Цель работы
Приобрести практические навыки по выбору и расчету режимов ручной электродуговой сварки стыкового соединения.
Исходные данные
Пример задания исходных данных приведен в табл. 1.
Таблица 1
Данные для расчета режимов электродуговой и газовой сварки
| № варианта
| Электродуговая сварка
|
| Марка свари-ваемого мате-риала
| Предел проч-ности σв, МПа
| Толщина материала S, мм
| Длина шва l, мм
| Тип шва
|
|
| Сталь 25
|
|
|
| вертикальный
|
Задание
Установить оптимальные режимы ручной электродуговой сварки стыкового соединения деталей.
Работа выполняется в соответствии с данным методическим указанием, лекционным материалом по дисциплинам «Материаловедение и технология конструкционных материалов» и рекомендуемой литературой.
Для указанного в исходных данных варианта требуется выполнить:
6. Начертить (в масштабе) эскиз подготовки сварного соединения и тип шва.
7. Выбрать марку электрода и рассчитать расход электродов для сварки.
8. Определить число проходов.
9. Начертить схему сварочного поста.
10. Рассчитать силу сварочного тока и определить расход электроэнергии для сварки.
11. Рассчитать основное (технологическое) время сварки.
Порядок выполнения работы
1. Эскиз подготовки сварного соединения и тип шва
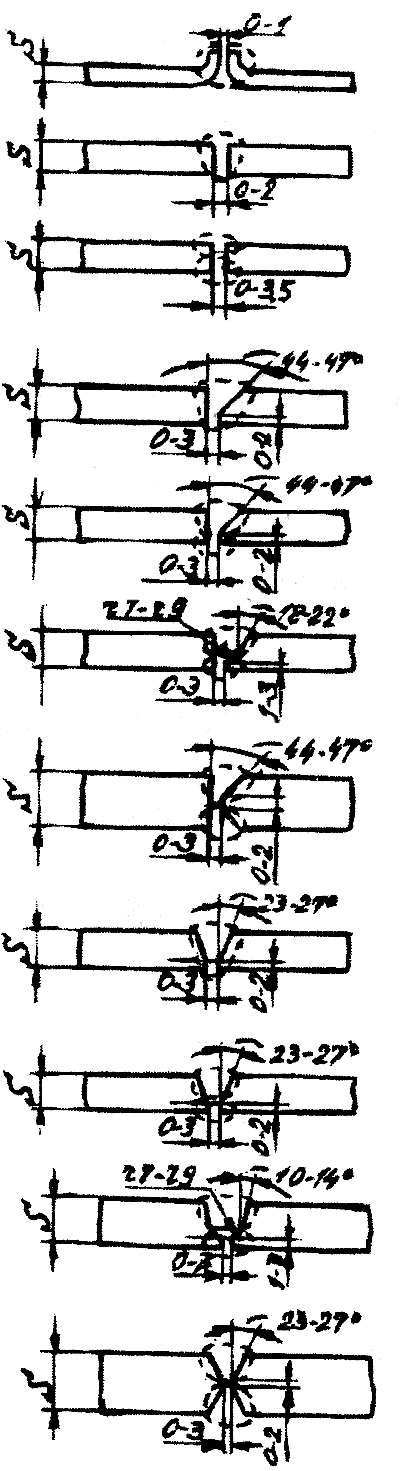
Основные типы, конструктивные элементы и размеры сварных стыковых соединений по ГОСТ 5264-80 приведены в табл. 2.
В зависимости от заданной в табл. 1 толщины свариваемого материала из табл. 2 выбирается тип сварного соединения и форма его поперечного сечения.
На рис. 1 показаны различные типы сварных швов стыковых соединений.
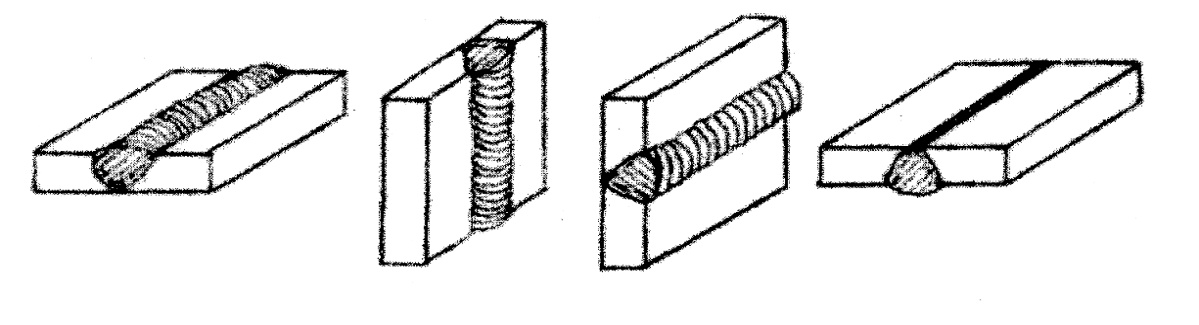
а) б) в) г)
Рис. 1. Типы швов при различном положении в пространстве:
а – нижний; б – вертикальный; в – горизонтальный; г – потолочный
Таблица 2
Типы, конструктивные элементы и размеры
сварных стыковых соединений
| Обозначение типа сварного соединения
| Толщина материала S, мм
| Форма поперечного сечения сварного соединения
|
| С1
односторонний
| 1÷4
| 
|
| С2
односторонний
| 1÷4
|
|
| С42
двухсторонний
| 6÷12
|
|
| С8
односторонний
| 3÷60
|
|
| С12
двухсторонний
| 3÷60
|
|
| С13
двухсторонний
| 15÷100
|
|
| С15
двухсторонний
| 8÷100
|
|
| С17
односторонний
| 3÷60
|
|
| С21
двухсторонний
| 3÷60
|
|
| С23
двухсторонний
| 15÷100
|
|
| С25
двухсторонний
| 8÷120
|
|
2. Выбор марки электрода и расчет
расхода электродов для сварки
В зависимости от заданной в табл. 1 толщины свариваемого материала из табл. 3 выбирается диаметр электрода.
Таблица 3
Зависимость диаметра электрода от толщины
свариваемого материала
| Толщина материала, мм
| 0,5÷2
|
| 4÷8
| 9÷12
| 13÷15
| 16÷20
| > 20
|
| Диаметр электрода, мм
| 1,5÷2
|
|
| 4÷5
|
| 5÷6
| 6÷10
|
Примечание. Для вертикальных швов диаметр электрода не должен быть более 5 мм, для потолочных и горизонтальных – не более 4 мм.
Выбранный из табл. 3 диаметр электрода уточняется по табл. 4.
Таблица 4
Размеры электродов (ГОСТ 9466-75)

