

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
СНиП 3.03.01-87 п.п. 8.39, 8.42, 8.43, 8.49; ГОСТ 10992-75, ГОСТ 14098-85
НЕ ДОПУСКАЮТСЯ:
- трещины всех видов и размеров в швах сварных соединений;
- ожоги дуговой сваркой на поверхности стержней рабочей арматуры;
- обрезка концов стержней из конструкций при монтаже или подготовка их кромок электродугой;
- применения вставки между стыкуемыми арматурными стержнями менее 80 мм и более одной.
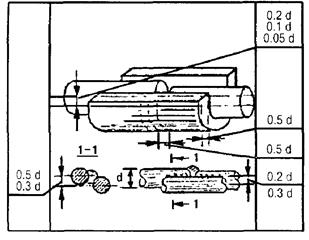
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ несоосности стыкуемых арматурных стержней, смещений и размеров элементов сварных соединений
| №№ п/п | Технические требования | Допускаемые отклонения для свариваемых стержней диаметром (d), мм | ||
| 10-28 | 32-40 | 45-80 | ||
| 1. | Смещение продольных осей стержней относительно друг друга в стыковых соединениях, выполненных различными способами сварки | 0,2 | 0,1 | 0,05 |
| 2. | То же для соединений, выполненных дуговой сваркой швами с накладками из стержней | 0,3 | 0,3 | 0,2 |
| 3. | Смещение линии, соединяющей центры сечений круглых накладок относительно стыкуемых стержней, при сварке односторонними швами | 0,5 | 0,5 | 0,3 |
| 4. | Смещение круглых и желобчатых накладок относительно оси сварного стыка в продольном направлении | 0,5 | 0,5 | 0,5 |
| 5. | Отклонение длины круглых накладок | 0,5 | 0,5 | 0,5 |
| 6. | Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками | 0,5 | 0,5 | 0,5 |
| 7. | Отклонение длины нахлестки при сварке стержней | 0,5 | 0,5 | 0,5 |
| 8. | Уменьшение ширины протяженных швов | 0,1 | 0,1 | 0,5 |
Конструкции сварных соединений узлов должны соответствовать требованиям проекта.
Сварные соединения должны быть очищены от шлака и брызг металла.
Выполненные сварочные работы перед бетонированием узлов сопряжений должны быть оформлены актами освидетельствования скрытых работ.
|
|
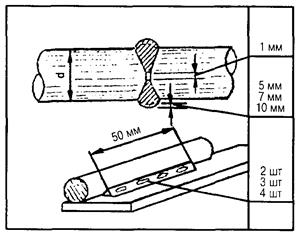
Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно -шовной сваркой
| №№ п/п | Технические требования | Допуски для стержней диаметром (d), мм | ||
| 10-28 | 32-40 | 45-80 | ||
| 1. | Количество единичных сферических пор диаметром до 2 мм в стыковых соединениях, выполненных дуговой сваркой протяженными швами, на длине шва 100 мм | 5 шт. | 7 шт. | 9 шт. |
| 2. | То же, при других способах дуговой сварки | 7 шт. | 9 шт. | 12 шт. |
| 3. | Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой | 2 шт. | 3 шт. | 4 шт. |
| 4. | То же, при других способах дуговой сварки | 1 шт. | 1 шт. | 2 шт. |
| 5. | Глубина усадочных раковин наплавленного металла при стыковой ванной и ванно-шовной сварке | 2 мм | 3 мм | 5 мм |
| 6. | Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке | 1 мм | 1 мм | отсутствуют |
| 7. | Наплывы на сварном соединении | 5 мм | 7 мм | 10 мм |
АНТИКОРРОЗИЙНАЯ ЗАЩИТА
СНиП 3.03.01-87 п.п. 3.38, 3.39 ВСН-09-81, п.п. 22.14-22.16
Антикоррозийное покрытие сварных соединений, а также участков закладных деталей и связей надлежит выполнять во всех местах, где при монтаже и сварке нарушена заводская защита.
Способ антикоррозийной защиты должен быть указан в проекте.
Непосредственно перед нанесением антикоррозийных покрытий защищаемые поверхности должны быть очищены от остатков сварочного шлака, брызг металла, жиров и других загрязнений.
Готовое покрытие подлежит проверке по следующим показателям:
- внешний вид,
- время выдержки покрытия до начала эксплуатации,
- толщина.
Внешний вид покрытия проверяется после высыхания материала защиты.
Время выдержки покрытия до начала эксплуатации оценивается степенью высыхания.
Толщина слоя защиты в соответствии с проектом.
НЕ ДОПУСКАЮТСЯ:
непрокрашенные места, потеки, вздутия, шелушения и растрескивания покрытия на окрашенной поверхности.
|
|
По антикоррозийной защите составляется акт освидетельствования скрытых работ.
ГЕРМЕТИЗАЦИЯ СТЫКОВ
СНиП 3.03.01-87 п.п. 3.54, 3.57-3.69, 3.74
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!