Эта обработка заключается в сглаживании неровностей и упрочнении предварительно обработанной поверхности заготовки за счет пластического деформирования материала. Возникающие при пластическом деформировании остаточные напряжения сжатия упрочняют поверхностный слой, увеличивают усталостную прочность и износостойкость, уменьшают влияние концентрации местных напряжений.
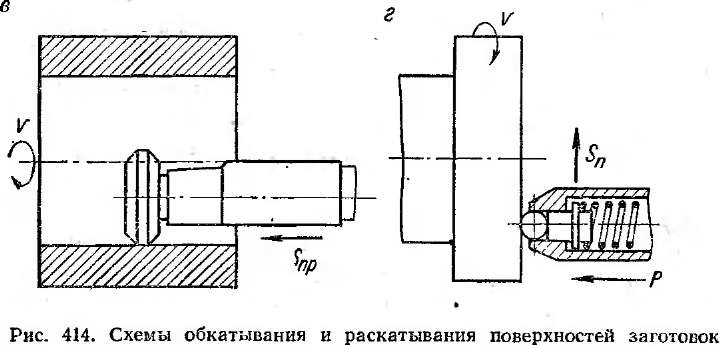
Обкатывание и раскатывание поверхностей заготовок роликами и шариками. На рис. 414, а, б приведены
а б
— s s-У
V/
схемы обкатывания роликом наружных цилиндрической и радиусной поверхностей (инструмент — обкатка), а на рис. 414, в — раскатывание цилиндрического отверстия (инструмент — раскатка). Иногда вместо ролика используют пружинящий шарик, что дает возможность обрабатывать плоские поверхности, зубья, резьбовые поверхности, беговые дорожки колец подшипников качения и т. д. (см. рис. 414,г).
При обработке заготовок недостаточной жесткости, а также при обкатке (раскатке) заготовок с большими усилиями применяют многороликовые или многошариковые обкатки и раскатки.
Более равномерно сглаживает обработанную поверхность подпружиненный инструмент. Преимущество шарика перед роликом заключается в отсутствии проскальзывания его относительно поверхности заготовки, что отрицательно влияет на качество обработки.
На эффективность процесса значительное влияние оказывают физико-механические свойства обрабатываемого материала, качество обработки поверхности на
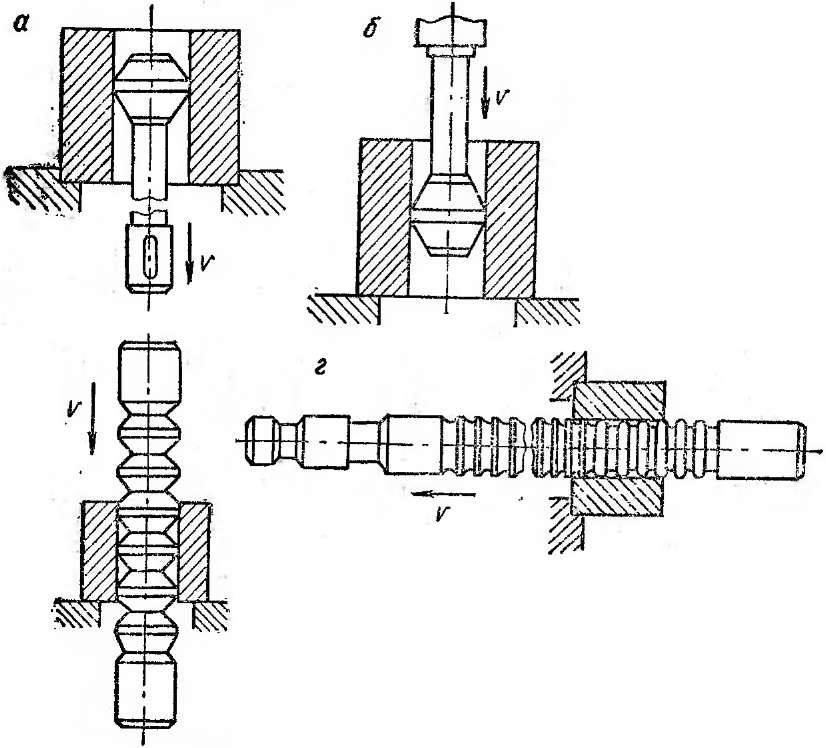 Рис. 415. Схемы калибрования отверстий
Рис. 415. Схемы калибрования отверстий
|
предшествующих операциях, число проходов, режим обработки и конструкция инструмента.
