Евстигнеев, А. Д.
Е 26 Программирование обработки на станках с ЧПУ: учебно-практическое пособие / А. Д. Евстигнеев; Ульян. гос. техн. ун-т. – Ульяновск: УлГТУ, 2014. – 105 с.
ISBN 978-5-9795-1417-8
Учебно-практическое пособие включает учебное пособие, тестовые задания и методические рекомендации по разделам курса.
Предназначено для студентов, обучающихся по направлению 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств», изучающих дисциплину «Программирование обработки на станках с ЧПУ». Пособие выполнено с учетом требований Федерального государственного образовательного стандарта третьего поколения.
УДК 004.4: 621.9 (075)
ББК 32.973-018.2 + 34.630.2 я7
Ó Евстигнеев А. Д., 2014
ISBN 978-5-9795-1417-8 Ó Оформление. УлГТУ, 2014
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ.. 4
1. РУКОВОДСТВО ПО ИЗУЧЕНИЮ ДИСЦИПЛИНЫ... 5
2. УЧЕБНОЕ ПОСОБИЕ.. 6
Раздел 1. Общие представления о числовом программном управлении станками
и способах программирования станков с ЧПУ.. 6
1.1. Общие представления о системах ЧПУ и управляющих программах. 7
1.2. Функциональные возможности современных станков с ЧПУ.. 10
1.3. Способы программирования станков с ЧПУ.. 11
Раздел 2. Программирование обработки на станках с ЧПУ.. 13
2.1. Фазовое пространство технологической машины.. 14
2.2. Координатные оси и координатные системы. Трансформация координат. 14
2.3. Активизация смещений. 16
2.4. Программирование скорости резания и подачи. 17
Раздел 3. Программирование в коде ISO.. 19
3.1. Основы программирования в коде ISO.. 21
3.2. Структура управляющей программы, структура кадра. 22
3.3. Подпрограммы. Разбиение управляющей программы.. 23
3.4. G -коды. Сводная таблица G -кодов. 24
3.5. Траектория движения. Интерполяции. 32
3.6. Коррекция и компенсация размеров инструмента. 37
3.7. Программирование в декартовых координатах. 40
3.8. Программирование в полярных координатах. 41
3.9. Манипулирование запрограммированным контуром.. 42
3.10. Абсолютные и относительные координаты.. 49
Раздел 4. Программирование стандартных циклов. 62
4.1. Использование стандартных циклов. 63
4.2. Циклы токарной обработки. 63
4.3. Циклы обработки отверстий. 66
4.4. Циклы фрезерной обработки. 70
4.5. Измерительные циклы.. 76
Раздел 5. Программирование сложных контуров. 80
5.1. Эквидистантная коррекция. 81
5.2. Сплайновая интерполяция. 84
5.3. Программирование сложных поверхностей. Особенности программирования
при высокоточной и высокоскоростной обработке. 86
Раздел 6. Альтернативные способы программирования. 90
6.1. Программирование с помощью CAD/CAM -систем.. 91
6.2. Постпроцессоры.. 92
6.3. Диалоговое программирование. 94
6.4. Стандарт управляющей программы STEP-NC.. 96
6.5. Программирование с помощью языков высокого уровня. 100
ЗАКЛЮЧЕНИЕ.. 104
ПРИЛОЖЕНИЕ А.. 105
ВВЕДЕНИЕ
Главным направлением развития отечественного машиностроения является ускорение роста производительности труда, повышение качества продукции и эффективности производства. Интересы текущего и долговременного развития страны требуют значительного объема капитальных вложений на строительство новых, расширение и реконструкцию действующих машиностроительных предприятий и производств, эффективность и отдача которых непосредственно зависят от времени, затрачиваемого на изготовление продукции. Все это функционирует в условиях высокого уровня конкуренции в области механической обработки деталей, что диктует необходимость повышения ее экономической эффективности путем снижения себестоимости изготовления продукции.
Одним из способов достижения данной цели является автоматизация производства, обеспечивающая значительное повышение производительности труда. В мелкосерийном и серийном производстве главным способом автоматизации является широкое применение станков с ЧПУ, что связано, прежде всего, с особенностями организации производства и возможностями таких станков.
