На основе анализа ряда различных приспособлений можно рекомендовать соотношение между жесткостями установочных и зажимных элементов приспособлений
J 2 = (1,5…2,5) J 1 (77)
где J 1 и J 2 – жесткости соответственно установочных и зажимных элементов, Н/мм.
Если неизвестны величины J 1 и J 2, то для расчета зажимных сил можно принять приближенно
J 1/ (J 1 + J 2) = (0,3…0,4)
J 2 / (J 1 + J 2) = (0,6…0,7)
Меньшие значения в первом соотношении и большие во втором следует брать для зажимных систем пониженной жесткости.
3.12. Основы проектирования гидравлических,
пневматических, механических, энергетических и электронных установок для технологического оборудования
3.12.1. Пневматический привод
Исходной энергией в пневматических приводах является энергия сжатого воздуха. Широкому внедрению пневматических устройств способствуют следующие их достоинства /10/:
· относительная простота конструкции и эксплуатации, а, следовательно, низкая первоначальная стоимость и быстрая окупаемость затрат;
· надежность работы в широком диапазоне температуры, влажности запыленности окружающей среды;
· пожаро- и взрывобезопасность;
· большой срок службы, достигающий 10...50 млн. циклов;
· высокая скорость перемещения выходного звена пневматических исполнительных устройств (линейного до 15 м/с, вращательного до 100000 об/мин);
· легкость получения и относительная простота передачи энергоносителя и возможность снабжения им большого количества потребителей от одного источника;
· отсутствие необходимости в защитных устройствах при перегрузке.
К основным недостаткам пневматических устройств можно отнести:
· недостаточная плавность перемещения рабочих элементов, особенно при переменной нагрузке, из-за сжимаемости воздуха;
· сложность позиционирования исполнительных органов пневмодвигателей;
· небольшое давление сжатого воздуха в рабочих полостях (0,4...0,6 МПа) и поэтому относительно большие размеры пневмодвигателей для получения значительных сил.
По схеме действия пневмоцилиндры подразделяются на односторонние и двусторонние.
В пневмоцилиндрах одностороннего действия давление сжатого воздуха действует на поршень только в одном направлении, в другую сторону поршень со штоком перемещается под действием других сил и поэтому их используют в случаях, когда при зажиме детали требуется сила большая, чем при разжиме. Пневмоцилиндры с пружинным возвратом обычно используют для выполнения небольших перемещений (0.5...1.5D), т.к. встроенная пружина, сжимаясь, значительно снижает усилие, развиваемое поршнем.
В пневмоцилиндрах двустороннего действия перемещение поршня со штоком под действием сжатого воздуха происходит в двух противоположных направлениях и поэтому их используют в случаях, когда и при зажиме и при разжиме детали требуется одинаково большая сила.
Пневмокамеры применяют в зажимных, фиксирующих, переключающих, тормозных, прессующих устройствах станков, прессов, варочных и других машин, в приводах арматуры с тяжёлыми условиями работы, обусловленными загрязнённостью окружающей среды, низким качеством очистки сжатого воздуха от механических частиц и влаги.
Достоинства пневмокамер:
· малая трудоёмкость при изготовлении;
· высокая герметичность рабочей полости;
· отсутствие необходимости в подаче распыленного масла;
· низкие эксплуатационные расходы;
· высокий ресурс (при нормальных условиях эксплуатации пневмокамеры выдерживают до 106 циклов).
Недостатки:
· малая величина хода;
· непостоянство усилия по ходу;
· относительно низкая долговечность диафрагм.
Диафрагмы могут быть эластичными (из резины, резинотканевых и синтетических материалов) и металлические (из специальных сортов стали, бронзы и латуни толщиной листа 0,2...0,5 мм).
Пневмокамеры с упругими диафрагмами бывают одностороннего и двустороннего действия. В зависимости от способа компоновки с приспособлениями пневмокамеры подразделяют на универсальные, встраиваемые и прикрепляемые.
3.12.2 Гидравлический привод
Гидравлический привод - это самостоятельная установка, состоящая из нагнетательной аппаратуры, гидродвигателя, системы управления, распределительных и предохранительных устройств, трубопроводов (в соответствии с рисунком 6.8). В качестве рабочей жидкости в гидравлических приводах обычно служит масло индустриальное И20А или И40А.