| Диаметр электрода dЭ, мм
| 1,6
|
| 2,5
|
|
| 5,6,8,10,12
|
| Длина электрода L, мм
| 200,250
|
| 250,300
| 300,350
| 350,450
|
|
Тип и марка электрода выбирается из табл. 5 исходя из следующего условия:
 ;
;
где σвсв.шва – предел прочности материала сварного шва, МПа (кГ/мм2);
σвосн.мет. – предел прочности свариваемого материала, МПа (кГ/мм2).
Таблица 5
Характеристики электродов (ГОСТ 9466-75 и ГОСТ 9467-75)
для ручной электродуговой сварки конструкционных сталей
| Тип электрода
| Марка обмазки
| Род и полярность тока
| Тип сварного шва
| Коэффициент наплавки КН, г/А·ч
| Назначение электрода
|
| Э34
| АН-1
| ПР, ПС, любая
| Все
| 9,0
| Сварка малоуглеродистых и низколегированных сталей
|
| Э42
| ОММ-5, СМ-5
| То же
| То же
| 7,2
|
| Э42
| ЦШ-7
| То же
| То же
| 10,6
|
| Э42
| АНО-1
| То же
| Нижний
| 15,0
|
| Э42
| ОМД-2
| То же
| Все
| 10,0
|
| Э42
| ВСП-1б
| ПР, ПС, обратная
| То же
| 10,0
|
| Э42
| ВСЦ-2
| ПС, любая
| То же
| 10,5
|
| Э42А
| УОНИ-13/45
| ПС, обратная
| То же
| 8,5
|
| Э42А
| СМ-11
| То же
| То же
| 9,5
|
| Э42А
| УП-1/45
| ПР, ПС, обратная
| То же
| 10,0
|
| Э42А
| УП-2/45
| То же
| То же
| 10,0
|
| Э46
| МР-3
| ПР, ПС, любая
| Все
| 7,8
|
| Э46
| ОЗС-6
| То же
| Нижний
| 10,5
|
| Э46
| ЗРС-1
| То же
| То же
| 14,0
|
| Э46
| ОЭС-3
| ПР, ПС, обратная
| Все
| 15,0
|
| Э46
| РБУ-4
| ПР, ПС, обратная
| Все
| 2,8
| Сварка малоуглеродистых
и низколегированных
сталей
|
| Э46
| РБУ-5
| То же
| То же
| 9,0
|
| Э46
| АНО-3
| ПР, ПС, любая
| То же
| 8,5
|
| Э46
| Э-138-45Н
| ПР, ПС, обратная
| То же
| 8,5
|
| Э50
| ВСЦ-3
| ПС, любая
| То же
| 9,5-13,0
| Сварка среднеуглеродистых и низколегированных сталей
|
| Э50А
| УОНИ-13/55
| ПС, обратная
| То же
| 9,0
|
| Э50А
| ДСК-50 УП-1/55
| ПР, ПС, обратная
| То же
| 10,0
|
| Э55А
| УОНИ-13/55Ц
| ПС, обратная
| Нижний и потолочный
| 9,5
|
| Э60А
| УОНИ-13/65
| То же
| Все
| 9,0
| Сварка легированных сталей
повышенной прочности
|
| Э70
| ЛКЗ-70
| То же
| Нижний
| 9,5
|
| Э85
| УОНИ-13/85
| То же
| Все
| 10,0
|
| Э85
| УОНИ-13/85Ц
| ПР, ПС, обратная
| То же
| 9,0
|
| Э100
| УЛ-13-63
| ПС, обратная
| То же
| 9,0
|
| Э150
| НИИАТ-3
| То же
| То же
| 10,0
|
Примечания: 1. Цифры в типе электрода (например Э46) обозначают предел прочности материала шва в кГ/мм2 (46кГ/мм2 или 460 МПа), буква «А» - повышенные пластические свойства шва.
2. ПР – переменные ток, ПС – постоянный ток.
Пример обозначения электрода в технических документах:
Электроды УОНИ-13/45-3,0 ГОСТ 9466-75,
где УОНИ-13/45 – марка электрода (тип электрода Э42А);
3,0 – диаметр электрода dэ = 3 мм.
Расчет необходимого для сварки количества электродов производится по следующей формуле:

где nэ – количество электродов в штуках, которые округляются до ближайшего целого числа;
l – длина шва, мм;
Fн – площадь поперечного сечения сварного соединения, мм2;
Кэ – коэффициент, учитывающий потери наплавленного металла на огарки, разбрызгивание и угар.
Кэ = 1,15 ÷ 1,25;
dэ – диаметр электрода, мм;
L – длина электрода, мм.
Площадь поперечного сечения сварного соединения Fн рассчитывается как сумма площадей элементарных геометрических фигур, из которых складывается поперечное сечение сварного соединения. На рис. 2 в виде примера приведена форма поперечного сечения сварного соединения типа С17 и С21.
В данном примере площадь поперечного сечения сварного соединения Fн определяется по следующей формуле:
Fн = (2·F'+F'')·1,1,
где множитель 1,1 учитывает площадь F'''.

Рис. 2. Форма поперечного сечения сварного соединения типа С17 или С21
3. Определение числа проходов
За один проход площадь поперечного сечения наплавленного материала должна быть не более 30÷40 мм2. Первый проход (проварка корня шва) выполняется электродами диаметром не более 5 мм (обычно диаметром 4 мм). При первом проходе (рис. 3) площадь поперечного сечения наплавленного металла F1 определяется по следующей формуле
F1 = (0,6 ÷0,8) · dэ.
Для последующих проходов площадь поперечного сечения наплавленного металла F посл определяется по следующей формуле:
F посл = (0,8 ÷ 1,2) · dэ.

Рис. 3. Многослойный многопроходной шов
С учетом сказанного выше число проходов nn определяется по следующей формуле:
nn=  .
.
4. Схема сварочного поста
Схемы сварочных постов на постоянном и переменном токе приведены на рис. 4 и 5.

Рис. 4. Схема сварочного поста на постоянном токе:
1 – якорь генератора; 2,7 – обмотки возбуждения; 3 – реостат; 4 – вспомогательная щетка; 5,6 – главные щетки; 8 – электрод; 9 – дуга; 10 – свариваемые детали; 11 – сварочный стол.
Рис. 5. Схема сварочного поста на переменном токе:
1 – предохранители; 2 – сварочный трансформатор; 3 – дроссель-регулятор;
4 – электрод; 5 – дуга; 6 – свариваемые детали; 7 – сварочный стол.
5. Расчет силы сварочного тока и определение расхода электроэнергии для сварки
Сила сварочного тока определяется по одной из нижеприведенных формул
I = К · dэ · Кш
или
I = (20 + 6 · dэ) · dэ · Кш,
где I – сила тока, А; К – коэффициент (табл. 6); Кш – коэффициент (табл. 7); dэ – диаметр электрода, мм.
Таблица 6
Значение коэффициента К
| dэ, мм
|
|
|
|
|
|
| К
| 25÷30
| 30÷45
| 35÷50
| 40÷55
| 45÷60
|
Таблица 7
Значение коэффициента Кш
| Тип шва
| Нижний
| Горизонтальный
| Вертикальный
| Потолочный
|
| Fн < 1,5 · dэ
| Fн > 3 · dэ
|
| Кш
| 1,0
| 0,85÷0,9
| 1,0÷1,15
| 0,85÷0,9
| 0,75÷0,8
|
Расход электроэнергии определяется следующим образом:
а) для сварки на переменном токе q = 4 ÷ 6 кВт·ч на 1 кг наплавленного металла (в расчёте принять среднее значение q = 5 кВт·ч на 1 кг наплавленного металла);
б) для сварки на постоянном токе 3 ÷ 4 кВт·ч на 1 кг наплавленного металла (в расчёте принять среднее значение q = 3,5 кВт·ч на 1 кг наплавленного металла).
Расход электроэнергии составит

где  – масса наплавленного металла, кг; ρ = 7,8 г/см3 – плотность материала шва.
– масса наплавленного металла, кг; ρ = 7,8 г/см3 – плотность материала шва.
6. Расчет основного (технологического) времени сварки
Основное время сварки определяется по следующей формуле

где То – основное (технологическое) время сварки, ч; I – сила тока, А; К н– коэффициент наплавки, г/А·ч (табл. 5).
Оценивание результатов выполнения и защиты домашнего задания