В то же время программирование обработки деталей на станках с ЧПУ – весьма трудоемкий и сложный процесс, связанный с переработкой большого объема информации, что усугубляется еще и борьбой производителей современного оборудования за рынки сбыта, приводящей к постоянному усовершенствованию и усложнению систем ЧПУ.
Все это невозможно без знания принципов эффективной разработки управляющих программ (УП), понимания их структуры и сущности, умения решать проблемы, возникающие при автоматизированном проектировании УП, что накладывает дополнительные требования к подготовке таких специалистов.
РУКОВОДСТВО ПО ИЗУЧЕНИЮ ДИСЦИПЛИНЫ
Изучение дисциплины «Программирование обработки на станках с ЧПУ» должно сформировать привитие навыков подготовки управляющих программ обработки заготовок на станках с ЧПУ, направленных на сокращение времени технологической подготовки производства, о состоянии и перспективах развития современных систем ЧПУ и САПР, о роли и месте знаний по дисциплине при освоении профессиональной основной образовательной программы по специальности и в сфере профессиональной деятельности.
При изучении дисциплины преподаватель должен обратить особое внимание студентов на особенности программирования различных систем ЧПУ и современных САПР, их возможностях и недостатках. Для лучшего усвоения теоретического материала занятия проводятся с применением технических и аудиовизуальных средств.
По мере освоения лекционного курса предусмотрено проведение практических занятий и самостоятельной работы студентов, что позволит углубить и закрепить конкретные теоретические знания, полученные на лекциях. Внеаудиторная самостоятельная работа предусматривает углубленное изучение лекций и дополнительного теоретического материала, выносимого на самостоятельную проработку, а также обязательную подготовку к практическим занятиям.
При самостоятельном изучении материала по дисциплине студенту необходимо особое внимание обратить на разновидности и возможности основных систем ЧПУ, а также на особенности программирования обработки заготовок различных конфигураций на станках с ЧПУ, в том числе с использованием современных САПР, направленных на сокращение времени технологической подготовки производства.
Внеаудиторная самостоятельная работа студентов осуществляется при консультационной помощи преподавателя. Эту работу студент организует по своему усмотрению.
Для изучения и полного освоения материала по дисциплине должна быть использована учебная, справочная и другая литература, рекомендованная настоящим учебным пособием.
В результате изучения дисциплины студент должен:
· знать особенности программирования обработки на различных станках с ЧПУ, разновидности и возможности основных систем ЧПУ;
· уметь ориентироваться в системах ЧПУ, разрабатывать управляющие программы для станков с ЧПУ, в том числе с использованием современных САПР;
· получить навыки самостоятельной разработки управляющих программ обработки заготовок различных конфигураций на станках с ЧПУ.
Полученные студентами знания по данной дисциплине должны быть достаточными для изучения других специальных дисциплин и для их последующей профессиональной деятельности.
УЧЕБНОЕ ПОСОБИЕ
Основные обозначения
СЧПУ – система числового программного управления.
УП – управляющая программа.
УЧПУ – устройство числового программного управления.
ЧПУ – числовое программное управление.
CAM (Computer-Aided Manufacturing) – средства технологической подготовки производства изделий.
CNC (Computer Numerical Control) – системы ЧПУ гибкой структуры.
DNC (Direct Numerical Control) – системы прямого управления группами станков.
HNC (Handled Numerical Control) – системы ЧПУ с ручным набором программ.
NC (Numerical Control) – системы ЧПУ жесткой структуры.
SNC (Stored Numerical Control) – системы ЧПУ с однократным чтением всей программы.
Глоссарий к разделу
Дискретность перемещения – минимальное перемещение или минимальный угол поворота рабочего органа станка за один импульс электрического тока, выдаваемого УЧПУ.
Контурное управление – управление, при котором рабочие органы станка перемещаются с заданной скоростью по заданной траектории (эквидистанте) [3].
