ТОРЦОВОЧНЫЙ СТАНОК
Модель TR 350
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Основные инструкции для установки и эксплуатации
Фильтр
- Установите его как можно ближе к точке использования.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Расположите его вертикально чашкой вниз.
- Для установления стенки снимите петли для их последующей переустановки.
- Не эксплуатируйте при температуре выше 50 С.
- Не превышайте максимального воздушного давления.
- Не следует удалять чашку, если система находится под давлением.
- Не превышайте рекомендованный максимальный уровень влажности.
- Клапан влажности может быть закрыт поворотом ручки против часовой стрелки.
- Если клапан не закрыт и система не находится под давлением, то влага автоматически испаряется, во время, когда система находится под давлением, необходимо нажать на ручку по направлению вверх.
- Отвинтите чашку и перегородку для снятия пористого элемента в целях его очистки или замены.
- Осуществляйте чистку манжеты и пористого элемента с помощью воды и моющих средств.
Регулятор давления
- Установите его как можно ближе к точке использования, после фильтра, в случае групповой сборки.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Для установления стенки снимите петли для их последующей переустановки.
- Не эксплуатируйте при температуре выше 50 С.
- Не превышайте максимального воздушного давления.
- Вращайте ручку по часовой стрелке, чтобы увеличить давление и против часовой стрелки, чтобы его уменьшить.
- Нажмите ручку вниз, чтобы зафиксировать его в желаемом положении. Поднимите ее выше для настройки давления.
Смазочный прибор (лубрикатор)
- Установите его как можно ближе к точке использования.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Для установления стенки снимите петли для их последующей переустановки.
- Не эксплуатируйте при температуре выше 50 С.
- Не превышайте максимального воздушного давления.
- Не следует удалять чашку, если система находится под давлением.
- Не превышайте рекомендованного максимального уровня масла в чашке.
- Осуществляйте чистку чашки и колпака с помощью воды и моющих средств.
Поверните ручку против часовой стрелки, чтобы увеличить объем смазки, по часовой стрелке, чтобы его уменьшить.
Используйте масло с максимальной вязкостью 3,5 градусов по Энглеру при 50 С. Предложенные виды масла: ENEFGOL HLP “BP”, SPINESSO 22 “ESSO”, MOBIL DTE 22 “MOBIL” или эквиваленты.
Производите регулировку объема смазки при проходящем потоке воздуха. Примерное количество: 1 капля каждые 300-600 литров.
Отсечной клапан
- Установите его как можно ближе к точке использования до или после узла подготовки воздуха.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Для установления стенки снимите петли для их последующей переустановки.
- Не эксплуатируйте при температуре выше 50 С.
- Не превышайте максимального воздушного давления.
- Чтобы активировать клапан, нажмите и поверните рычаг на 90 градусов по часовой стрелке. Для блокируемой модели действие клапана предотвращает установка висячего замка в месте расположения клапана. Для модели с ключом введение ключа исключает действие блокировочного механизма.
- Для разрядки нисходящей цепи достаточно просто вращать ручку против часовой стрелки.
Последовательный пусковой клапан
- Установите его как можно ближе к точке использования после узла подготовки воздуха в случае групповой сборки.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Не эксплуатируйте при температуре выше 50 С.
- Не превышайте максимального воздушного давления.
- Чтобы установить время заполнения цикла настройте регулировочный игольчатый клапан, расположенный в верхней части
Основная информация 4
1.1 Введение 4
1.2 Гарантия 4
1.3 Отправка корреспонденции 4
Инструкции по установке 12
3.1. Необходимое пространство 12
3.2. Подъем 12
3.3. Размещение и выравнивание 13
3.4. соединение Пневматики 13
3.5 подключение Электричества 14
3.5.1. Проверка соединения 14
3.6. подключение экстракции 15
3.7. Предварительная проверка 15
Регулировка 16
4.1. установка и удаление лезвий 16
4.2. установка и удаление роликового верстака и окружающих ограждений 16
4.2.1. Установка правого ограждения 16
4.2.2. Установка правого роликового верстака 17
4.2.3. Установка левого роликового верстака 18
4.2.4. Установка левого ограждения 19
4.2.5. Линейное выравнивание правого и левого ограждений 19
4.3. установка и удаление боковых роликовых верстаков (дополнительно) 21
4.4. Установка главного пневматического давления 21
4.5. Установка скорости лезвия 21
Использование станка 22
5.1. Запуск станка 22
5.2. Подготовка к рабочему циклу 22
5.2.1. Регулирование скорости 22
5.2.2.Регулирование хода 22
5.3. производство разреза 23
5.4. Остановка станка 23
5.4.1. Остановка резания 23
5.4.2. Остановка станка 23
Безопасность 24
6.1. Основные предупреждения 24
Обслуживание 24
7.1. оЧистка 24
7.2. Основная смазка 24
7.3. Специальные меры предосторожности 24
7.4. Восстановление зазора щита для щепок 25
7.5. Замена предохранителя отверстия лезвия 25
Запасные части 27
Электрические схемы 27
Основная информация
1.1. Введение
При составлении этого руководства были приняты во внимание все действия относительно нормального использовании и постоянной эксплуатации станка.
Тем не менее, для правильного и оптимального использования станка необходимо прочитать содержащиеся здесь инструкции внимательно и тщательно их выполнять.
Рекомендуется хранить настоящее руководство в хорошем состоянии, в легко доступном месте недалеко от станка. Использование станка должно быть доверено исключительно надежному и обученному персоналу. Не рекомендуется осуществлять ремонт или действия, которые не указаны в настоящем руководстве.
Все действия, требующие удаления частей станка должны выполняться уполномоченным техническим персоналом.
1.2. Гарантия
Гарантия включает бесплатную замену неисправных частей, которые будут высланы Вам бесплатно. Такие условия действительны в течение года с момента выписки счета-фактуры и не распространяются на электрические и электронные компоненты, и не относятся к повреждениям или неисправностям, возникшим в результате внешних факторов, ошибок во время эксплуатации, ненадлежащего использования станка, использования станка с перегрузками, естественного износа, ошибок при сборке, либо другим случаям. Любые требования по послепродажному обслуживанию или замене частей могут быть адресованы нашему полномочному региональному представителю.