Гидроприводы обладают следующими достоинствами:
· возможность бесступенчатого регулирования в широких пределах скоростей и подач;
· простота и легкость управления;
· плавность и бесшумность работы;
· высокое давление масла в гидросистеме (до 15 МПа) и соответственно способность развивать большие усилия при небольших габаритах;
· способность работать в динамических режимах, при частых включениях, реверсах и др;
· рабочая жидкость выполняет одновременно функции смазки, предохраняя движущиеся части привода от износа и коррозии.
К недостаткам гидроприводов можно отнести:
· высокая первоначальная стоимость (за счет сложности нагнетательных аппаратов, управляющей и контрольно-регулирующей аппаратуры);
· повышенные требования к эксплуатации в целях предупреждения утечки масла.
Усилие на штоке цилиндрадвустороннего действия (пневматического и гидравлического) определяется по формулам:
· при подаче рабочей среды в бесштоковую полость
P шт = 0,785 D ц2 p ɳ, Н (78)
· при подаче рабочей среды в штоковую полость
P шт = 0,785 (D ц2 – d шт 2) p ɳ, Н (79)
где D ц – диаметр цилиндра, мм;
d шт – диаметр штока, мм;
p – номинальное рабочее давление, Н/мм2;
ɳ – коэффициент полезного действия (для пневмопривода – 0,85, для гидропривода – 0,9).
В расчетах можно принять d шт = 0,5 D ц.
Усилие на штоке пневматической камерыопределяется по формуле:
P шт = 0,26 (D 2 + Dd + d2)pɳ, Н (80)
где D – диаметр диафрагмы, мм;
d – диаметр штока, мм.
При d = 0,7 D
P шт = 0,58 D 2 pɳ, Н (81)
3.12.3 Пневмогидравлический привод
Пневмогидравлические приводы состоят из преобразователя давления, который соединен с гидроцилиндрами приспособлений и необходимой аппаратурой. Преобразователи предназначены для преобразования энергии сжатого воздуха в энергию масла с увеличенным давлением. В пневмогидравлическом приводе исходной энергией является энергия сжатого воздуха, которая преобразуется вначале в энергию сжатой жидкости, а уже затем в силу на штоке. Различают пневмогидравлические приводы с преобразователями прямого и последовательного действий. Пневмогидравлический привод с преобразователем прямого действия состоит из пневмоцилиндра одностороннего действия с поршнем и гидравлического цилиндра одностороннего действия с поршнем. Сжатый воздух (p =0,4 - 0,6 МПа) поступает в бесштоковую полость пневмоцилиндра и перемещает поршень со штоком влево. Шток, являясь одновременно плунжером, сжимает масло до давления p. Под действием давления масла p поршень гидроцилиндра перемещается влево создавая на штоке силу.
3.13. Сборочные приспособления. Типы сборочных приспособлений. Элементы сборочных приспособлений. Специфика конструирования сборочных приспособлений. Приспособления для изменения
положения собираемой сборочной единицы
3.13.1 Сборочные приспособления
Сборочные приспособления устройства и механизмы употребляют в машиностроении для установки, закрепления, правильного взаимного расположения собираемых деталей и сборочных единиц.
Сборочные приспособления используют при узловой и общей сборке изделий. Они являются простыми, доступными и эффективными средствами механизации ручной сборки, а также необходимыми дополнительными устройствами обычного и автоматизированного сборочного оборудования. Сборочные приспособления обеспечивают быструю установку и закрепление сопрягаемых элементов изделия.
Использование сборочных приспособлений улучшает качество изделий, облегчает труд сборщиков и повышает производительность их труда.
3.13.2. Типы сборочных приспособлений
По степени специализации их подразделяют на универсальные и специальные.
Универсальные приспособления применяют в единичном и мелкосерийном производстве. К ним относят плиты, сборочные балки, призмы и угольники, струбцины, домкраты и различные вспомогательные детали и устройства (подкладки, клинья, винтовые прихваты). Комплект этих сборочных приспособлений служит основой для создания сборочных стендов, применяемых при узловой и общей сборке машин.
