Вопрос № 3. Заделка трещин в корпусных деталях фигурными вставками.
Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок (рис. 11.3).
Уплотняющие вставки (рис. 11.3, а) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей.
Для тонкостенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12... 18 мм — 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца трещины на расстояние 4...5 или 5...6 мм соответственно. Затем, используя специальный кондуктор (рис. 11.4), последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий рис. 11.5) сверлят отверстия поперек трещины — по два с каждой стороны. Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8 мм помещают в отверстие в два ряда.
Стягивающие вставки (рис. 11.3, б) используют для стягивания боковых кромок трещины на толстостенных деталях. В деталях сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий (по два или три отверстия с каждой стороны) диаметром, соответствующим диаметру вставки, с шагом, большим на 0,1...0,3, и глубиной 15 мм. Перемычку между отверстиями удаляют специальным пробойником в виде пластины шириной 1,8 или 3,0 мм в зависимости от размеров вставки. В паз запрессовывают фигурную вставку, ее расклепывают и зачищают (опиливанием или переносным вращающимся абразивным кругом) этот участок заподлицо.



Рис. 11.3. Фигурные вставки:
а — уплотняющие; б — стягивающие
Фигурные вставки устанавливаются в несколько слоев до полного закрытия паза с последующим расклепыванием каждого слоя. Фигурные вставки изготавливают способом волочения в виде фасонной ленты из ст. 20, ст. 3.
Качество заделки трещины проверяют на герметичность на стенде в течение 3 мин при давлении 0,4 МПа.
Для выполнения работ по заделки трещин с использованием фигурных вставок используют следующее оборудование: сверлильную машину или электрическую дрель; шлифовальную машину или станок обдирочно-шлифовальный; клепальный молоток; пистолет для обдува детали сжатым воздухом; емкости с ацетоном и с составом на основе эпоксидной смолы.
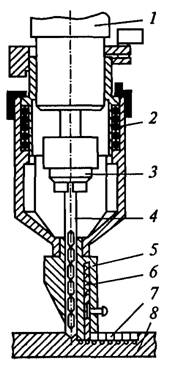
Рис. 11.4. Кондуктор для сверления отверстий под фигурные вставки: 1 — шпиндель сверлильной машины; 2 — приспособление для сверления; 3 — патрон; 4 — сверло; 5— кондуктор; 6— фиксаторы; 7— просверленные отверстия; 8 — деталь

Раздел № 2 Восстановление деталей способом пластического деформирования.
Раздел № 3 Восстановление деталей сваркой и наплавкой.
Вопрос № 3. Заделка трещин в корпусных деталях фигурными вставками.
Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок (рис. 11.3).
Уплотняющие вставки (рис. 11.3, а) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей.
Для тонкостенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12... 18 мм — 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца трещины на расстояние 4...5 или 5...6 мм соответственно. Затем, используя специальный кондуктор (рис. 11.4), последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий рис. 11.5) сверлят отверстия поперек трещины — по два с каждой стороны. Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8 мм помещают в отверстие в два ряда.
Стягивающие вставки (рис. 11.3, б) используют для стягивания боковых кромок трещины на толстостенных деталях. В деталях сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий (по два или три отверстия с каждой стороны) диаметром, соответствующим диаметру вставки, с шагом, большим на 0,1...0,3, и глубиной 15 мм. Перемычку между отверстиями удаляют специальным пробойником в виде пластины шириной 1,8 или 3,0 мм в зависимости от размеров вставки. В паз запрессовывают фигурную вставку, ее расклепывают и зачищают (опиливанием или переносным вращающимся абразивным кругом) этот участок заподлицо.
Рис. 11.3. Фигурные вставки:
а — уплотняющие; б — стягивающие
Фигурные вставки устанавливаются в несколько слоев до полного закрытия паза с последующим расклепыванием каждого слоя. Фигурные вставки изготавливают способом волочения в виде фасонной ленты из ст. 20, ст. 3.
Качество заделки трещины проверяют на герметичность на стенде в течение 3 мин при давлении 0,4 МПа.
Для выполнения работ по заделки трещин с использованием фигурных вставок используют следующее оборудование: сверлильную машину или электрическую дрель; шлифовальную машину или станок обдирочно-шлифовальный; клепальный молоток; пистолет для обдува детали сжатым воздухом; емкости с ацетоном и с составом на основе эпоксидной смолы.
Рис. 11.4. Кондуктор для сверления отверстий под фигурные вставки: 1 — шпиндель сверлильной машины; 2 — приспособление для сверления; 3 — патрон; 4 — сверло; 5— кондуктор; 6— фиксаторы; 7— просверленные отверстия; 8 — деталь






