Полимер в цилиндре пластикатора нагревают до превращения в гомогенный расплав с определенной вязкостью и затем нагнетают из цилиндра в форму. Существует несколько источников разогрева перерабатываемого материала: а) внешние нагреватели; б) механическая работа шнека узла инжекции; в) в меньшей степени — внутреннее трение при прохождении материала по рас-плавопроводам и каналам системы впрыска и формования.
Известно, что полимеры — плохие проводники тепла и что они чувствительны к перегреву. Поэтому как с точки зрения качества материала, так и по соображениям экономичности процесса, время пребывания полимера в цилиндре пластикатора должно быть минимальным. Оно влияет на общее время цикла. С другой стороны, чрезмерный нагрев материала увеличивает время охлаждения изделия. Действительно, для литьевых машин с высокой скоростью впрыска, используемых для производства тонкостенных емкостей, например чашек (при времени цикла 2 с или менее), критическим фактором, ограничивающим повышение производительности, является не время заполнения формы, а время, необходимое для отвода тепла от отливки с целью предотвращения коробления или разрушения изделия. Для отвода тепла от форм используют теплообменники, от которых вода поступает в охлаждающие каналы полуформ под давлением до 0,6 МПа.
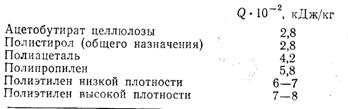
Количество тепла, необходимое для нагрева и пластикации полимера, является функцией нескольких параметров: а) удельной теплоемкости материала; б) его температуропроводности; в) теплоты плавления (для
кристаллических полимеров). Это количество тепла для различных материалов изменяется в широких пределах, поэтому количество пластицированного материала, которое машина способна подготовить, зависит от тепло-физических свойств перерабатываемого полимера при температуре формования. Ниже указано количество тепла, необходимое для пластикации различных полимеров при температуре литья:
Влияние давления впрыска
Давление впрыска может существенно изменяться в зависимости от типа машины и конструкции формы. Оно необходимо для инжекции пластицированного материала в форму, ее заполнения и изготовления изделия без дефектов (вмятин и пустот). При перемещении поршня или шнека расплавленный полимер проходит через сопло в систему распределительных литников и заполняет оформляющую полость формы. При выдержке полимера в форме необходимо поддерживать давление постоянным с целью предотвращения утечки материала из формы и для компенсации усадки материала в форме при охлаждении. Первым застывает материал в литнике, так как сечение его минимально. После отверждения литника давление можно снять. Изменение его в цикле литья показано на рис. IV. 14. Давление в гидросистеме машины помимо впрыска обеспечивает удержание формы в сомкнутом состоянии.

Рисунок 31 Изменение давления в полости формы в процессе цикла литья:
1-4 - плунжер (шнек) движется вперед; 4 —6 — плунжер (шнек) возвращается в исходное положение; 1,2 — заполнение полости формы; 2, 3 - уплотнение материала («подпитка»); 3— 6 — охлаждение; 3 — достижение максимального давления; 4 — вытекание некоторого количества расплава из формы; 5—уплотнение литника; 6 — сохранение остаточного давления
Усилие смыкания формы должно превышать давление впрыска. В поршневых машинах вследствие захвата плунжером не только пластицированного, но и твердого материала может происходить падение давления, поэтому в начале цикла давление должно быть несколько выше, чем
давление впрыска. В шнековых машинах при пластикации перед шнеком образуется некоторый запас пластицированного материала, который создает противодавление на шнек. Давление впрыска в шнековых машинах меньше, чем в поршневых, так как шнек подает только пластицирован-ный материал. Таким образом, можно считать, что производительность шнековой машины больше, чем поршневой, при том же усилии смыкания,






