Специальность: 190631 «Техническое обслуживание и ремонт автомобильного транспорта»
ИССЛЕДОВАТЕЛЬСКИЙ РЕФЕРАТ
По модулю ПМ 03
ПМ.03. Выполнение работ по одной или нескольким профессиям рабочих, должностям служащих
МДК 03. 01. «Специальная технология»
ТЕМА: «Слесарное дело»
Выполнил: студент
Светличный К.Н
Группа Т45/46 курс 2
Проверил: преподаватель
Григорьев В.В.
«__»__________2017г.
Оценка _____________
Москва
2017 г.
Оглавление
Введение. 3
2.1 Роль и место слесарных работ в промышленности. 4
2.2 Рабочее место слесаря. 6
2.3 Контрольно-измерительные инструменты.. 7
2.4 Виды и назначение слесарного инструмента. 9
2.5 Разметка и рубка металла. 13
2.6 Правка, гибка и резка металла. 14
2.7 Опиливание металла. 16
2.8 Обработка отверстий, нарезание резьб. 17
2.9 Распиливание и шабрение металла. 18
2.10 Притирка и доводка. 19
2.11 Паяние и лужение металлов. 20
2.12 Склеивание и клёпка металлов. 21
3. Заключение. 22
4.Список используемой литературы.. 23
Введение
Слесарные работы –это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
Особое развитие слесарное ремесло получило после Великой Октябрьской социалистической революции. Наши учёные, инженеры, техники и рабочие много сделали, чтобы заменить тяжелый, малопроизводительный ручной труд работой механизмом машин. С появлением металлорежущих станков и их совершенствованием постепенно сокращалась роль и доля ручного труда, который стал заменяться трудом строгальщиков, токарей, фрезеровщиков, шлифовщиков и др. Но одной из ведущих остаётся профессия слесаря. По – прежнему ценится труд слесаря – мастера, от которого требуется умение выполнять все виды ручной обработки металлов.
Рабочее место слесаря
На рабочем месте слесарь выполняет операции, связанные с его профессией. Рабочее место оснащается оборудованием, необходимым для проведения слесарных работ (рис.1). Рабочее место слесаря может находиться как на закрытой, так и на открытой площадке в соответствии с планировкой производственного помещения и технологией производственного процесса. Площадь рабочего места слесаря зависит от характера и объема выполняемой работы. На промышленных предприятиях рабочее место слесаря может занимать 4–8 м2, в мастерских – не менее 2 м2. Рабочее место слесаря в закрытом помещении, как правило, постоянное. Рабочее место вне помещения может перемещаться в зависимости от производственной обстановки и климатических условий. На рабочем месте слесаря должен быть установлен верстак, оборудованный соответствующими приспособлениями, в первую очередь слесарными тисками. Большинство операций слесарь выполняет за слесарным верстаком с использованием тисков. Рабочее место слесаря-сборщика или слесаря по ремонту оборудования может размещаться на сборочном участке. Помимо основного рабочего места (за верстаком) у слесаря могут быть вспомогательные рабочие места, например, у разметочной, притирочной или контрольной плит, у кузнечного горна или наковальни, у сварочного аппарата, сверлильного станка, механической пилы, ручного пресса, плиты для правки и т. д. Вспомогательное рабочее место становится основным, если работа имеет специальный характер, например, рабочее место у сверлильного станка, который обслуживает слесарь-сверловщик, рабочее место у притирочной плиты, за которой работает слесарь-притирщик, рабочее место у сварочного аппарата, на котором работает слесарь-сварщик и т. д.

Рис.1.Рабочее место слесаря
Гибка металла
При работе с металлом очень часто приходится выполнять еще одну операцию, связанную с его пластическим деформированием, — гибку. Ни одна работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение, нужно внимательно выбирать усилия и радиусы загибов, чтобы пластическая деформация не перешла в деформацию разрыва.Не следует, например, выбирать радиус загиба меньше, чем толщина заготовки, — это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба. Не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы — до 5 мм. Известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешнюю поверхность в зоне сгиба нужно нанести поперечные риски — лист согнется значительно легче. Гнуть, как показывает практика, чаще всего приходится либо полосовую сталь, либо трубы. Приемы работы с этими двумя видами металла существенно различаются.
Резка металла
Резка металла — это разделение его на части или заготовки с помощью ножовки, ножниц и других режущих инструментов. Операция резки металла в слесарных работах применяется обычно с целью получения заготовок для деталей. Холодная резка металла может производиться двумя способами: без снятия стружки — различными ножницами, кусачками, и со снятием стружки — ножовкой, резцом, пилой и т. д. Механическая (машинная) резка металла будет рассмотрена в гл. 11 «Обработка деталей корпуса», а тепловая резка — в гл. 7 «Тепловая резка». Для ручной резки металла без снятия стружки используется следующий инструмент и оборудование. Ручные ножницы (рис. 10) применяются для резки тонкого листового материала толщиной до 0,8 мм.
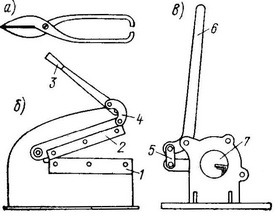 Рис. 10. Ножницы для резки металла: а — ручные; б — рычажные; в — переносные для резки угловой стали. 1 — нижний нож; 2 — верхний нож; 3,6 — рукоятка; 4 — промежуточный рычаг; 5 — промежуточная тяга; 7 — вырез щеки.
