

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В техпроцессе нанесения электрохимических покрытий предусмотрена промывка деталей после каждой операции. Удельный расход воды около 2 м3 на 1 м2 обрабатываемой поверхности изделий.
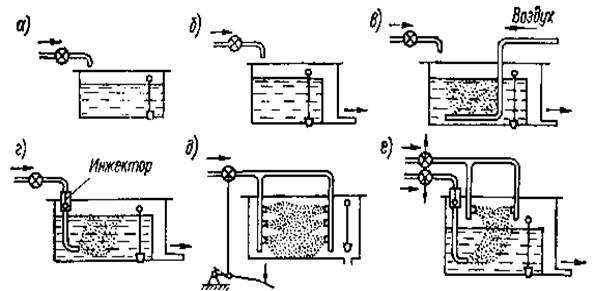
Промывка деталей проводится погружением и струйно. Способ погружения используется в ваннах с непроточной (рис. 7.22, а)и с проточной водой (рис. 7.22, б). Наиболее эффективна промывка при перемешивании воды в промывных ваннах. Перемешивание может осуществляться: вручную, подачей большого количества воды, механизмами и насосами, перемешивающими воду; движением подвески с изделиями в ванне промывки, ультразвуком, барботированием. Наиболее экономично барботирование (рис. 7.22, в). Сжатый воздух подаётся в нижнюю часть ванны по распределительной системе труб. Объёмный расход воздуха – 0,2 л/мин на 1 л воды в ванне промывки. Перед этой ванной можно установить инжектор, через который всасывается воздух (рис. 7.22, г), так вода будет перемешиваться. Метод погружения при непрерывном перемешивании воды применяется при промывке деталей с пазами, щелями, углублениями. Длительность промывки в автоматических линиях 20 с, при ручном обслуживании – 6 с.
Струйный способ (рис. 7.22, д)более экономичен по сравнению со способом погружения. Применяется для промывки изделий простой формы (листы, плоские изделия), при кратковременной промывке (например, после пассивирования) и при смыве с изделий вязких растворов.
Для изделий сложной формы необходимо применять совмещенный способ промывки: погружением и струйный (рис. 7.22, е). Изделия сначала поступают в ванну промывки с проточной водой, а затем при извлечении из ванны промываются направленными струями воды.
|
Рис. 7.22. Способы промывки деталей (пояснение в тексте)
|
|
Детали, обрабатываемые насыпью, можно промывать погружением барабана в перемешиваемую воду промывочной ванны. Длительность промывки при этом превышает 1 мин.
Применяются одно-, двух- и трёхступенчатая схемы промывки (рис. 7.23). Последние могут быть прямоточными и противоточными (каскадными). При прямоточной промывке подача воды в ванну и движение деталей производятся в одном направлении, и каждая ванна оборудуется самостоятельной системой подачи и отвода воды. При противоточной промывке вода подаётся в конечную ступень (ванну) промывки и направление движения воды – навстречу движению деталей. При многоступенчатой промывке ванны устанавливаются на разных уровнях. Чистая вода поступает только в верхнюю ванну и самотёком через все последующие ванны стекает вниз. Применение ванн каскадной промывки снижает объёмный расход воды в пять раз.
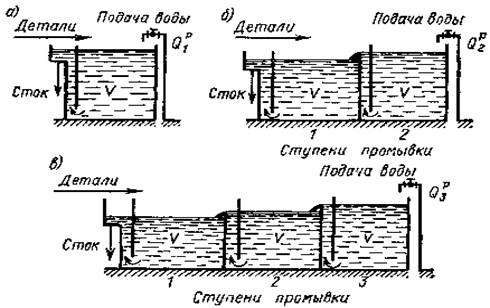
Рис. 7.23. Схемы промывки деталей:
а – одноступенчатая, б – двухступенчатая, в - трёхступенчатая
Ванна двухступенчатой каскадной промывки из полипропилена показана на рис. 7.24.

Рис. 7.24. Ванна двухступенчатой каскадной промывки из полипропилена
Объёмный расход воды при прямоточной промывке пропорционален количеству ступеней и значительно больше, чем при противоточной. Прямоточная промывка применяется после кислых растворов перед сушкой и наполнением покрытий, после травления перед контактной сваркой. В остальных случаях применяют противоточную промывку.
Ванны для холодной промывки изготавливают из стали или полипропилена. Они снабжены верхним штуцером для непрерывного слива загрязнений и нижним – для полного слива воды. Поток воды регулируется, чтобы в течение часа вода сменялась два-три раза. Ванны для горячей промывки изготавливают из листовой стали толщиной 4–5 мм и оборудуют верхним и нижним сливными штуцерами, а также змеевиком для нагрева воды.
Струйные методы обеспечивают ускорение и снижение стоимости процесса промывки, улучшение условий труда, экономию производственных площадей по сравнению с обработкой деталей в стационарных ваннах.
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!