1. Струбцина стальная для стягивания и временного закрепления между собой деталей. Один конец скобы струбцины имеет пяту с канавками, простроганными во взаимно-перпендикулярных направлениях, увеличивающими сцепление струбцины с изделием. Второй конец скобы представляет собой круглую гайку, имеющую ленточную нарезку. В гайку ввернут винт с наружным диаметром 36 мм. На конце винта, обращенном внутрь скобы, закреплена вращающаяся пятка, рабочая плоскость которой также имеет простроганные канавки. На другом конце винта свободно вставлен стальной стержень длиной около 300 мм.
2. Хомут для стягивания деталей элементов двутаврового сечения (подкрановые балки, колонны, ригели, диафрагмы). В двух траверсах, изготовленных из балки или швеллера № 12 или № 14, на концах сверлится по одному отверстию диаметром 24—30 мм.
В отверстия пропускают стальные стержни диаметром 22— 26 мм, имеющие на концах нарезку с гайками. Стягивание осуществляют путем навинчивания и подтяжки гаек.
3. Домкрат распорный для распора собираемых деталей. Корпус домкрата изготовляют из круглой заготовки диаметром 65 мм. Внутренняя поверхность корпуса имеет ленточную нарезку— с одного конца правую, с другого левую. Каждый из распорных стержней также имеет нарезку различного направления. При пользовании домкратом он вводится между плоскостями конструкции, затем с помощью стального ломика корпус домкрата поворачивается в таком направлении, при котором он свинчивается со стержней. Таким образом, создается усилие распора. Домкратом пользуются, когда требуется разжать концы скрепленных деталей или предупредить сближение их при сварке. Применяются также стяжные домкраты.
4. Клин, изготовленный кузнечным способом или вырезанный из уголка, весьма часто применяется для устранения депланации1 при сборке листовых конструкций, а также в других случаях при выполнении сборочных работ.
5. Скоба из полосовой стали применяется для устранения смещения обушков в двух собираемых уголках. В теле скобы имеются овальные отверстия. Заводя скобу между палками уголков, с помощью небольшого стального ломика легко помещают обушки уголков.
6. Скоба, вырезанная из листовой стали толщиной 20—30 мм совместно с клином, применяется для подтяжки листов к полкам швеллеров или балок.
7. Сборочные шайбы привариваются к листовым цилиндрическим конструкциям и затем удаляются после сборки конструкций на заводе или на монтаже.
8. Прокладки зажимаются между торцами собираемых цилиндрических обечаек для получения необходимого зазора в стыке.
Толщина прокладки равна величине зазора. В прокладке по кондуктору сверлят два отверстия, расстояние между которыми на 2 мм меньше толщины собираемых листов. В одно из отверстий вставляют
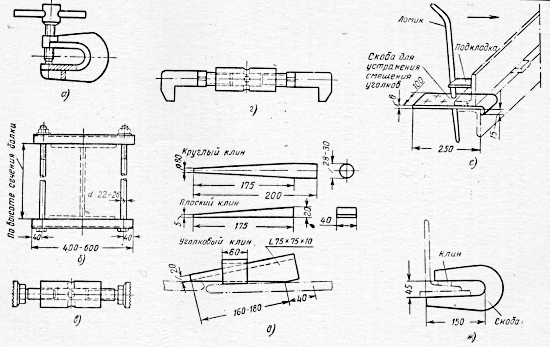
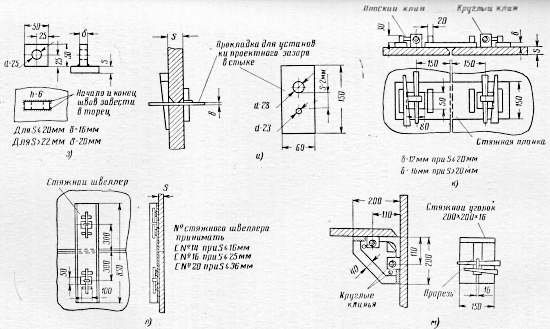
Рис. 46. Сборочные приспособления:
а – струбцина стальная, б – хомут, в – домкрат распорный,
г – домкрат стяжной, д – клинья, е – скоба для устранения смещения уголков, ж – скоба для подтяжки листов, з – сборочная шайба, и – прокладка для получения в стыке проектного зазора, к – стяжная планка, л – стяжной швеллер, м – стяжной уголок.