Наибольшее влияние на производительность процесса и качество обработанной поверхности оказывает величина давления рабочего инструмента, которая зависит от свойств обрабатываемого материала, размеров отверстия, диаметра обрабатывающих ролика или шарика.
Для повышения стойкости инструмента, улучшения качества поверхности и снижения эффективной мощности применяют минеральные масла (трансформаторное, веретенное) с добавлением поверхностно активных веществ.
Обкатывание и раскатывание поверхностей заготовок проводят на универсальных металлорежущих станках.
Калибрование (дорнирование) отверстий заключается в проталкивании (протягивании) инструмента определенной формы сквозь отверстие, имеющее несколько меньшие размеры, чем инструмент. При этом поверхностный слой обрабатываемого отверстия г\ пластически деформируется. Калибрование отверстий отличается от раскатывания большими давлениями и степенью деформации. Инструментом служат дорны, шарики и специальные протяжки и прошивки.
На рис. 415, а, б показано протягивание и прошивание отверстий Дорнами, обработка отверстия выглаживающей протяжкой (в), комбинированной протяжкой (г), у которой часть зубьев — режущие, а часть — выглаживающие.
Калиброванием можно получить отверстие до 2-го и даже 1-го класса точности и 9—10-й класс чистоты, повысить усталостную прочность и износостойкость обработанных поверхностей. Инструмент должен обладать высокой твердостью и износостойкостью. Его изготавливают из инструментальных сталей или из твердых сплавов.
Процесс калибрования проводят с обильной смазкой. При обработке стали применяют • минеральные масла с добавками поверхностно активных веществ, при обработке чугуна — керосин.
Динамическое упрочнение поверхностей заготовок осуществляется с целью повышения поверхностной твердости и усталостной прочности заготовки и основано на ударном воздействии упрочняющего инструмента об обрабатываемую поверхность. Наиболее часто применяют дробеструйную обработку, ротационные шариковые упрочнители.
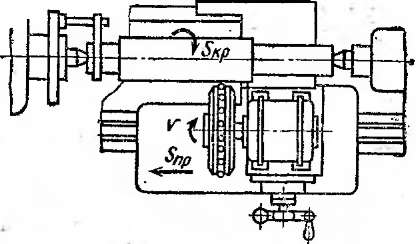
| Рис. 416. Схема ротационного упрочнения поверхности вала
|
Дробеструйную обработку применяют для заготовок сложной формы — на обрабатываемую поверхность за-
гбтовки, помещенную в специальную камеру, с большой скоростью направляется поток стальной дроби. Удары дроби вызывают в поверхностном слое заготовки неравномерную (по сечению) пластическую деформацию, в результате чего в поверхностном слое возникают значительные напряжения сжатия, что повышает усталостную прочность материала заготовки. Исходная шероховатость при этом не улучшается. Большой эффект достигается при дробеструйной обработке таких деталей, как рессорные листы, пружины, лопатки турбин.
Обработка ротационными шариковыми (роликовыми) упрочнителями основана на принципе динамического удара шариков (роликов) об обрабатываемую поверхность, для чего используют центробежную силу шариков, свободно сидящих в отверстиях быстро вращающегося диска. Схема устройства приведена на рис. 416,
Глава И
ФИЗИКО-ХИМИЧЕСКИЕ И ЭЛЕКТРОФИЗИЧЕСКИЕ СПОСОБЫ ОБРАБОТКИ
Эти способы обработки основаны на непосредственном использовании для технологических целей электрической, химической, звуковой, световой и других видов энергии.
Они обладают рядом преимуществ по сравнению с обработкой заготовок резанием:
1. Возможность обработки твердых и прочных материалов, часто не поддающихся обработке другими методами. Для электрофизических и электрохимических методов требуется лишь, чтобы обрабатываемый материал был токоироводящим.