1.3. Отправка корреспонденции
Если Вам необходимо связаться с компанией Stromab или ее представителем по вопросам, касающимся станка, это может быть сделано по телефону или по почте, с необходимым представлением следующей информации (пункты 1-2-3 могут быть найдены на табличке с техническими данными станка на верхнем предохранителе, см. Рис 1-1):
1 – модель станка
2 – серийный номер
3 – напряжение и частота станка
4 – дата покупки
5 – наименование представителя на месте покупки
6 – описание найденных неисправностей, если осуществляется какое-либо описание вида работ
7 – продолжительность ежедневного использования
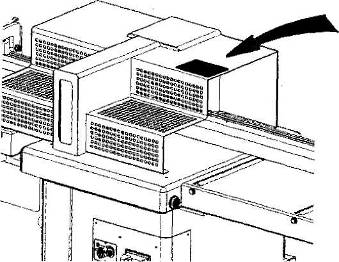
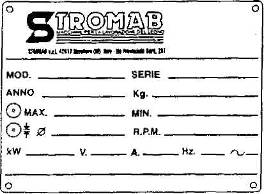
Рис. 1-1 Табличка с техническими данными
Если информация касается электрической системы, необходимо предоставить следующие сведения, указанные на табличке с техническими данными рис. 1-2, находящейся на внутренней стороне двери электрического отсека:
1 – Поставщик – фирма, изготовившая электрическую систему
2 – Дата – дата изготовления электрического элемента
3 – Код счета – номер счета электрического компонента
4 – Номер – номер схемы соединений
5 – Сетевая розетка – сетевое напряжение питания станка, Вольт
6 – Вспомогательное напряжение – сетевое напряжение питания вспомогательной цепи, Вольт
7 – Тормоз – сетевое напряжение питания тормоза двигателя, Вольт
8 – Герц – электрическая частота, Герц
9 – Киловатт – мощность станка
10 - МАШ – тип станка
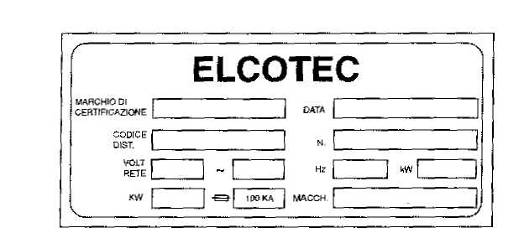
Рис. 1-2 Табличка с параметрами электрической системы
Остаточный риск
Для нормального использования требуется присутствие только одного оператора, который должен находиться рядом с панелью управления.
Кроме того, помните, что двуручное управление разработано только для одного оператора, поэтому он должен следить за отсутствием других лиц вблизи источника опасности.
Так же помните об остаточном риске, который может возникнуть вследствие электрической энергии, неправильной сборки лезвия и вибрации, вызванной несбалансированным лезвием и/или неправильной установки станка.
2.2 Основные рекомендации по безопасности
Всегда учитывайте, что использование станка сопряжено с риском, поэтому необходимо, сконцентрироваться на работе так, чтобы она выполнялась с максимальным вниманием. Помните, что станки для резания дерева считаются одними из самых опасных из-за высокой скорости рабочих инструментов и всех операций. Поэтому следует работать в хорошем физическом и духовном состоянии.
- Все защитные устройства должны храниться в безупречном рабочем состоянии. Таблички с техническими данными, содержащие различные показатели и рекомендации по безопасности, должны быть всегда хорошо читаемы.
- Строго запрещено удалять их или изменять содержащуюся на них информацию.
- Строго запрещено осуществлять сборку, чистку, обслуживание или иные подобные действия со станком, если он включен.
Безопасность станка
- Всегда используйте экстрактор даже при работе с одиночными обрабатываемыми изделиями.
- В случае возникновения неисправности никогда не продолжайте работу при включенном станке: нажмите стоп и подождите до полной остановки станка.
- Никогда не работайте с материалами, которые могут вызвать возникновение искр или появление перегретой стружки и таким образом привести к возгоранию и взрыву при прохождении через экстракционные трубы.
- Всегда используйте хорошо заточенные и сбалансированные лезвия. Перед установкой следует тщательно очистить лезвия и контактные поверхности фланца и проверьте их на наличие повреждений. Заточка должна быть точной, частой и должна быть сделана в соответствии со скосом резца.
- Никогда не удаляйте стружку и пыль с панелей при помощи рук используйте линейку или другое приспособление.
- Никогда не ставьте какие-либо предметы на рабочий стол.
Процедура изоляции станка
- Перед обслуживанием, ремонтом или другими действиями, следует изолировать станок нажатием кнопки главного выключателя и запереть его. Не оставляйте ключи рядом со станком.
- Это должно быть сделано тем же лицом, которое работает на станке. Работа по простому обслуживанию станка может осуществляться самим оператором.
Если станок не используется, следует изолировать источник сжатого воздуха с помощью специального ключа и замкнуть главный выключатель.
Во время обслуживания
Регулярное обслуживание механических и электрических деталей, за исключением продления срока службы станка и обеспечения лучшей производительности, является важным фактором безопасности.
Строго запрещено регулировать механические части или производить обслуживание, не выполнив предварительно изоляционную процедуру.
Каждый раз после работ, связанных с удалением защитных деталей, следует переустановить их, проверив правильность их положения, а также то, не были ли забыты внутри какие-либо инструменты либо посторонние предметы.
Не следует садиться на станок.
При замене лезвий используйте защитные очки.
Любые механические детали следует заменять только запчастями от фирмы-изготовителя. Для замены электрических компонентов следует использовать детали из списка, приложенного к монтажной схеме, либо другие детали, обладающие аналогичными характеристиками безопасности. В случае возникновения сомнений следует связаться с производителем.
При несоблюдении настоящего пункта производитель не несет ответственности за безопасность станка.
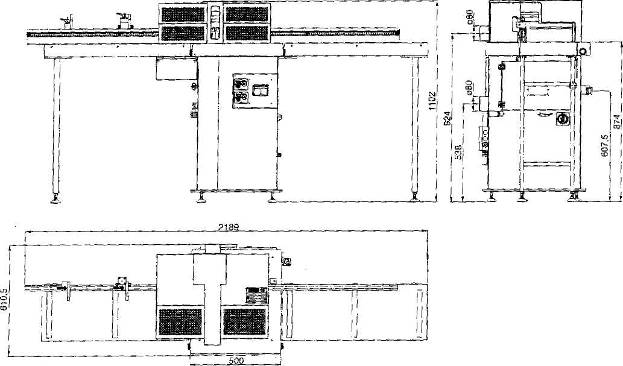
Габариты станка (Рис. 2-1)
Комплектность
Стандартная комплектность
- инструкция по эксплуатации со схемами пневматики и соединения проводов
- ключи для обслуживания
- стальное лезвие
- электрическая и пневматическая схемы
Длина: 1000-500 мм
Ширина: 160 мм
Толщина: 80 мм
измерения: погрешность измерения = 2,0 децибел (А)
«Значение уровня шума приводится для уровня распространения звука, и не обязательно представляет уровни безопасной работы. Даже при наличии соотношения между уровнем распространения и воздействием, оно не может быть использовано как надежное основание для определения того, следует ли предпринять дополнительные меры предосторожности. Факторы, влияющие на уровень воздействия на рабочую силу должны включать в себя продолжительность воздействия, характеристики рабочего места, другие источники возникновения пыли, шума и т. д., количество станков и влияние других расположенных рядом производств. Кроме того, уровень допустимого воздействия может быть различным в зависимости от страны использования оборудования. Тем не менее данная информация позволяет пользователю станка сделать лучшую оценку риска.