цилиндрическую пробку с ограничителем, а во второе забивают коническую пробку, чем устраняют поперечное смещение стыкуемых листов.
9. Стяжные приспособления из листовой планки, швеллера или уголка с набором круглых и плоских клиньев применяют для установки в проектное положение стыкуемых листовых деталей различных конструкций, к которым приварены сборочные шайбы.
Специальные приспособления применяют в крупносерийном и массовом производстве для выполнения определенных сборочных операций. По назначению их разбивают на два основных типа.
К первому типу относят приспособления для неподвижной установки и закрепления базовых деталей и узлов собираемого изделия. Приспособления этого типа облегчают сборку и повышают производительность труда, так как рабочие освобождаются от необходимости удерживать объект сборки руками. К приспособлениям данного типа обычно не предъявляют требований точной установки закрепляемых деталей; сила закрепления должна быть достаточной для предотвращения смещения детали от действия сил и моментов, возникающих при выполнении сборочных операций. Для удобства и повышения производительности труда сборщиков приспособления часто выполняют поворотными.
Приспособления для крепления базовых деталей и узлов могут быть одно- и многоместными. Одноместные приспособления служат для закрепления одного собираемого изделия. При использовании многоместных приспособлений производительность труда сборщиков повышается в результате сокращения вспомогательного времени на одновременную установку и съем нескольких изделий.
Работу на многоместном приспособлении ведут по принципу последовательной или параллельной концентрации технологических переходов. Последний случай имеет место при одновременной затяжке резьбовых соединений на всех закрепленных в приспособлении изделиях с помощью многошпиндельного гайковерта. Многоместные приспособления должны обеспечивать равномерное и быстрое закрепление всех деталей.
Приспособления данного типа могут быть стационарными и передвижными. Стационарные приспособления устанавливают на верстаках или сборочных стендах, передвижные — на тележках или плитах конвейеров. При автоматической сборке эти приспособления (приспособления-спутники) должны обеспечивать точную установку базовых деталей. В них должно быть предусмотрено устройство для съема готового изделия в конце сборки.
Ко второму типу специальных сборочных приспособлений относят приспособления для точной и быстрой установки соединяемых частей изделия. При использовании таких приспособлений сборщик не производит выверки взаимного положения сопрягаемых деталей, так как оно обеспечивается автоматически доведением их баз до соприкосновения с опорами и направляющими элементами приспособления. Такие приспособления применяют для сварки, пайки, клепки, склеивания, развальцовки, посадки с натягом, резьбовых и других сборочных соединений. Они обеспечивают значительное повышение производительности и необходимы при автоматизации сборочного процесса.
Приспособления этого типа могут быть одно- и многоместными, стационарными и подвижными. Подвижные приспособления применяют при большой программе выпуска мелких и средних изделий в условиях конвейерной сборки. Они характерны, в частности, для сборки методом пайки и склеивания.
Наряду со сборочными приспособлениями описанных типов в машиностроении используют приспособления для предварительного деформирования собираемых упругих элементов (пружин, рессор, разрезных колец и т. д.), а также для выполнения соединений с натягом, когда при сборке необходимо приложение больших сил. Приспособления этого типа облегчают труд сборщиков, повышают производительность. Приводят их в действие вручную, используя усилители (рычажные, винтовые, комбинированные) или силовые узлы (пневмо, гидро- или электроприводы).
3.13.3. Элементы сборочных приспособлений
Специальные сборочные приспособления состоят из корпуса и смонтированных на его основе установочных элементов и зажимных устройств. Назначение установочных элементов то же, что и в станочных и контрольных приспособлениях, т. е. обеспечивать требуемое положение деталей и частей изделия без выверки. В качестве установочных элементов применяют стандартные или специальные детали в зависимости от вида используемых установочных баз. Так как в качестве последних служат окончательно обработанные поверхности деталей собираемого изделия, то установочные элементы приспособления должны иметь достаточные опорные поверхности (постоянные опоры с плоской головкой по ГОСТ 13440 — 68, опорные пластину по ГОСТ 4743—68, широкие призмы, пальцы и другие элементы).
