 1 | 1 | 1 |
| 0,52 | ||||||||||||||||||||||||||||
| 14 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 15 | 055 5110 Шевингование зубьев.
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 16 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 17 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 18 | 060 4131 Слесарная |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 19 | Верстак |
|
| 1 | Н | 1 | 1 | 1 | 1 |
| 1,41 | ||||||||||||||||||||||||||||
| 20 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 21 | 065 4132 Промывка |
| ИОТ |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 22 | Моечная машина |
|
| 1 | Н | 1 | 1 | 1 | 1 |
| 1,52 | ||||||||||||||||||||||||||||
| 23 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| 24 |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
| МК |
| ||||||||||||||||||||||||||||||||||||||
ГОСТ 3.1105-84 Форма 7
|
|
|
| |||||||||||||||||||||||||||
| Дубл. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||
| Взам. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||
| Подл. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||
| Разраб. | Демиденко С.А. |
|
|
|
Т35.52.111 |
|
| ||||||||||||||||||||||
| Пров. | Жданов А.В. |
|
|
|
| ||||||||||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||||||||
|
|
|
|
|
Вал-шестерня ведомый |
| 005 | |||||||||||||||||||||||
| Н. контр |
|
|
| ||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||
| КЭ |
| ||||||||||||||||||||||||||||
ГОСТ 3.1404-86 Форма 3
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
| Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
| Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Демиденко С.А.. |
|
|
|
Т35.53.111 |
|
| ||||||||||||||||||||||||||||||||||||||
| Пров. | Жданов А.В. |
|
| ВлГУ |
|
| |||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Вал-шестерня ведомый |
|
|
| 005 | |||||||||||||||||||||||||||||||||||||
| Н. контр |
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твёрдость | ЕВ | МД | Профиль и разиеры | МЗ | КОИД | ||||||||||||||||||||||||||||||||||||||
|
Фрезерно-центровальная | Сталь 18ХГТ | НВ156.197 | 166 | 1,8 | Æ77*196 | 2,3 | 1 | ||||||||||||||||||||||||||||||||||||||
| Оборудование | Обозначение программы | То | Тв | Тпз | Тшт | СОЖ | |||||||||||||||||||||||||||||||||||||||
|
Мод. 2Г942 | 2,5 | 0,44 | 0,48 | 3,42 | МР-1У ТУ 38-101731-80 | ||||||||||||||||||||||||||||||||||||||||
|
| ПИ | Д или В | L, мм | t, мм | i | S, мм/об | n, мин-1 | V, м/мин | Тв, мин | То, мин | |||||||||||||||||||||||||||||||||||
| 01 | 1. Фрезеровать торец, выдерживая размеры 7; 9 | ||||||||||||||||||||||||||||||||||||||||||||
| 02 | 396190 Наладка; 391854 фреза Æ 160*57 Т5К10; 392870 Оправка | ||||||||||||||||||||||||||||||||||||||||||||
| 03 | Æ 50*190; 393121 Скоба 182-0,2; 393121 Скоба 30-0,84 | ||||||||||||||||||||||||||||||||||||||||||||
| 04 |
| 63 | 70 | 2 | 1 | 0,8 | 249 | 125 |
|
| |||||||||||||||||||||||||||||||||||
| 05 |
| ||||||||||||||||||||||||||||||||||||||||||||
| 06 | 2. Сверлить центровые отверстия, выдерживая размеры 1-6; 8 | ||||||||||||||||||||||||||||||||||||||||||||
|
|
|

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!