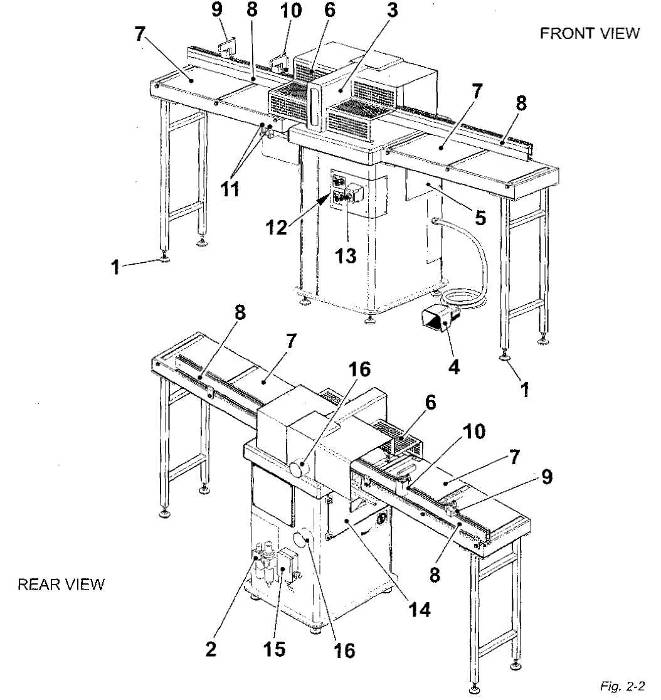
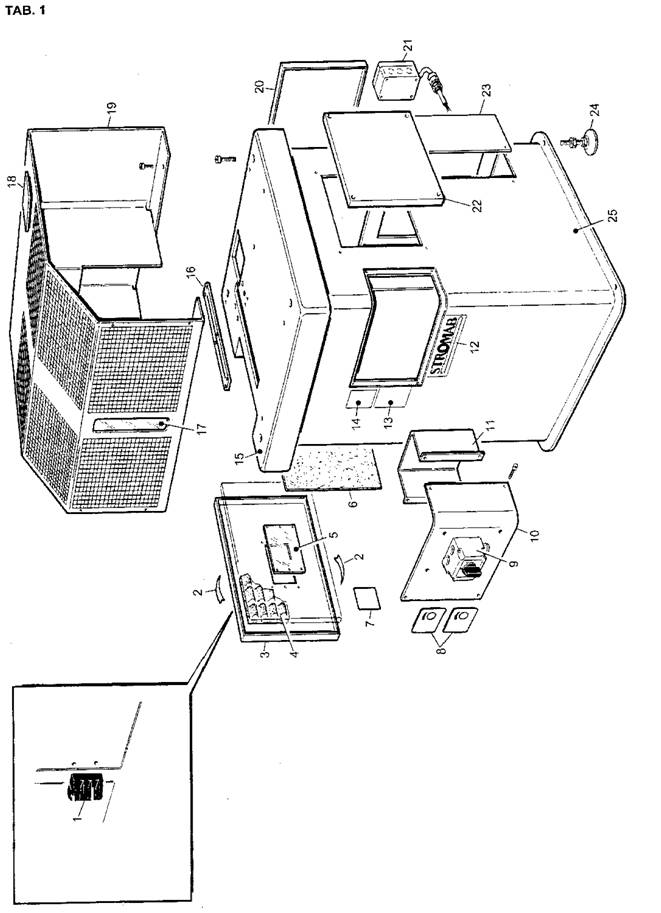
2.8. Основные части станка (рис. 2-2)
1 – Регулируемые поддерживающие ножки
2 – Блок регулировки давления
3 – Пресс для дерева
4 – Педаль
5 – Дверца доступа к двигателя
6 – Предохранительное ограждение
7 – Роликовые верстаки
8 – Направляющая остановки
9 – Ручная остановка (дополнительно)
10 – Пневматическая остановка (дополнительно)
11 – Рычаги контроля пневматической останови (дополнительно)
12 – Регулятор скорости
13 – Пусковой выключатель
14 – Дверца доступа к лезвию
15 - Распределительная коробка
16 – Тяговое отверстие
Инструкции по установке
Все наши станки доставляются, как правило, в отличном состоянии после тщательной внутренней проверки. В случае транспортировки по морю или автопоездом, они упакованы в деревянные ящики или коробки и защищены от окисления специальными средствами, которые следует удалить перед установкой. О любых повреждения, обнаруженных на станках, следует немедленно сообщить перевозчику. К тому же необходимо проверить все стандартные или дополнительные принадлежности.
3.1. Необходимое пространство (рис. 3-1)
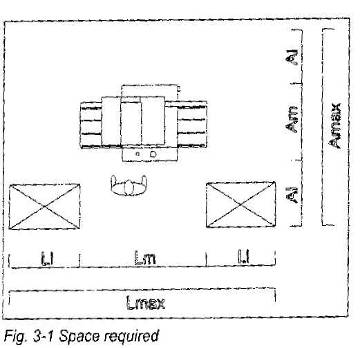 Рисунок – это схематический чертеж площадки, занятой станком и минимальное пространство, необходимое для безопасной работы.
Рисунок – это схематический чертеж площадки, занятой станком и минимальное пространство, необходимое для безопасной работы.
Lm = длина станка 2189 мм
U = место, необходимое для перемещения и работы 1800 мм
Зависит от длины обрабатываемого изделия и от вида работы.
Am = ширина станка 610 мм
Al = место, необходимое для перемещения и работы 1000 мм
Зависит от длины обрабатываемого изделия и от вида работы
При работе со слишком длинными изделиями рекомендуется использовать дополнительные устройства для удлинения стола.