В приспособлениях для крепления базовых деталей установочные элементы часто облицовывают твердой резиной или пластмассами, чтобы предупредить порчу поверхностей этих деталей.
Зажимными устройствами фиксируют полученное при установке положение собираемых деталей и обеспечивают их устойчивость в процессе выполнения сборочной операции. Зажимные устройства предупреждают смещение собираемого изделия под влиянием сил, возникающих при выполнении соединений. Вместе с тем они не должны деформировать детали изделия или портить их поверхности. Это обеспечивается использованием мягких вставок в зажимных элементах.
В сборочных приспособлениях применяют те же зажимные механизмы, что и в станочных приспособлениях. Если рабочая зона приспособления ограничена необходимостью подачи сопрягаемых деталей по его траекториям, зажимное устройство должно быть по возможности малогабаритным и должно быть расположено так, чтобы не затруднять сборку. Этому требованию удовлетворяют низко расположенные прихваты и Г-образные прижимы. Для сокращения вспомогательного времени привод зажимных устройств осуществляют от силовых узлов — пневмо- или гидроцилиндров. При использований гидроцилиндров получается более компактная конструкция сборочного приспособления.
Непосредственное закрепление базовых деталей собираемого узла на магнитной (электромагнитной) плите недопустимо из-за возможности его намагничивания. Для небольших сил закрепления весьма удобны и быстродейственны вакуумные зажимные устройства, а для больших сил — пружинные. Последние часто применяют в приспособлениях для пайки и склеивания деталей. Они не препятствуют тепловому расширению деталей при нагреве и их сжатию при охлаждении. В качестве материала пружин используют сплавы на основе Со — Ni — Сr — W — Мо, выдерживающие высокую температуру нагрева (до 400 °С) без заметного снижения механических свойств.
Пружинные зажимы применяют на стационарных приспособлениях и на приспособлениях-спутниках.
Для определения сил закрепления необходимо знать условия выполнения сборочных процессов. Так, при склеивании (клеем БФ-2 и др.) необходимо прижатие соединяемых деталей давлением 15-20 МПа. При пайке силу прижатия устанавливают из условия прочной фиксации собираемых деталей. При выполнении резьбовых соединений базовая деталь изделия воспринимает реактивный момент от затяжки этих соединений, поэтому их необходимо прочно удерживать от провертывания. Если используется многошпиндельное винтозавертывающее устройство, реактивный момент воспринимается деталью и корпусом устройства. Зная внешнюю силу или момент, схему установки и закрепления собираемого изделия, а также реакции опор, можно найти необходимую силу закрепления.
Расчет сил закрепления сводится к задаче статики на равновесие изделия под действием приложенных к нему внешних сил. Найденная сила закрепления должна быть меньше или равна предварительно определенной из условий допустимой деформации базовой детали изделия. В связи с этим выбор мест приложения сил закрепления имеет большое значение. Силы закрепления необходимо передавать через закрепляемые детали на жесткие опоры приспособления, избегая деформаций изгиба и скручивания. При расчете сил закрепления учитывают наибольшие значении сдвигающих сил и моментов, а также коэффициент запаса k. Его величину берут в пределах 1,5-2,5 в зависимости от схемы установки и закрепления. При установке базовой детали на достаточно большие участки чисто обработанной поверхности коэффициент трения берут 0,16.
К вспомогательным устройствам сборочных приспособлений относят поворотные и делительные механизмы, фиксаторы, выталкиватели и другие элементы. Их функциональное назначение и конструктивное оформление такие же, как и у станочных приспособлений. При конструировании поворотных приспособлений с горизонтальной осью вращения центр тяжести изделия по мере присоединения к нему деталей может изменять свое положение. Положение оси следует выбирать так, чтобы момент поворота был наименьшим, а сумма работ на вращение поворотной части-приспособления по всем переходам сборки была минимальной.