Позиционное управление – управление, при котором рабочие органы станка перемещаются в заданные точки [3] без задания траектории движения.
Система числового программного управления – совокупность функционально взаимосвязанных технических и программных методов и средств, обеспечивающих числовое программное управление станком [3].
Управляющая программа – совокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки.
Устройство числового программного управления станком – часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта [3].
Числовое программное управление станком – управление обработкой заготовки на станке по специальной (управляющей) программе, в которой данные об обработке заданы в цифровом коде [3].
Методические рекомендации для студента по изучению раздела
Цель: получить общие представления о числовом программном управлении станками и способах программирования станков с ЧПУ.
Учебные вопросы:
Общие представления о системах ЧПУ и управляющих программах; функциональные возможности современных станков с ЧПУ; маркировка станков с ЧПУ; способы программирования станков с ЧПУ.
Изучив раздел, студент должен:
знать:
· общие представления о числовом программном управлении станками;
· функциональные возможности современных станков с ЧПУ;
· маркировку станков с ЧПУ;
· способы программирования станков с ЧПУ.
При освоении раздела необходимо:
· изучить раздел 1 из учебного пособия, а также материал по данному разделу из источников, указанных в библиографии;
· выполнить тесты к разделу 1;
· ответить на вопросы для самоконтроля.
Маркировка станков с ЧПУ
Маркировка станков с ЧПУ аналогична маркировке универсальных станков, но для обозначения системы ЧПУ в конце марки вводится буква «Ф» с цифрой:
Ф1 – система ЧПУ с преднабором;
Ф2 – позиционная система ЧПУ (сверлильные и расточные станки с ЧПУ) (см. рис. 1.1);
Ф3 – контурная система ЧПУ (токарные и фрезерные станки с ЧПУ) (см. рис. 1.2);
Ф4 – комбинированная система ЧПУ (Ф2 + Ф3) (многоцелевые станки).
Примеры маркировки станков с ЧПУ: 16К20Ф3 – токарно-винторезный станок с контурной системой ЧПУ; 2Р135Ф2 – вертикально-сверлильный станок с позиционной системой ЧПУ; 2451ПМФ4 – сверлильно-фрезерный расточной станок с комбинированной системой ЧПУ.
Следует отметить, что вышеописанный принцип маркировки станков с ЧПУ справедлив лишь для оборудования, выпущенного в советском пространстве. Производители же современных станков с ЧПУ (в том числе и зарубежные) в подавляющем своем большинстве пользуются внутренними стандартами своих предприятий, слабо коррелирующихся со стандартами других производителей.
Тесты к разделу
1. Числовое программное управление станком – это:
а) управление обработкой заготовки на станке по управляющей программе;
б) совокупность функционально взаимосвязанных технических и программных методов и средств, обеспечивающих управление станком;
в) часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой.
2. Система числового программного управления – это:
а) совокупность функционально взаимосвязанных технических и программных методов и средств, обеспечивающих числовое программное управление станком;
б) совокупность функционально взаимосвязанных программных методов и средств, обеспечивающих программное управление станком;
в) совокупность методов и средств, обеспечивающих числовое программное управление станком.
3. Устройство числового программного управления станком – это:
а) часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта;
б) часть системы ЧПУ, выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта;
в) часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой.
4. Позиционное управление – это:
а) управление, при котором рабочие органы станка перемещаются в заданные точки без задания траектории движения;
б) управление, при котором рабочие органы станка перемещаются с заданной скоростью по заданной траектории;
в) управление, при котором рабочие органы станка перемещаются с заданной скоростью по заданной траектории или без задания траектории движения.
5. Контурное управление – это:
а) управление, при котором рабочие органы станка перемещаются с заданной скоростью по заданной траектории;
б) управление, при котором рабочие органы станка перемещаются в заданные точки без задания траектории движения;
в) управление, при котором рабочие органы станка перемещаются с заданной скоростью по заданной траектории или без задания траектории движения.
Интернет-ресурсы
3. http://antrel.ru/cnc/chislovoe-programmnoe-upravlenie-chpu/ – Antrel.ru системный интегратор. Информационный сайт. – (дата обращения: 28.11.2014).