Рис. 10. Ножницы для резки металла: а — ручные; б — рычажные; в — переносные для резки угловой стали. 1 — нижний нож; 2 — верхний нож; 3,6 — рукоятка; 4 — промежуточный рычаг; 5 — промежуточная тяга; 7 — вырез щеки.
Резку металла вручную со снятием стружки выполняют при помощи ножовки. Распиливаемый материал необходимо закреплять в тисках таким образом, чтобы он не вибрировал при пилке.
Опиливание металла
Опиливание — это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента — напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности. В большинстве случаев опиливание производят после рубки и резания металла ножовкой, а также при сборочных работах для пригонки детали по месту. В слесарной практике опиливание применяется для обработки следующих поверхностей:
• плоских и криволинейных;
• плоских, расположенных под наружным или внутренним углом;
• плоских параллельных под определенный размер между ними;
• фасонных сложного профиля.
Кроме того, опиливание используется для обработки углублений, пазов и выступов.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05 мм, а в отдельных случаях и более высокую точность. Припуск на обработку опиливанием, т. е. разница между номинальным размером детали и размером заготовки для ее получения, обычно небольшой и составляет от 1,0 до 0,5 мм.
Обработка отверстий.
После выполнения отверстий в сплошном материале производится их обработка для увеличения размеров и снижения шероховатости поверхностей, а также обработка предварительно полученных отверстий (например, литьем, продавливанием и т.п.). Обработка отверстий выполняется несколькими способами, в зависимости от того, какие параметры точности и шероховатости поверхности отверстия заданы чертежом. В соответствии с выбранным способом обработки выбирается и инструмент для ее осуществления. При обработке отверстий различают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, зенкерование.
Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы.
Нарезание резьбы на винтах, болтах, гайках и других деталях производится в основном на станках. При монтажных и ремонтных работах слесарю в ряде случаев приходится нарезать резьбу вручную или с помощью пневматических или электрических машинок — резьбонарезателей.
Притирка и доводка
Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей.Притирка осуществляются абразивными порошками или пастами, наносимыми соответственно или на обрабатываемые поверхности, или на специальный инструмент - притир.
Притирочные материалы. Абразивные материалы (абразивы) - это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела, применяемые для механической обработки различных материалов.
Абразивы делятся на естественные (природные) и искусственные. Различают также твердые абразивные материалы, имеющие твердость, большую твердости закаленной стали, и мягкие, имеющие меньшую твердость. К твердым естественным абразивным материалам относят минералы, содержащие оксид алюминия (естественный корунд, наждак) и оксид кремния (кварц, кремень, алмаз).
Для притирки (доводки) стали применяют порошки электрокорунда нормального, белого и хромистого, а также монокорунда, для обработки чугуна и хрупких материалов - карбид кремния, для обработки твердых сплавов и других труднообрабатываемых материалов - порошки карбида бора, синтетических алмазов.
Паяние и лужение металлов
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла. Процесс пайки заключается в прогревании места соединения деталей до температуры выше температуры плавления припоя и в выдержке спаиваемых деталей в сжатом состоянии до полного затвердевания припоя. После этого остатки флюса и шлак необходимо удалять.
Лужение — это покрытие поверхности металла пленкой мягкого припоя или олова, которое производят электропаяльником погружением в ванну с расплавленным металлом, в том числе и в ультразвуковую (рис. 10-13), а также в гальваническую ванну. При лужении необходимо применять флюс (кроме гальванического лужения). Флюс и шлак после окончания процесса необходимо удалить.
Заключение
Слесарные работы включают разнообразные технологические операции: разметку с целью нанесения границ обработки, рубку для разделения листового металла или грубого удаления излишнего металла с заготовки, правку и гибку металла, резку металла ножовкой и ножницами, опиливание заготовок с целью исправления неточностей формы размеров и относительного расположения поверхностей деталей, сверление, зенкерование и развертывание отверстий, нарезание резьбы, шабрение, притирку и доводку для получения плотного прилегания сопрягаемых поверхностей деталей и требуемой по условиям работы точности формы и размеров, клепку и пайку для получения неразъемного соединения деталей. Сварка обычно не относится к слесарным работам.
Список используемой литературы
Ачкасов К.А., Вегера В.П. Справочник начинающего слесаря. (1987). 256стр. http://nashol.com/2017012892883/spravochnik-nachinauschego-slesarya-remont-i-regulirovanie-priborov-sistemi-pitaniya-i-gidrosistemi-traktorov-avtomobilei-kombainov-achkasov-k-a-vegera-v-p-1987.html
Слесарно-инструментальные работы. С.П.Григорьев, 1975, изд. 79стр. "Машиностроение" http://techlib.org/books/grigorev-s-p-lekalno-instrumentalnye-raboty/
Газовая сварка и резка металлов. Учебное пособие. И.И.Соколов, 1976. 140стр. http://padaread.com/?book=1424
https://infopedia.su/9x569b.html
Специальность: 190631 «Техническое обслуживание и ремонт автомобильного транспорта»
ИССЛЕДОВАТЕЛЬСКИЙ РЕФЕРАТ
По модулю ПМ 03