3.13.4. Специфика конструирования специальных сборочных
приспособлений
Исходными данными при конструировании являются чертеж изделия, технические условия на приемку изделия, технологический процесс сборки, который определяет последовательность и содержание операций, принятое базирование, оборудование и инструменты, режимы работы, а также заданную производительность с учетом времени на установку, закрепление и снятие собранного изделия.
Конструирование приспособления начинают с уточнения схемы установки базовой и сопрягаемых деталей изделия. Затем определяют тип, размер, число и взаимное расположение установочных элементов. Зная силы, возникающие в процессе сборки, устанавливают место приложения и величину сил для закрепления базовых деталей. Исходя из этого, а также, учитывая заданную производительность, конфигурацию и точность изделия, выбирают размер и конструкцию зажимного устройства. Далее выявляют элементы для направления собираемых деталей, устанавливают необходимые вспомогательные устройства, оформляют конструкцию корпуса приспособления. При этом используют имеющиеся нормали и стандарты.
При конструировании сборочных приспособлений необходимо учитывать базирование сопрягаемых деталей. В зависимости от требуемой точности их взаимного положения при сборке и в готовом изделии назначают допуски на размеры установочных и направляющих деталей сборочного приспособления на основании анализа размерной цепи данной технологической системы.
Особое внимание должно уделяться конструированию приспособлений для автоматической сборки, так как для них необходима высокая надежность работы. При сильном закреплении сопрягаемых деталей необходимо учитывать возможные деформации и их влияние на точность сборки.
К приспособлениям для сборки, при которой детали изделия подвергаются нагреву (сварка различных видов, пайка, склеивание при использовании клеев горячего отверждения), предъявляются дополнительные требования, приведенные ниже.
Точность сборки зависит от вида сопряжения деталей, точности их изготовления, метода базирования при сборке, а также от точности сборочного приспособления. Наибольшая точность обеспечивается при сборке сопрягаемых деталей по центрирующим поверхностям без зазора. В этом случае приспособление не влияет на точность сопряжения деталей по их концентричности. При неподвижных сопряжениях деталей, ориентируемых при сборке но центрирующим элементам с гарантированным зазором, их наибольшее смещение в боковом направлении от среднего положения равно максимальному радиальному зазору. Применяя конические или разжимные направляющие элементы приспособления, можно это смещение перед окончательным скреплением деталей свести к минимуму. При подвижном соединении точность взаимного положения деталей не зависит от точности приспособления, а определяется точностью изготовления самих деталей. Взаимное положение осей механизма зависит от точности расположения отверстий в пластинах и от зазоров между цапфами и отверстиями.
При отсутствии центрирующих элементов сборку изделия ведут, совмещая технологические базы сопрягаемых деталей с измерительными, от которых производится измерение заданного размера. В результате совмещения технологических и измерительных баз точность сборки будет наибольшая, так как погрешность базирования при этом равна нулю.
Погрешность базирования в сборочных приспособлениях может достигать больших значений, чем при механической обработке.
3.13.5. Приспособления для изменения положения
собираемого изделия
При больших размерах изделий для изменения их положения в процессе сборки применяют поворотные устройства.
Основными приспособлениями для поворота и вращения изделий при сборке являются роликовые опоры, кантователи и поворотные кондукторы. Кондукторы облегчают установку деталей в требуемое положение при сборке, а манипуляторы облегчают установку собранного изделия в любое положение, удобное для сборки. Кондукторы и манипуляторы широко применяются при серийном и массовом производстве.
При конструировании поворотных приспособлений с горизонтальной осью вращения центр тяжести изделия по мере присоединения к нему деталей может изменять свое положение. Положение оси следует выбирать так, чтобы момент поворота был наименьшим, а сумма работ на вращение поворотной части приспособления по всем переходам сборки была минимальной.
Манипуляторы (рис. 47, а — г) применяют в качестве универсальных поворотных приспособлений при сварке различных машиностроительных конструкций. Наибольшее распространение получили карусельные и консольные манипуляторы. Планшайба манипулятора может поворачиваться в пределах 180—360o с помощью электродвигателей.