4. http://www.tulaspecinstr.ru/files/chpu/CNC_methodica.pdf – Сосонкин, В. Л., Мартинов, Г. М. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G -функций. – (дата обращения: 28.11.2014).
5. http://stanki-katalog.ru/st_53.htm – ООО «Рубикон». Иллюстрированные каталоги, справочники, базы данных по металлорежущим станкам и кузнечно-прессовому оборудованию. Поколения систем ЧПУ. Термины и понятия систем ЧПУ. – (дата обращения: 28.11.2014).
6. http://www.rscstanki.ru/articles//66 – G -код: основа программирования станков
с ЧПУ. – (дата обращения: 28.11.2014).
Основные обозначения
СЧПУ – система числового программного управления.
УП – управляющая программа.
УЧПУ – устройство числового программного управления.
ЧПУ – числовое программное управление.
Глоссарий к разделу
Асинхронные (вспомогательные) оси – координатные оси, связанные со вспомогательными механизмами станка.
Синхронные (логические) оси – координатные оси, используемые при программировании станка с ЧПУ.
Физические (системные) оси – координатные оси, связанные непосредственно с приводами станка.
Методические рекомендации для студента по изучению раздела
Цель: изучить программирование обработки на станках с ЧПУ.
Учебные вопросы:
Фазовое пространство технологической машины; координатные оси и координатные системы; трансформация координат; активизация смещений; программирование скорости резания и подачи.
Изучив раздел, студент должен:
знать:
· основные сведения о фазовом пространстве технологической машины;
· координатные оси и координатные системы;
· принципы трансформация координат;
· способы активизации смещений;
· принципы программирования скорости резания и подачи.
При освоении раздела необходимо:
· изучить раздел 2 из учебного пособия, а также материал по данному разделу из источников, указанных в библиографии;
· выполнить тесты к разделу 2;
· ответить на вопросы для самоконтроля.
Активизация смещений
Активизация смещений зависит от тех или иных G-функций; она возможна при помощи «таблиц смещения нуля», а также при помощи первого и второго аддитивных смещений нуля ZS (рис. 2.4). Таблицы смещения нуля используют для хранения смещений между нулевой точкой М, с одной стороны, и нулевыми точками Р или W. Если соответствующее значение смещения активизировано, то это значение автоматически добавляется системой ЧПУ к каждому абсолютному значению координаты в управляющей программе. Таблицы смещения нуля представлены в файловой системе СЧПУ в форме ASCII файлов. Процедура определения и сохранения смещений продемонстрирована на рис. 2.4 [3].
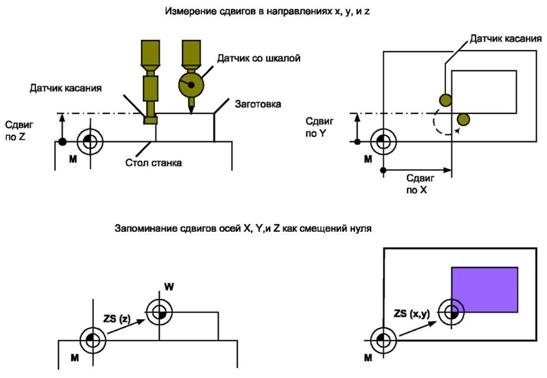
Рис. 2.4. Смещения нуля [4]
Тесты к разделу
1. C главным движением станка (шпинделем станка) связана ось:
а) Z;
б) X;
в) Y.
2. В плоскости закрепления заготовки находится и, как правило, совпадает с направлением наибольшего перемещении стола станка или инструмента ось:
а) X;
б) Y;
в) Z.
3. С направлением наименьшего перемещения стола станка или инструмента
связана ось:
а) Y;
б) X;
в) Z.
4. Круговая ось А имеет вращательное движение вокруг оси:
а) X;
б) Y;
в) Z.
5. Круговая ось B имеет вращательное движение вокруг оси:
а) Y;
б) X;
в) Z.