2. Сравнительно простая кинематика устройств (станков), позволяющая легко автоматизировать регулирование процесса.
3. Значительное снижение силового воздействия на заготовку.
ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Электроискровая обработка, впервые предложенная Б. Р. Лазаренко и Н. И. Лазаренко, основана на использовании явления электроэрозии — направленного
разрушения металла под действием импульсных искровых электрических разрядов между электродами.
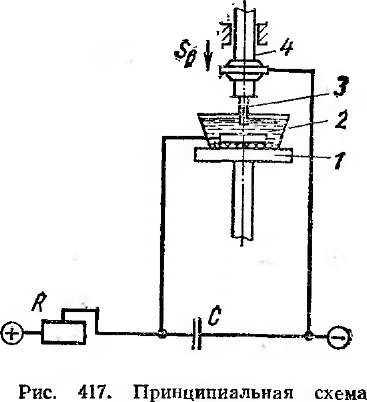
Обычно используют простейшую релаксационную схему, которая состоит *из источника постоянного тока, переменного балластного сопротивления (R) и переменной емкости — конденсаторной батареи (С), которая включена параллельно электродам. Схема обеспечивает получение энергии большой мощности от весьма маломощных источников тока и позволяет легко регулировать по величине импульсы тока в зависимости от требуемой точности и чистоты обрабатываемой поверхности. Общая емкость батареи конденсаторов составляет приблизительно 500 мкФ и состоит из нескольких групп для регулирования режима.
На рис. 417 приведена принципиальная схема электроискровой обработки.
Обрабатываемую заготовку — анод — закрепляют через изоляционную прокладку на столике 1, который имеет установочное вертикальное перемещение. Заготовку и инструмент 3 помещают в ванну 2 с диэлектрической жидкостью (керосином, минеральным маслом), необходимой для защиты инструмента от налипания на него частиц металла и уменьшения мощности искровых разрядов на боковых стенках обрабатываемого отверстия.
 электроискровой обработки
электроискровой обработки
|
Инструмент — катод из латуни или медно-графит- ной смеси — закрепляют в шпинделе 4 установки. Специальное реле поддерживает при заданном напряжении постоянное расстояние между электродами и по мере съема металла автоматически перемещает шиин» дель вместе с закрепленным в нем инструментом, обеспечивая вертикальную подачу. Необходимость применения реле объясняется тем, что процесс разрушения металла начинается с искрового разряда на участке, где расстояние между электродами кратчайшее. После разрушения этого участка разряд наступает на сосед
нем участке и т. д. Такой последовательный съем металла с поверхности обрабатываемой заготовки — анода— происходит до тех пор, пока напряжение окажется недостаточным для возникновения разрядов и процесс автоматически прекратится. Для его возобновления необходимо сближение электродов.
Точность и чистота обработанной поверхности зависят от мощности импульсных разрядов и их длительности по времени. Чем меньше энергия импульсов и больше частота разрядов, тем более чистой получается обработанная поверхность. При черновом режиме (50— 3000 имп/с) достигается 3—4-й класс чистоты, при чистовом (до 10 000 имп/с) 6—8-й класс чистоты.
Современные станки для электроискровой обработки позволяют обрабатывать отверстия диаметром до 0,15 мм с точностью до 0,01 мм.
Недостатком электроискрового способа обработки являются относительно невысокая производительность труда и недостаточная точность формы и размеров обработанной детали.
Электроимпульсная обработка—разновидность элек-' троэрозионной обработки.
Процесс обработки проводят в ванне с диэлектрической жидкостью. Между инструментом-анодом и заготовкой — катодом происходят импульсные дуговые электрические разряды, мощность и длительность которых значительно выше, чем при электроискровой обработке. В качестве источников тока используют машинные генераторы.
Производительность процесса и чистота обработанной поверхности зависят от мощности электрических импульсов. При предварительной обработке заготовок применяют длительные импульсные разряды большой мощности, а при окончательной обработке — импульсы Высокой частоты и малой мощности. В первом случае йроизводительность процесса значительно выше, чем при электроискровой обработке. Износ электрода-инструмента при электроимпульсной обработке меньше, чем при электроискровой.