3.2. Подъем (рис. 3-2)
Станок может быть поднят с помощью транспортера или автопогрузчика, зубцы устанавливаются как указано на рисунке. Помните, что станок весит примерно 150 килограмм.
При перемещении станка следует располагать как можно ниже, для того чтобы обеспечить лучшую устойчивость и видимость. Передвигайте станок медленно без рывков. Убедитесь, что все люди находятся при этом в безопасности.
Рис. 3-2 Подъем 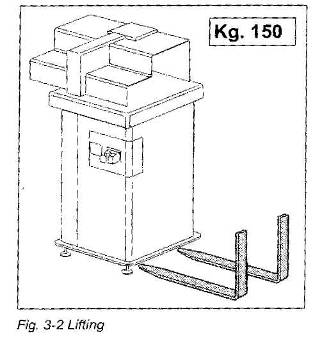
3.3. Размещение и выравнивание
- Как только Вы получили станок, рекомендуется, перед осуществлением других действий, проверить, что во время транспортировки и подъемов не произошло повреждений и болты или детали систем не были утеряны.
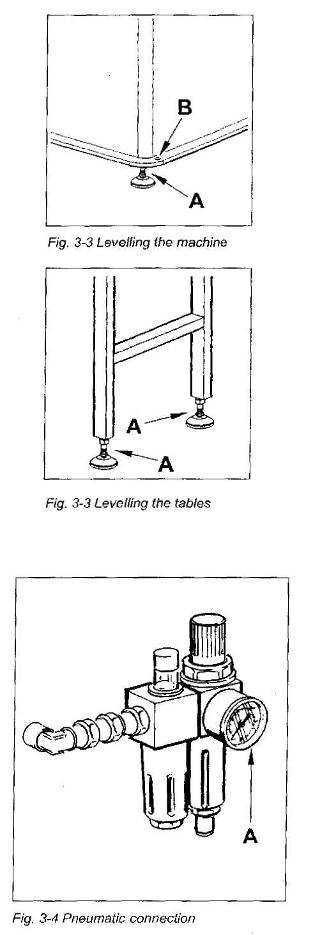
- Станок и роликовый конвейер могут быть надежно закреплены на земле с помощью отверстий B или они могут быть поставлены на антивибрационные резиновые ножки, чтобы уменьшить вибрацию и шум, передающиеся через твердые детали.
- Если используются ножки, то необходимо обеспечить повышенную устойчивость станка. Для этого, необходимо проверить, что все ножки, Рис. 3-3, совершенно неподвижно расположены на полу. Если этого не случилось, используйте болты для того, чтобы создать устойчивую и надежную опору.
- Затем закрепите болты с помощью стопорной гайки A, Рисунок 3-3, до достижения правильного расположения.
Таким же образом необходимо отрегулировать ножки боковых поддерживающих столов рис. 3-4 (смотрите 4.2. установка и разборка роликовых верстаков)
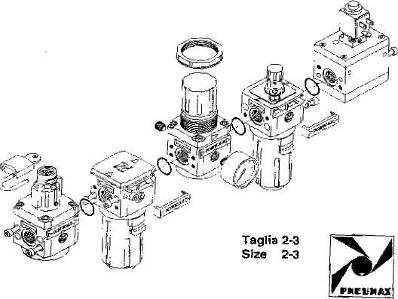
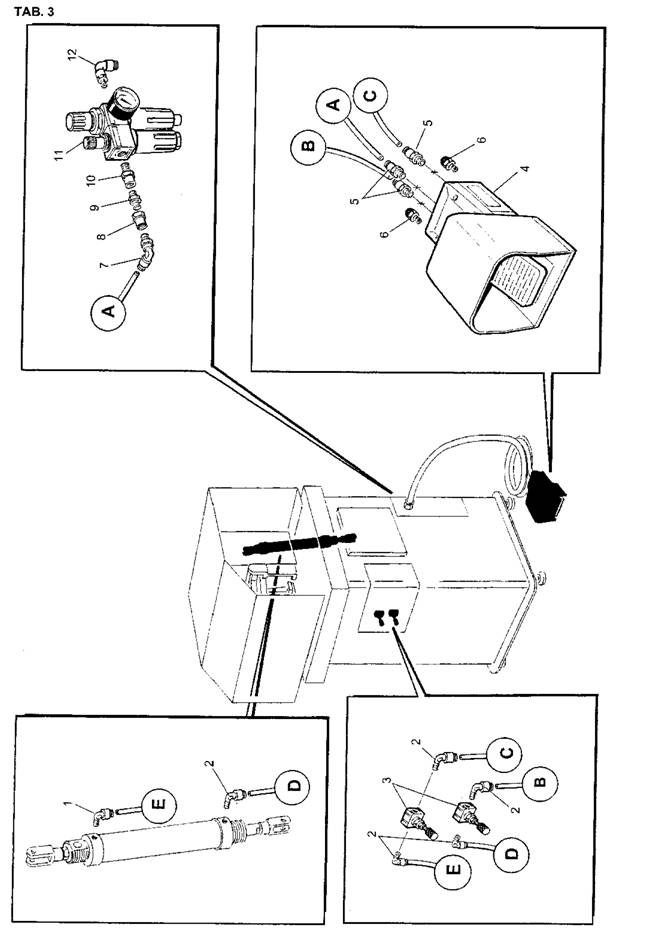
3.4. соединение Пневматики (рис. 3-5)
- Станок доставляется с полностью подсоединенной пневматической системой.
- Необходимо подготовить трубку с внешним диаметром 8 мм, исходящую из системы сжатого воздуха для соединения с блоком А во входном отверстии блока фильтр - лубрикатор, закрепленном на станке как показано на Рисунке 3-4.
Рабочее давление должно быть 6-8 бар.
3.5 подключение Электричества
Рекомендуется поручить эту работу обученному персоналу.
Прежде всего, необходимо проверить, что напряжение и частота электрической системы станка соответствуют сетевым розеткам, к которым подключен станок.
Подводящие провода соединительного кабеля должны иметь поперечное сечение 2,5 кв. мм для 380 вольт/50 герц или 4 кв. мм для 220 вольт/50 герц.
Снимите крышку распределительной коробки С рис.3-5
Поместите кабель в коробку через отверстие с кабельным сальником и соедините электрические провода с выходным щитком.
Станок следует подсоединить к системе, оснащенной дифференциальным выключателем (автоматический выключатель) и подходящим заземлением.