Интернет-ресурсы
3. http://www.tulaspecinstr.ru/files/chpu/CNC_methodica.pdf – Сосонкин, В. Л., Мартинов, Г. М. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G -функций. – (дата обращения: 28.11.2014).
4. http://www.marshal-group.com/opredelim-fazovoe.html. – Marshal Group. Современные информационные и телекоммуникационные технологии, консалтинг и аналитика. –
(дата обращения: 28.11.2014).
Раздел 3. Программирование в коде ISO
Основные термины и понятия
G -коды, абсолютные и относительные координаты, интерполяции, коррекция и компенсация размеров инструмента, манипулирование запрограммированным контуром, основы программирования в коде ISO, подпрограммы, программирование в декартовых координатах, программирование в полярных координатах, структура кадра, структура управляющей программы, разбиение управляющей программы, сводная таблица G -кодов, связь между декартовыми и полярными координатами, траектория движения, управление организацией движения.
Основные обозначения
САПР – система автоматизированного проектирования.
СОТС – смазочно-охлаждающие технологические среды.
СЧПУ – система числового программного управления.
УП – управляющая программа.
УЧПУ – устройство числового программного управления.
ЧПУ – числовое программное управление.
CAM (Computer-aided manufacturing) – автоматизированная система, предназначенная для подготовки управляющих программ для станков с ЧПУ с помощью ЭВМ.
WCS (World Coordinate System) – мировая система координат.
WSN (Workplane for Setting Null) – торцевая плоскость «нулевого инструмента».
Глоссарий к разделу
Абсолютная система отсчета – система координат, в которой отсчет производится от начальной нулевой точки.
Адрес – часть слова.
Декартова система координат – обычно прямоугольная система координат с одинаковыми масштабами по осям.
Зенитный угол – угол вертикального подъема над выбранной плоскостью в сферической системе координат.
Кадр (фраза) – часть УП, состоящей из информации для выполнения одного перехода при обработке детали или же для перемещения суппорта из одной точки в другую при позиционировании (отвод, подвод), а также для выполнения технологических команд.
Координаты точки – совокупность чисел, определяющих положение этой точки.
Относительная система отсчета – система координат, в которой отсчет производится от последней точки траектории перемещения.
Полюс – точка, из которой выходит полярная ось.
Полярная ось – луч, задающий полярную систему координат.
Полярная система координат – двухмерная система координат, в которой каждая точка на плоскости определяется двумя числами – полярным углом и полярным радиусом.
Полярный угол или азимут (азимутальный угол) – угловая координата в полярной и сферической системах координат.
Прямоугольная система координат – прямолинейная система координат с взаимно перпендикулярными осями на плоскости или в пространстве.
Радиальная координата – расстояние от точки до начала координат.
Система координат – комплекс определений, реализующий метод координат,
т. е. способ определять положение точки или тела с помощью чисел или других символов.
Слово – часть кадра, содержащая информацию об одной из программируемых функций (команд).
Сферическая система координат – система координат для отображения геометрических свойств фигуры в трех измерениях посредством задания трех координат (кратчайшее расстояние до начала координат, зенитный и азимутальный углы).
G -код – условное именование языка программирования устройств с числовым программным управлением.
Методические рекомендации для студента по изучению раздела
Цель: изучить программирование в коде ISO.
Учебные вопросы:
Основы программирования в коде ISO; структура управляющей программы, структура кадра; подпрограммы; разбиение управляющей программы; G -коды; сводная таблица
G -кодов; траектория движения; интерполяции; управление организацией движения; коррекция и компенсация размеров инструмента; программирование в декартовых координатах; программирование в полярных координатах; связь между декартовыми и полярными координатами; манипулирование запрограммированным контуром; абсолютные и относительные координаты.