Позиционеры (рис. 4, д) отличаются от манипуляторов тем, что не имеют переменной регулируемой скорости вращения планшайбы и поэтому не могут применяться для вращения изделия при автоматической сварке кольцевых швов. Позиционеры служат для поворота и установки изделия в наиболее удобное для сварки положение.
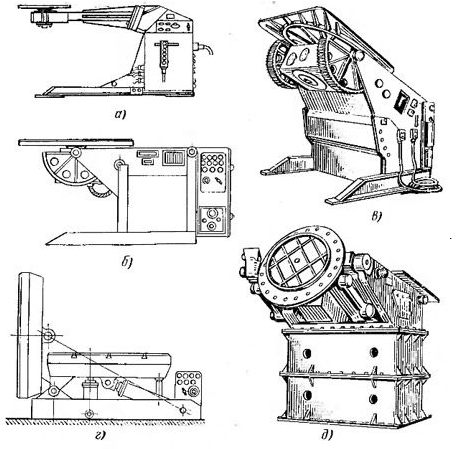
Рис. 46. Манипуляторы и позиционеры:
а – консольный маниплятор; б и в – карусельные манипуляторы;
г – манипулятор с гидравлическими домкратами для изменения угла наклона вращающейся шайбы в пределах до 90°;
д – позиционер грузоподъемностью до 16 т.
3.14. Контрольные приспособления. Назначение и типы контрольных приспособлений. Основные элементы контрольных
приспособлений.
3.14.1. Контрольные приспособления
В условиях современного производства задача повышения производительности и точности средств технических измерений может быть с успехом решена широким внедрением контрольных приспособлений.
Контрольными приспособлениями проверяются самые различные параметры деталей и узлов машин:
· линейные размеры (диаметры отверстий и валов, длины, высоты, глубины и т. п.);
· взаимное положение поверхностей;
· отклонения от правильной геометрической формы поверхностей деталей (некруглость, нецилиндричность и др.);
· нелинейные параметры (упругость, твердость, герметичность стенок и сварных швов и др.);
· испытания работоспособности собранных узлов и машин в эксплуатационных условиях или в условиях, к ним приближающихся.
Конструкция каждого контрольного приспособления должна удовлетворять разносторонним требованиям, важнейшими из которых являются оптимальная точность измерения и производительность контроля, технологичность в изготовлении, износоустойчивость, удобство в эксплуатации, а также экономическая целесообразность.
Конструкция всего контрольного приспособления в целом и всех входящих в него устройств, а также используемых в нем измерительных средств должна быть принята такой, чтобы, с одной стороны, полностью удовлетворять условиям выполнения контрольной операции, и, с другой стороны, делать его применение экономически целесообразным.
Важное значение имеет анализ погрешностей измерений, присущих конструкции каждого контрольного приспособления. Под погрешностью измерения понимается разность между показаниями контрольного приспособления и действительным значением проверяемой величины. Суммарная погрешность метода измерения на приспособлении определяется совокупностью ряда погрешностей: метода и схемы измерения, принятых в конструкции приспособления, конструкции базирующих и зажимных устройств, передающих устройств и перемещаемых подвижных элементов, метрологических характеристик используемых измерительных устройств, установочных калибров или образцовых деталей, по которым производится настройка измерительных устройств приспособления, измерительного усилия, температурных колебаний и др.
В суммарную погрешность измерения включается погрешность вследствие отклонений от размеров и геометрической формы базирующих и контролируемых поверхностей проверяемых деталей в пределах установленных на них допусков. Эти погрешности, как правило, конструктором приспособления не могут быть ни уменьшены, ни тем более устранены и часто достигают значительных величин.
Однако абсолютная величина суммарной погрешности метода измерения и конструкции контрольного приспособления не дает еще достаточных данных для суждения о правильности выбора конструктивной схемы приспособления.
Решающее значение имеет не абсолютная, а относительная погрешность. Под относительной погрешностью понимается погрешность, выраженная в долях числового значения измеряемой величины и определяемая в процентах.
Допустимые пределы относительных погрешностей для контрольных приспособлений пока еще не регламентированы какими-либо официальными нормативными материалами.