Проверка соединения
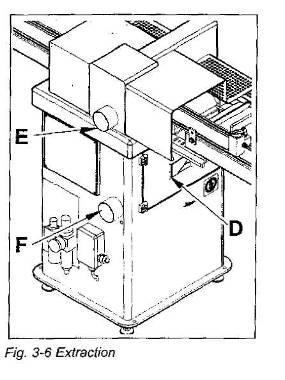
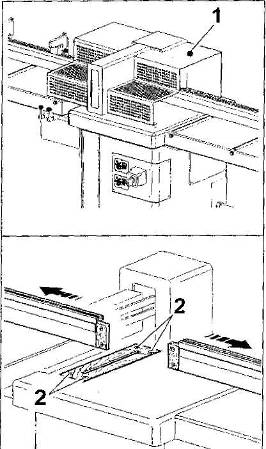
Произведите проверку направления вращения мотора, учитывая направление, указанное стрелкой на панели под дверцей доступа к лезвию и наблюдая за лезвием через окошко D Рис. 3-6.
Если вращение происходит в обратном направлении, поменяйте местами два провода питания.
Поместите крышку обратно и затяните ее с помощью четырех болтов.
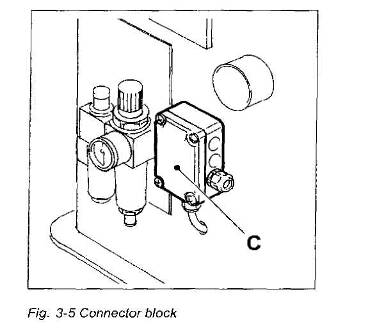
Рис. 3-5 Соединительный блок
3.6. подключение экстракции
Обязательно подсоедините задние экстракционные отверстия E и F диаметром 80 мм к мощному всасывающему устройству. Учитывая минимальную скорость 20 метров/секунду требуемое количество воздуха составляет 400 м3/час.
Экстракция так же должна использоваться при работе с отдельными изделиями.
В случае появления влажной стружки, экстракционная скорость должна быть как минимум 28 м/сек.
3.7. Предварительная проверка
До начала работы необходимо произвести предварительную проверку:
- Напряжение в сети должно соответствовать напряжению мотора (смотрите на табличке с техническими данными мотора на задней стороне станка);
- Питающий кабель должен быть подходящих размеров;
- Перед соединением с подходящим предохранителем существует электрическая защита;
- Лезвие должно быть хорошо закреплено, вращаться без колебаний и направление вращения должно соответствовать указанному стрелкой на основании;
- Дверь с предохранительными микропереключателем должна быть плотно закрыта (в противном случае нельзя начинать работу на станке);
- Проверьте наличие масла в смазочном приборе (лубрикаторе) системы сжатого воздуха;
- Роликовые верстаки должны быть собраны должным образом;
- Должна быть подача пневматической энергии (в противном случае нельзя начинать работу на станке).
Установка
4.1. Установка и удаление лезвия
Операция выполняется с использованием защитных перчаток
Перед установкой лезвия полностью ослабьте натяжные фланцы
- Вставьте задний ведущий фланец в вал и надавите на него.
- Вставьте лезвие, принимая во внимание направление его вращения, указанное стрелкой внизу.
- Вставьте передний фланец О и удерживайте его при помощи специального гаечного ключа, Рис. 4-1.
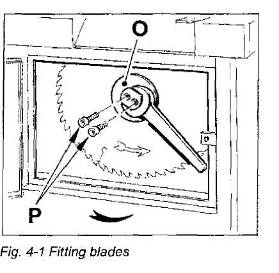
Рис. 4-1. Установка лезвий
- Закрутите и крепко затяните стопорные винты Р.
Для удаления лезвия проделайте вышеописанные действия в обратном порядке
Мы рекомендуем использовать только ключи, включенные в комплект поставки. Не используйте удлинители или молотки для более сильного натяжения болтов.
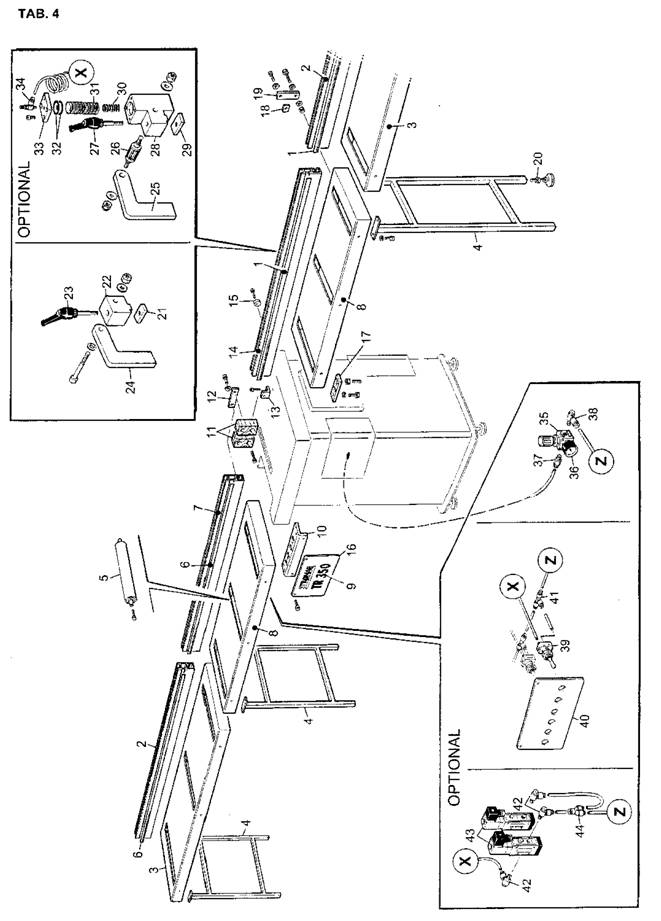
4.2. Установка и удаление роликового верстака и окружающих ограждений
После правильного размещения и выравнивания станка в соответствии с пунктом 3.3. Размещение и выравнивание станка, установите роликовые верстаки и окружающие ограждения.
Установка правого ограждения (Рис. 4.2.1)
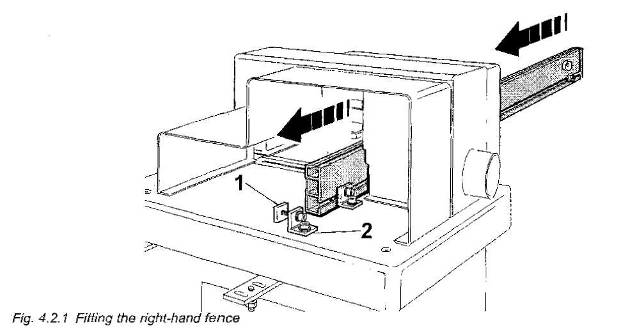
Почти полностью открутите винты, фиксирующие подвижные пластины (1) двух угловых кронштейнов, расположенных на рабочем столе.