Изучив раздел, студент должен:
знать:
· основы программирования в коде ISO;
· структуру управляющей программы, структуру кадра;
· основные сведения о подпрограммах;
· принципы разбиения управляющей программы;
· G -коды и их основную таблицу;
· траекторию движения;
· основные сведения об интерполяции;
· принципы управления организацией движения;
· способы коррекции и компенсации размеров инструмента;
· особенности программирования в декартовых и полярных координатах;
· связь между декартовыми и полярными координатами;
· манипулирование запрограммированным контуром;
· принципы работы в абсолютных и относительных координатах;
уметь:
· разрабатывать управляющие программы;
владеть навыками:
· подбора подготовительных и вспомогательных функций;
· составления управляющих программ и кадров в правильной последовательности.
При освоении раздела необходимо:
· изучить раздел 3 из учебного пособия, а также материал по данному разделу из источников, указанных в библиографии;
· выполнить тесты к разделу 3;
· решить задачи к разделу 3;
· ответить на вопросы для самоконтроля.
Тесты к разделу
1. Часть управляющей программы, состоящей из информации для выполнения одного перехода при обработке детали или же для перемещения суппорта из одной точки в другую при позиционировании (отвод, подвод), а также для выполнения технологических команд, называется:
а) кадром;
б) словом;
в) адресом;
г) системой координат;
д) содержимым адреса.
2. Часть кадра, содержащая информацию об одной из программируемых функций (команд), называется:
а) словом;
б) адресом;
в) системой координат;
г) содержимым адреса.
3. Условное именование языка программирования устройств с числовым программным управлением – это:
а) G -код;
б) М -код;
в) S -код;
г) F -код;
д) С или С+.
4. Совокупность чисел, определяющих положение какой-либо точки, называется:
а) координатами точки;
б) системой координат;
в) радиальной координатой;
г) полярной осью.
5. Комплекс определений, реализующий метод координат, т. е. способ определять положение точки или тела с помощью чисел или других символов называется:
а) системой координат;
б) координатами точки;
в) радиальной координатой;
г) полярной осью.
Задачи (упражнения, ситуационные задачи и т. д.)
с образцами выполнения, решения
Задача 1
Задача 2
Задача 3
Задача 4
Интернет-ресурсы
3. http://antrel.ru/cnc/chislovoe-programmnoe-upravlenie-chpu/ – Antrel.ru системный интегратор. Информационный сайт. – (дата обращения: 28.11.2014).
4. http://cncexpert.ru/CNC-milling/CNC-composition_of_program.php – CNCexpert.ru. информационно-технический портал. Структура управляющей программы. G -код. Основы Элементы и состав управляющей программы. Примеры программ. – (дата обращения: 28.11.2014).
5. http://delta-grup.ru/bibliot/28/30.htm – Библиотека Технической литературы. Схема построения кадра управляющей программы станка с ЧПУ. – (дата обращения: 28.11.2014).
6. http://www.tulaspecinstr.ru/files/chpu/CNC_methodica.pdf – Сосонкин, В. Л., Мартинов, Г. М. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G -функций. – (дата обращения: 28.11.2014).
7. https://ru.wikipedia.org/wiki/G-code – Википедия. Свободная энциклопедия. G-code. – (дата обращения: 28.11.2014).
8. https://ru.wikipedia.org/wiki/Полярная_система_координат – Википедия. Свободная энциклопедия. Полярная система координат. – (дата обращения: 28.11.2014).
9. https://ru.wikipedia.org/wiki/Прямоугольная_система_координат – Википедия. Свободная энциклопедия. Прямоугольная система координат. – (дата обращения: 28.11.2014).
10. https://ru.wikipedia.org/wiki/Система_координат – Википедия. Свободная энциклопедия. Система координат. – (дата обращения: 28.11.2014).
11. https://ru.wikipedia.org/wiki/Сферическая_система_координат – Википедия. Свободная энциклопедия. Сферическая система координат. – (дата обращения: 28.11.2014).
12. http://techliter.ru/news/struktura_funkcii_i_porjadok_razrabotki_upravljajushhikh_programm/2012-01-30-17 – TECHLITER. Структура, функции и порядок разработки управляющих программ для станков с ЧПУ. – (дата обращения: 28.11.2014).
13. http://www.axispanel.ru/gcode/g9091.php – Перспективное оборудование. Абсолютная и относительная системы координат. – (дата обращения: 28.11.2014).