Контроль качества изделий очень важен в современном машиностроении. Применение универсальных измерительных инструментов и калибров малопроизводительно, и не всегда обеспечивает нужную точность и удобство контроля, а в условиях поточно-автоматизированного производства вообще неприемлемо.
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машины.
Погрешность измерения в зависимости от назначения изделия допускают в пределах 83% поля допуска на контролируемый объект. Общая (суммарная) погрешность измерения определяется рядом ее составляющих:
· погрешностью схемы измерения;
· погрешностью установки контролируемого изделия;
· погрешностью настройки приспособления по эталону, износу деталей приспособления, а также колебаниями температуры.
На выбор схемы измерения большое влияние оказывает заданная производительность контроля. При 100% проверки деталей в поточном производстве время контроля не должно превышать темпа работы поточной линии.
3.14.2. Назначение и типы контрольных приспособлений.
Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных – переносные. Наряду с одномерными находят широкое применение многомерные приспособления, где за одну установку проверяют несколько параметров.
Контрольные приспособления делят на пассивные и активные.
Пассивные применяют после выполнения операций обработки.
Активные устанавливают на станках, они контролируют детали в процессе обработки, давая сигнал на органы станка или рабочему на прекращение обработки или изменение условий ее выполнения при появлении брака.
По технологическому назначению различают контрольные приспособления для приемки заготовок и обработанных деталей, приспособления для контроля деталей в процессе их обработки на станках и приспособления для контроля правильности наладки и протекания технологического процесса.
Приспособления для приемочного контроля заготовок (отливок и поковок) и обработанных деталей должны служить надежным заслоном, предохраняющим производство и сборку от брака. Одновременно эти приспособления дают данные для суждения о стабильности действующих технологических процессов.
Приспособления для контроля правильности обработки деталей на станках являются наиболее прогрессивными, активно воздействующими на технологический процесс и предупреждающими брак. Контроль в процессе обработки существенно повышает производи-тельность технологических процессов, исключая необходимость частых остановок оборудования для проведения ручного измерения.
К группе приспособлений для контроля правильности наладки и протекания технологического процесса относятся, прежде всего, измерительные устройства для статистического анализа стабильности производственных операций, а также различные вспомогательные устройства для установки режущего инструмента и станочных приспособлений.
3.14.3. Основные элементы контрольных приспособлений
Контрольные приспособления — это специальные производственные средства измерений, представляющие собой конструктивное сочетание базирующих (установочных), зажимных, передающих, измерительных и вспомогательных элементов, смонтированных на корпусе приспособления.
Благодаря комплексу этих основных элементов контрольное приспособление обеспечивает объективность, точность и производительность контроля.
Базирующие элементы обусловливают правильность положения проверяемых деталей относительно средств измерения. Вместе с тем они дают возможность снижения до минимума трудоемкости операций установки деталей на приспособлениях.
На установочные элементы (опоры) ставят проверяемую деталь своими измерительными базами для проведения контроля. Для установки применяют постоянные опоры со сферическими и плоскими головками, опорные пластины, а также специальные детали (секторы, кольца и т. д.) в зависимости от конфигурации детали.
Опоры со сферическими головками применяют для установки деталей на необработанные базы; с гладкой поверхностью – на обработанные базы.
Призмы используют для установки деталей на внешние цилиндрические поверхности.
Для проверки деталей на радиальное или осевое биение применяют установку на одно или два соосных цилиндрических отверстия.
Часто детали для проверки устанавливают на конические кольца или разжимные оправки. Кроме того применяют различные сочетания элементарных поверхностей в качестве установочных баз (плоскость - наружная цилиндрическая поверхность, плоскость – отверстия и т. д.)
Зажимные устройства (пружинные, эксцентриковые, пневматические и также устройства с приводом (пневмозажимы)). Часто применяют комбинированные зажимные устройства. Они способствуют повышению надежности установки детали на приспособлении, не вызывая при этом увеличения трудоемкости пользования контрольным приспособлением. Следует отметить, что значительная часть контрольных приспособлений вообще не нуждается в зажимных устройствах.
Передающие устройства (прямые и рычажные) предназначены для того, чтобы передавать на измерительные устройства отклонения проверяемых параметров деталей. Применение прогрессивных конструкций передающих устройст