С левой стороны станка вставьте между пластинами двух угловых кронштейнов заднюю часть направляющей ограждения и полностью передвиньте ее вправо за пределы дальности работы лезвия.
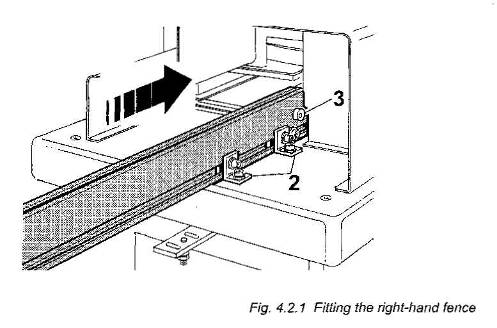
Рис. 4.2.1. Установка правого ограждения
Расположите ограждение напротив угловых кронштейнов и рабочего стола, перемещая его назад справа налево до тех пор, пока позиционный штифт не окажется напротив прижимного кронштейна.
Затяните винты угловых кронштейнов (2), удерживая ограждение крепко прижатым к рабочему столу и позиционному штифту (3).
Эксцентриковый позиционный штифт (3) был настроен перед отправкой оборудования. Не прикасайтесь к регулировочному винту.
Установка правого роликового верстака (Рис. 4.2.2)
Справа налево вставьте две подвижные пластины (4), установленные на задней части верстака, в заднюю направляющую ограждения, уже установленного на станок. Переместите верстак вдоль до тех пор, пока он не окажется напротив рабочего стола станка, сверху от двух крепежных пластин (5) (уже установленных).
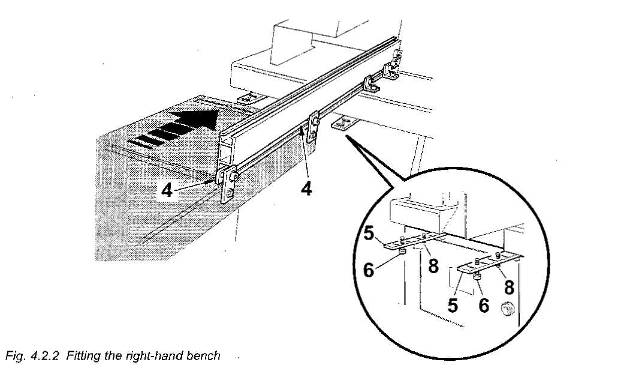
Рис. 4.2.2.. Установка правого верстака
Вставьте плиту под крепежные винты (6) пластин (5), установленных на рабочем столе станка, не затягивая их полностью (Рис. 4.2.2.)
Установите поддерживающую станину (7) с другой стороны верстака, закрепив ее двумя винтами с обеих сторон.
Проверьте правильность размещения роликового верстака перпендикулярно рабочему столу станка.
Для выравнивания двух столов используйте линейку, регулируя соответствующим образом приводные шпонки (8) пластин для закрепления на станке станка и / или регулировочные винты станины (Рис. 4.2.2.).
После завершения всех проверок тщательно затяните все крепежные винты.
Установка левого роликового верстака (Рис. 4.2.3.)
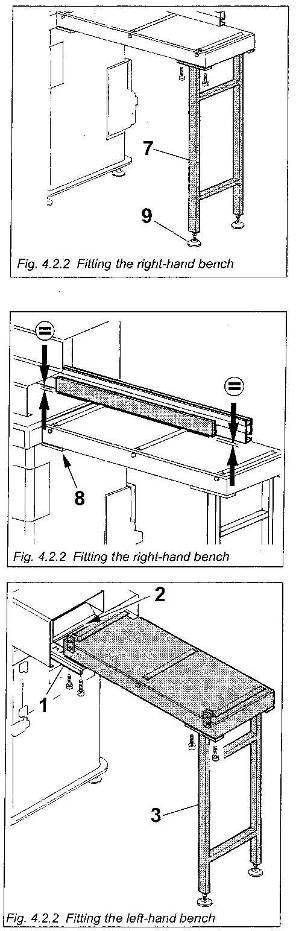
Соедините верстак с двумя кронштейнами (1), установленными с левой стороны станка, и закрепите его прилагающимися винтами.
Левый верстак может быть установлен в двух различных положениях в зависимости от размера обрезков, выходящих через щель (2) между верстаком и рабочим столом.
Установите поддерживающую станину (3) с другой стороны верстака, закрепив ее двумя винтами с каждой стороны.
Проверьте правильность размещения верстака перпендикулярно рабочему столу станка. Используйте линейку для выравнивания двух поверхностей, регулируя соответствующим образом приводные винты крепежных кронштейнов и/или регулировочные винты станины так же, как это делается для правого верстака.
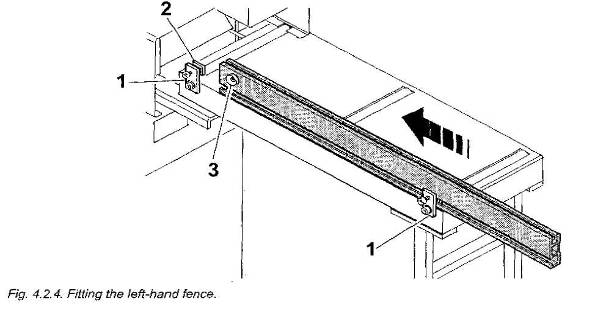
Установка левого ограждения (Рис. 4.2.4.)
Открутите винты блоков (1), которые закрепляют ограждение на задней части левого верстака.
Вставьте две подвижных пластины (2) в заднюю направляющую и переместите ее вдоль до тех пор, пока позиционный штифт (3) не коснется прижимного кронштейна.
Крепко удерживая ограждение в такой позиции, тщательно затяните все крепежные винты блоков (1).
Рис. 4.2.4. Установка левого ограждения
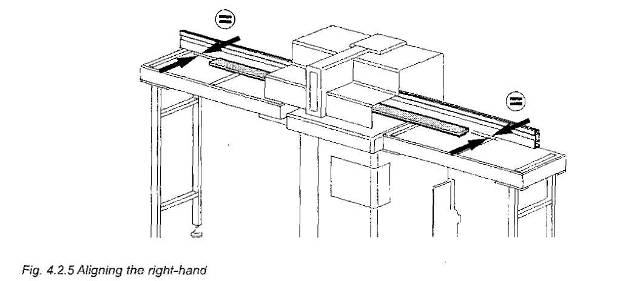
Регулировка правого и левого ограждения (Рис. 4.2.5.)