14. http://www.cadmaster.ru/magazin/articles/cm_32_tekhtran.html – CADMASTER. Техтран: структуризация и оптимизация управляющих программ. – (дата обращения: 28.11.2014).
15. http://www.istu.edu/pages/sys_work/sbor_u_plan/files/006/006072.pdf – Стрелков, А. Б. Проектирование и симуляция в САМ -системах: образовательная программа дисциплины. – Иркутск: Иркутский государственный технический университет, 2013. – 86 с. –
(дата обращения: 28.11.2014).
16. http://www.realcoding.net/articles/dekartovy-i-polyarnye-koordinaty.html – Программирование Realcoding.Net. – (дата обращения: 28.11.2014).
Основные обозначения
СОЖ – смазочно-охлаждающая жидкость.
СЧПУ – система числового программного управления.
УП – управляющая программа.
Глоссарий к разделу
Измерительные циклы – подпрограммы для решения определенных задач измерения.
Методические рекомендации для студента по изучению раздела
Цель: изучить программирование стандартных циклов.
Учебные вопросы:
Использование стандартных циклов; циклы токарной обработки; циклы обработки отверстий; циклы фрезерной обработки; измерительные циклы.
Изучив раздел, студент должен:
знать:
· использование стандартных циклов;
· циклы токарной обработки;
· циклы обработки отверстий;
· циклы фрезерной обработки;
· измерительные циклы.
При освоении раздела необходимо:
· изучить раздел 4 из учебного пособия, а также материал по данному разделу из источников, указанных в библиографии;
· выполнить тесты к разделу 4;
· ответить на вопросы для самоконтроля.
Циклы токарной обработки
Постоянные циклы токарной обработки деталей широко применяются при ручном написании УП в G -коде, так как позволяют значительно сократить ее длину. Применение того или иного стандартного цикла зависит от конфигурации детали и возможностей СЧПУ конкретного станка.
К основным циклам токарной обработки можно отнести:
1. Однопроходный продольный цикл.
Чаще всего применяется для чистовой обработки заданного контура [3]. Осуществляет единственный проход по заданной траектории без учета фактической глубины резания.
Чистовая обработка содержит стандартные циклы: обработка наружной поверхности, внутренней поверхности и др. Обработка осуществляется контурным резцом. Скругления и фаски выполняются во время контурной обработки, обработка канавок выделяется в специальные циклы [4].
2. Однопроходный поперечный цикл.
Данный цикл аналогичен предыдущему, однако при этом съем припуска осуществляется при поперечном движении инструмента.
3. Многопроходный черновой продольный цикл.
Токарную операцию обычно начинают с черновой обработки, которая содержит несколько прямолинейных черновых проходов. Первый проход предусматривает удаление с поверхности заготовки окалины и исправление погрешностей формы детали; все черновые проходы имеют, как правило, постоянную глубину резания. Если деталь имеет несколько ступеней, то припуск зачастую делят на зоны [4]. При необходимости получения качественной поверхности оставляют припуск под дальнейшую чистовую обработку, обычно программируемую с помощью однопроходного продольного цикла.
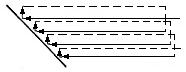
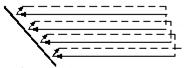
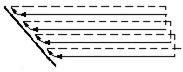
После каждого прохода отвод инструмента осуществляется одним из трех способов, представленных на рис. 4.1.
Рис. 4.1. Способы отвода инструмента при многопроходной черновой обработке:
а – перпендикулярно к оси детали; б – под углом к оси; в – параллельно профилю [4]
4. Многопроходный черновой поперечный цикл.
Данный цикл аналогичен предыдущему, однако при этом съем припуска осуществляется при поперечном движении инструмента.
5. Цикл токарного глубокого сверления.
Цикл осуществляет глубокое сверление при вращающемся шпинделе и осевой подаче невращающегося инструмента с определенным сочетанием рабочих и холостых ходов, которые будут рассмотрены в разделе «Циклы обработки отверстий».
6. Многопроходный цикл нарезания торцовых канавок.
