

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Опоры и зажимы
| справа |
| Без обозначения |
Продолжение табл. 19 Установочные устройства
Обозначение на видах
Наименование
Спереди,сзади, сверху, снизу
Центр: неподвижный
Обозначение на видах
| спереди, сзади |
| сверху |
| снизу |
| То же |

|
| вращающийся |
| Опоры 60° & |
| О |
| фб |

|
| ш |
| плавающий |
| 60° |
| фб ж |
| -О- |
| ЛГ |
| лл |
| Оправка: цилиндрическая |
| •Т тщ 60° яГр' |
| sr |
| шариковая (роликовая) |
Патрон поводковый
ю
Примечания: 1. Допускается подвижную плавающую и регулируемую опоры на видах сверху и снизу обозначать как неподвижную опору. 2. Уста- новочно-зажимные устройства следует обозначать как сочетание обозначений установочных устройств и зажимов. 3. Цанговые оправки (патроны) следует обозначать Двойных зажимов длина
| V |

|
| © |
| фЗ |

|
| фЗ 63 |
| О—® |
плеча устанавливается разработчиком в зависимости от расстояния между точками приложения сил. Допускается упрощенное обозначение. 5. Обозначение опор и установочных устройств, кроме центров, допускается наносить на выносных линиях соответствующих поверхностей. 6. Обозначение обратных центров следует выполнять в зеркальном изображении.
| (ГОСТ 3.1107-81) |
Обозначения формы рабочей поверхности 21. Примеры нанесения обозначений опор, за- опор, зажимов и установочных устройств жимов и установочных устройств на схемах
(ГОСТ 3.1107-81)
| Примеры нанесения обозначений |
| Обозначение на всех видах |
| Наименование |
| Форма рабочей поверхности |
Обозначение опор, зажимов и установочных устройств
Центр:
| Плоская |
| S |
неподвижный (гладкий)
|
|

|
| Сферическая |
| рифленый |
| плавающий |
------ г
------------ *
| фЗ |
| вращающийся |
Цилиндрическая (шариковая)
| ------------ £ |
| Призматическая |
60°

|
обратный вращающийся с рифленой поверхностью Патрон поводковый
Коническая
| 60° |
| "ЗГ |
Люнет: подвижный
| Ромбическая |

| "ЗГ |
| Трехгранная |
неподвижный
Оправка:
| 5min |
цилиндрическая
коническая, роликовая
Ш///М
| 5mln |
| резьбовая, цилиндрическая с наружной резьбой: шлицевая |
| £3" |
Примечания: 1. Обозначение форм рабочих поверхностей наносят слева от обозначения опоры, зажима и установочного устройства. 2. Рельеф рабочих поверхностей (рифленая, резьбовая, шлицевая и т. д.) обозначают 3. Указание

|
| цанговая |
| ^Z'ZZ'Z' |
прочих форм рабочей поверхности следует выполнять в соответствии с требованиями, установленными отраслевыми НТД.
Наименование
Опора регулируемая со сферической выпуклой рабочей поверхно-
Зажим пневматический с цилиндрической рифленой рабочей поверхностью
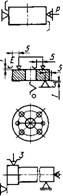
Примеры схем установов изделий
В тисках с призматическими губками и пневматическим зажимом
В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с применением устройства двойного зажима, имеющего сферические рабочие поверхности
В трехкулачковом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающимся центром и с креплением в подвижном люнете

|
На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром
Примечания: 1. Устройства зажима обозначают: пневматическое — Р; гидравлическое — Н; электрическое — Е; магнитное — М; электромагнитное—ЕМ; прочие — без обозначений. 2. Обозначение видов устройств зажимов наносят слева от обозначения зажима. 3. Для гидропластовых оправок допускается обозначение Число точек
|
|
| Продолжение табл. 21 |
| Примеры нанесения обозначений |
| iE |
| 5mln |
| 5тах |
| 5t- |
| 5mln |
|
приложения силы записывают справа от обозначения зажима. 5. На схемах, имеющих несколько проекций, допускается на отдельных проекциях не указывать обозначения опор, зажимов и т. д. 6. Допускается несколько одноименных опор обозначать количеством их справа. 7. Допускаются отклонения от размеров графических обозначений, указанных в таблице.
Погрешность закрепления Ае3 возникает при закреплении заготовок в приспособлениях в связи с изменением контактных деформаций стыка заготовка — опоры приспособления. Погрешность закрепления — это предельное поле рассеяния положений установочной поверхности относительно поверхности отсчета в направлении выдерживаемого размера.
Упругие деформации детали из-за сил закрепления учитывают при расчете особо или в связи с малым значением ими пренебрегают.
Смещение вследствие контактных деформаций стыка заготовка — опоры приспособления вычисляют по эмпирическим зависимостям типа е3 = CQn cos а, где С — коэффициент, характеризующий условия контакта, материал и твердость поверхности заготовок, используемой в качестве баз (значения С приведены в табл. 22); Q — сила, действующая на опору; а — угол между направлением выдерживаемого размера и направлением наибольшего смещения.
Погрешность закрепления
Де3 = CQn cos а
где С и Q — средние значения параметров; АС и AQ — предельное рассеяние значений С и Q.
Учитывая при расчетах только колебания твердости АНВ и шероховатости ARz поверхности заготовок, используемой в качестве базы, получим
АС = ]/(КнврНВр~ 1АНВ)2 + (KRzARz)2.
Коэффициенты Кнв и Krz определяют по табл. 22. Показатель степени р при установке на опоры и пластины принимать р = 1; на призму р = — 1.
Погрешность приспособлений Аепр возникает в результате неточности изготовления приспособления и его изнашивания при эксплуатации.
Погрешность изготовления приспособления зависит в основном от точности изготовления деталей приспособления. В общем случае эта погрешность не должна превышать 7з-7ю доли допуска на соответствующий обрабатываемый размер детали (см. т. 2, гл. 2).
При эксплуатации приспособлений элементы для установки и направления режущего инструмента изнашиваются.
|
|
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!