Расположите линейку достаточной длины напротив правого ограждения и проверьте совпадение линий с левым ограждением.
При необходимости передвиньте для регулировки весь левый верстак, затем затяните все крепежные винты.
Произведите пробный срез для проверки того, что длины обрабатываемого изделия соответствует размерам, указанным на миллиметровой шкале ограждения.
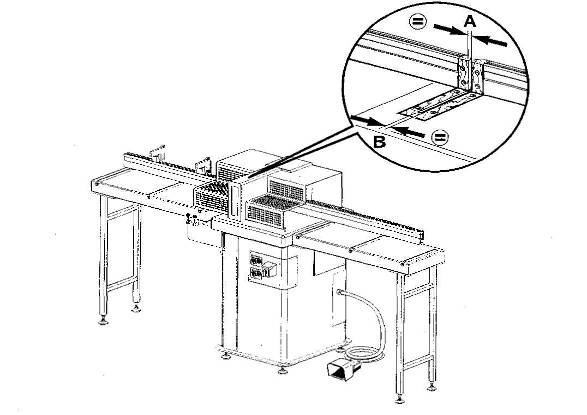
При необходимости отрегулируйте положения ограждения, ослабьте крепежные винты задних блоков и переместите само ограждение до нужной позиции.
Осмотрите щель (А) между стружкозащитными щитами ограждений и убедитесь, что она соответствует ширине (В) среза лезвия рабочего стола.
Произведите срез обрабатываемого изделия при помощи позиционного ограничителя (С). Если значение на миллиметровой шкале ограждения не соответствует измеренной длине изделия, для исправления ошибки отрегулируйте задние эксцентриковые ограничительные штифты ограждения.
4.3. Установка удлинителей роликового верстака (дополнительно)
Для установки удлинителей бокового роликового верстака проделайте следующие действия:
Закрепите ножку G так, чтобы соединительная плита N выступала на одно отверстие с учетом стандартного положения роликового верстака на Рис. 4-3.
Закрепите ножку Q на другой стороне удлинителя, закрепив ее при помощи специальных винтов.
Установите удлинитель на выступающей пластине ножки стандартного верстака и закрепите его при помощи специальных винтов.
С помощью линейки подходящей длины проверьте соответствие линий поддерживающих полозьев и выравнивание рабочего стола.
При необходимости отрегулируйте винты опорной ножки М.
Крепко затяните все крепежные винты.
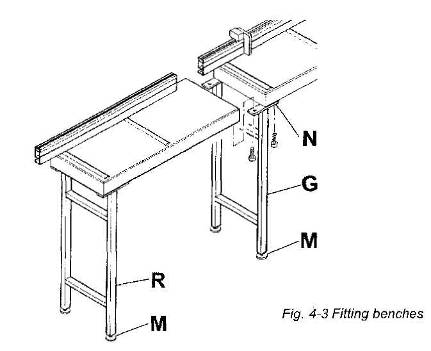
Рис. 4-3. Установка верстаков
4.4. Регулировка основного пневматического давления (Рис.4-4)
Для регулировки основного давления используйте ручку R на смазочной трансмиссионной фильтровальной установке. Минимальное рабочее давление: 6 бар.
4.5. Регулировка скорости лезвия (Рис. 4-5)
Для регулировки восходящей скорости лезвия и нисходящей скорости пресса используйте рифленую ручку регулятора S. Затем заблокируйте ручку при помощи рифленой кольцевой гайки Т.
Для регулировки нисходящей скорости лезвия и восходящей скорости пресса используйте рифленую ручку регулятора S1. Затем заблокируйте ручку при помощи рифленой кольцевой гайки Т1.
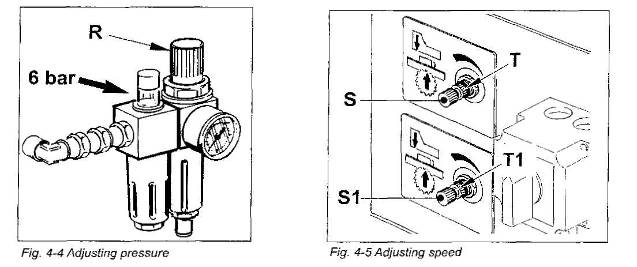
Рис. 4-4. Регулировка давления Рис. 4-5. Регулировка скорости
Использование станка
5.1. Запуск станка. (рис. 5-1)
Для начала работы станка необходимо повернуть главный выключатель в позицию 1.
Рис. 5-1 Кнопки пуска
5.2. Подготовка к рабочему циклу
Регулирование скорости
После пуска станка отрегулируйте скорость лезвия:
- На холостом ходе, на маленькой скорости постепенно поворачивайте ручку S до достижения желаемой скорости.
- Вставьте кусок древесины, который необходимо обработать, справа налево, держа его прижатым к направляющим деталям.
- Разместите его так, чтобы верхняя часть была по меньшей мере на 15 мм над линией среза.
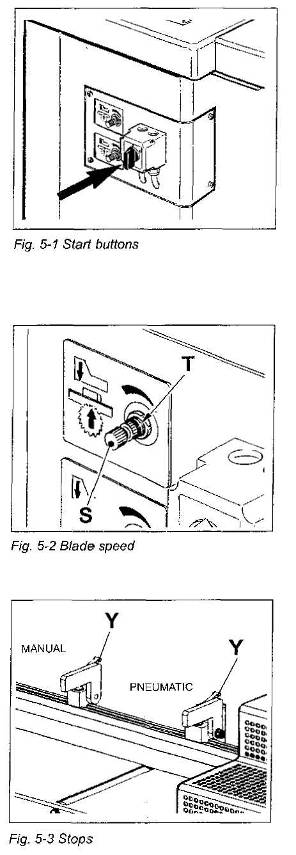 Убедитесь, что скорость правильная, затем затяните кольцевую гайку T.
Убедитесь, что скорость правильная, затем затяните кольцевую гайку T.
Рис. 5-2 Регулятор скорости лезвия.
Регулировка остановки.
- Отрегулируйте любые остановки на желаемой длине среза, используя линейку на направляющей детали.
- Зафиксируйте позицию остановки с помощью запорного рычага Y.
Используйте рычаг 11, Рис.2-2, для подъема и снижения пневматической остановки.