Осуществляет нарезание на торце одной или нескольких концентрических канавок [3]. Для реализации данного цикла обработки необходимо правильно подобрать геометрию режущей пластины и самой державки.
7. Многопроходный цикл нарезания цилиндрических канавок.
Позволяет осуществить нарезание одной или нескольких канавок на цилиндрической поверхности детали (тела вращения) (рис. 4.2).
Рис. 4.2. Циклы нарезания канавок:
а – прорезание узкой фасонной канавки фасонным канавочным резцом за один поперечный проход (профиль резца должен соответствовать профилю канавки);
б – прорезание канавки средних размеров канавочным резцом за несколько поперечных проходов;
в – прорезание широкой канавки прорезным резцом за один или несколько поперечных проходов
и проходным резцом за несколько продольных проходов
8. Многопроходный цикл нарезания резьбы.
Осуществляет нарезание резьбы с автоматическим распределением припуска по проходам. Шаг резьбы выдерживается для оси, имеющей большее перемещение при нарезании резьбы. При прерывании процесса обработки клавишей «Стоп программы» останов суппорта происходит только после его отвода от нарезаемой резьбовой
поверхности [4].
Резец должен иметь профиль, соответствующий профилю резьбы. Следует точно устанавливать резец относительно детали, ибо все неточности изготовления и установки инструмента будут снижать точность изготовления резьбы. Для нарезания резьбы обычно требуется несколько проходов. Стандартные циклы могут компоноваться различными способами. Врезание может осуществляться перпендикулярно к оси детали или параллельно профилю зуба. Переменную подачу выбирают так, чтобы обеспечить постоянную площадь сечения среза. В конце цикла резьбонарезания программист может задать калибрующие проходы или остановку станка для ручного контроля параметров резьбы. В некоторых случаях калибрующие проходы выполняют отдельным чистовым резцом. Резец отводится параллельно профилю зуба резьбы, если есть канавка для выхода резьбы, или перпендикулярно к оси детали, когда канавки нет. При нарезании многозаходных резьб можно сначала нарезать один заход, затем перейти к следующему или сначала обработать все заходы, а затем изменить глубину резания. Стандартный цикл нарезания резьбы содержит переходы выбора инструмента, быстрого подвода инструмента, врезания, выполнения одного прохода, отвода инструмента. Затем все переходы, начиная с врезания, повторяются до достижения заданной глубины резьбы. Заканчивается цикл быстрым отводом инструмента в исходное положение [4].
9. Однопроходный цикл нарезания резьбы.
Реализует нарезание резьбы со съемом имеющегося припуска за один рабочий ход.
10. Цикл нарезания резьбы плашкой или метчиком.
Осуществляет нарезание резьбы при определении величины осевой подачи самим режущим инструментом. В этом цикле стараются использовать плавающие патроны, имеющие осевую и радиальную компенсации положения инструмента.
Резьба метчиками и плашками нарезается за один проход, но для каждого типоразмера резьбы требуется свой инструмент. Чтобы отнести инструмент после нарезания, нужно реверсировать вращение шпинделя в конце рабочего хода. Стандартный цикл при нарезании резьбы метчиками и плашками содержит переходы выбора инструмента, быстрого подвода, нарезания резьбы, реверса шпинделя и вывода инструмента из детали, быстрого отвода инструмента в исходное положение [4].
При программировании токарной обработки следует учитывать тип и сочетание конструктивных зон (зон выборки материала). Они бывают: открытые, полузакрытые и закрытые (рис. 4.3). Открытые зоны характеризуются наличием недобега и перебега инструмента при осуществлении рабочего хода по одной оси, полузакрытые зоны имеют либо недобег, либо перебег по одной оси, а закрытые зоны отличаются отсутствием недобега и перебега по одной оси. Каждая конструктивная зона требует применения своего режущего инструмента, что зачастую затрудняет процесс разработки УП.
['s']['_228268']=__lxGc__['s']['_228268']||{'b':{}})['b']['_697691']={'i':__lxGc__.b++};
</script>
</div><br> <table width=) |
| | Поделиться с друзьями:
|