Рис. 5-3 Остановки (ручная, пневматическая)
5.3. Выполнение разреза
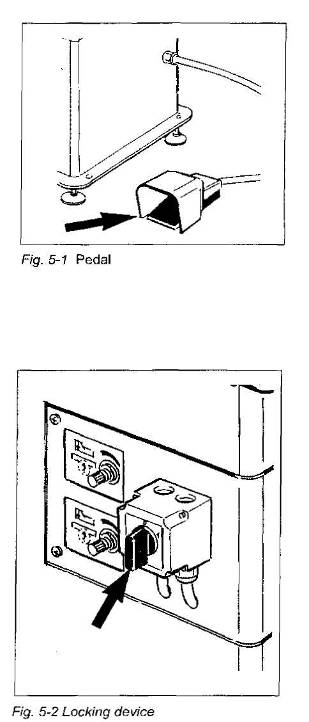
После завершения подготовительных мероприятий, сделайте разрез, нажав на педаль, Рис. 5-1.
5.4. Остановка станка
Остановка резания
Для того, чтобы остановить станок, снимите ногу с педали.
Остановка станка
Для того, чтобы остановить станок после окончания работы или в случае аварии, поверните главный выключатель в позицию 0.
Рис. 5-1 Педаль
Рис. 5-2 Замок
Безопасность
 6.1. Основные предупреждения
6.1. Основные предупреждения
В стандартной версии в целях обеспечения безопасности оператора рабочая пила оснащена механической и электрической защитой. Эти основные виды защиты, которые нельзя отключать пока станок используется, это:
- заземление
- ограничительный микропереключатель пресса
- закрепленная защита сетевой розетки
Перед проведением обслуживания или чистки, обязательно убедитесь, что главный выключатель находится в позиции 0 (рис. 5-2) и прекращена подача воздуха. Когда станок больше не используется вследствие поломки или при производстве обслуживания, укажите это с помощи таблички «СТАНОК НА ОБСЛУЖИВАНИИ», повесьте ее на пульт управления в пределах четкой видимости.
Обслуживание
7.1. Чистка
Поддерживайте чистоту на рабочем месте и периодически высасывайте воздух из мотора и пилы для удаления отложений пыли. Периодически проверяйте, чтобы экстракционные отверстия не были засорены.
7.2. Основной смазочный аппарат (лубрикатор) (рис. 7-3)
Нет необходимости в специальном смазочном аппарате или смазочном средстве для станка, так как он оснащен водонепроницаемыми подшипниками. Периодически проверяйте уровень масла в смазочном аппарате пневматической системы (IP HIDRUSOIL 22 или эквивалентный). Отрегулируйте смазочный аппарат следующим образом – одна капля масла каждые пять рабочих циклов.
7.3. Специальные меры предосторожности
В случае, если станок находился без работы в течение периода времени, превышающего несколько дней, смажьте маслом неокрашенные металлические детали, чтобы избежать окисления. При производстве повторного запуска необходимо удалить масляную пленку с того места, где находятся материалы.
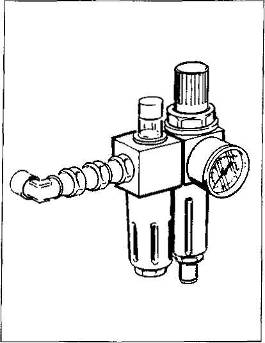
Рис. 7-3 Основной смазочный аппарат
Замена предохранителя отверстия лезвия (Рис.7.6)
Если деревянный предохранитель отверстия лезвия чрезмерно расширяется в процессе работы, замените его как описано ниже:
Перед производством данной операции станок должен быть отключен от источника питания и системы сжатия воздуха.
- снимите кожух предохранителя (1)
- отвинтите задние крепежные винты двух ограждений и отодвиньте их от зоны резания.
- отвинтите четыре крепежных винта (2) предохранителя отверстия, поднимите его и извлеките по направлению вперед.
- замените его новым предохранителем отверстия (без среза для прохождения лезвия).
- вставьте его в гнездо и закрепите четырьмя болтами.
- установите назад ограждения (а также при необходимости щит для щепок) в соответствии с инструкциями пунктов 4.2.1 – 4.2.4.
- установите назад кожух, восстановите электропитание и подачу сжатого воздуха.
- полностью поверните регулятор скорости (3) вправо (MIN) для предотвращения подъема лезвия.
- запустите станок и выполните операции, необходимые для производства среза, одновременно очень медленно поворачивая регулятор скорости (3) влево (MAX), лезвие поднимется и срежет предохранитель отверстия. Позвольте лезвию вращаться пока оно не поднимется полностью.
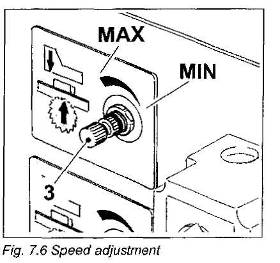
Рис. 7.6 Регулировка скорости
При выполнении данной работы рекомендуется использовать помощь второго оператора.
Устранение неисправностей
Табл. 8-1. Регулярность обслуживания
| Вид работ
| В любое возможное время
| Ежедневно
| Еженедельно
| Ежемесячно
|
| Уровень масла в пневматической масленке должен быть от 2 до 3 см от уровня заполнения
|
|
| Х
|
|
| Убедитесь, что экстракционные трубы не засорились
|
| Х
|
|
|
Неисправность Способ устранения
Станок не запускается: - Удостоверьтесь, что давление пневматики
составляет минимум 6 бар
Неисправность Способ устранения
Станок значительно вибрирует - Проверьте правильность установки лезвия
- Проверьте, не отсутствуют ли зубцы лезвия
- Проверьте подшипники двигателя
Неисправность Способ устранения
Повышенный уровень шума станка: - Проверьте качество лезвия
Запасные части
В целях обеспечения быстрой отсылки необходимых запасных частей необходимо тщательно соблюдать следующие правила:
1- укажите серийный номер станка
2- укажите маркировку, коды и ссылочные номера требующихся частей
3- укажите требуемое количество
4- укажите способ доставки
5- укажите свой точный адрес

ТОРЦОВОЧНЫЙ СТАНОК
Модель TR 350
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Основные инструкции для установки и эксплуатации
Фильтр
- Установите его как можно ближе к точке использования.
- Следуйте направлению воздушного потока, указанному стрелкой на корпусе.
- Расположите его вертикально чашкой вниз.
- Для установления стенки снимите петли для их последующей переустановки.
- Не экспл





