ЦЕЛЬ РАБОТЫ
1. Практическое ознакомление с конструкцией и принципом работы пресса вырубных штампов.
2. Рассчитать технологические параметры процесса (раскрой материала, коэффициент использования материала, усилие и работу вырубки-пробивки)
ОБЩИЕ СВЕДЕНИЯ
Вырубкой называют такую операцию листовой штамповки, при которой происходит отделение материала от заготовки по замкнутому контуру, причем отделяемая часть является изделием.
Пробивкой называют операцию получения отверстий путем отделения материала по замкнутому контуру внутри детали. При пробивке отделяемая часть является отходом.
При вырубке – пробивке, как и любой другой разделительной операции, отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки. Это смещение в начальных стадиях характеризуется пластическим деформированием, но завершается обязательно разрушением.
Для уменьшения искажений заготовки, которые могут вызываться пластической деформацией, последнюю необходимо локализовать. Это достигается уменьшением радиуса округления рабочих кромок инструмента и уменьшением зазора между пуансоном и матрицей.
| Рис. 3.26. Начальная стадия деформирования заготовки: 1 – пуансон; 2 – материал; 3 - матрица
|

В начальной стадии деформирования происходит врезание режущих кромок в заготовку и смещение одной части заготовки относительно другой без видимого разрушения (рис. 3.26).
При определенной глубине внедрения режущих кромок около них зарождаются трещины, эти трещины наклонены к оси инструмента под углом 4 – 60. В случае встречи трещин поверхность среза получается сравнительно ровной, состоящей из блестящего пояса, образующегося от внедрения режущих кромок до появления трещин, и наклонной поверхности разрушения в зоне прохождения трещин (рис. 3.27).
| Рис. 3.27. Образование трещин при вырубке - пробивке
|
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AAGeCEfBAAAA3AAAAA8AAABkcnMvZG93bnJldi54bWxET99rwjAQfhf2P4Qb+KbpVGR0RhmOiQoy Vseej+bWhjWXksRa/3sjCL7dx/fzFqveNqIjH4xjBS/jDARx6bThSsHP8XP0CiJEZI2NY1JwoQCr 5dNggbl2Z/6mroiVSCEcclRQx9jmUoayJoth7FrixP05bzEm6CupPZ5TuG3kJMvm0qLh1FBjS+ua yv/iZBVkv91xsje7wvDX9PCxoW7tnVRq+Ny/v4GI1MeH+O7e6jR/NoPbM+kCubwCAAD//wMAUEsB Ai0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVz XS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3JlbHMv LnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJzL3Bp Y3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAAGeCEfBAAAA3AAAAA8AAAAAAAAAAAAAAAAAnwIA AGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACNAwAAAAA= ">

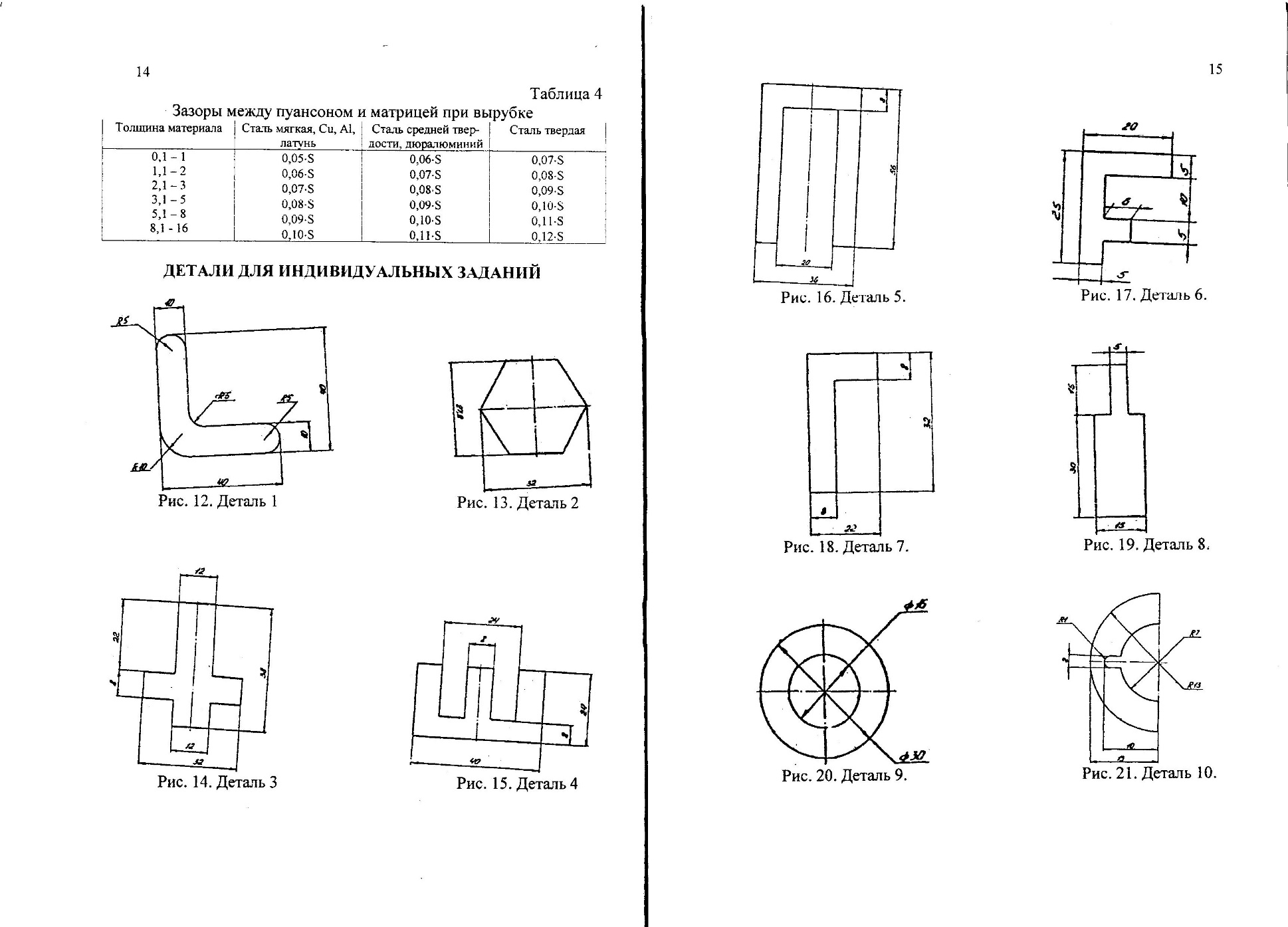
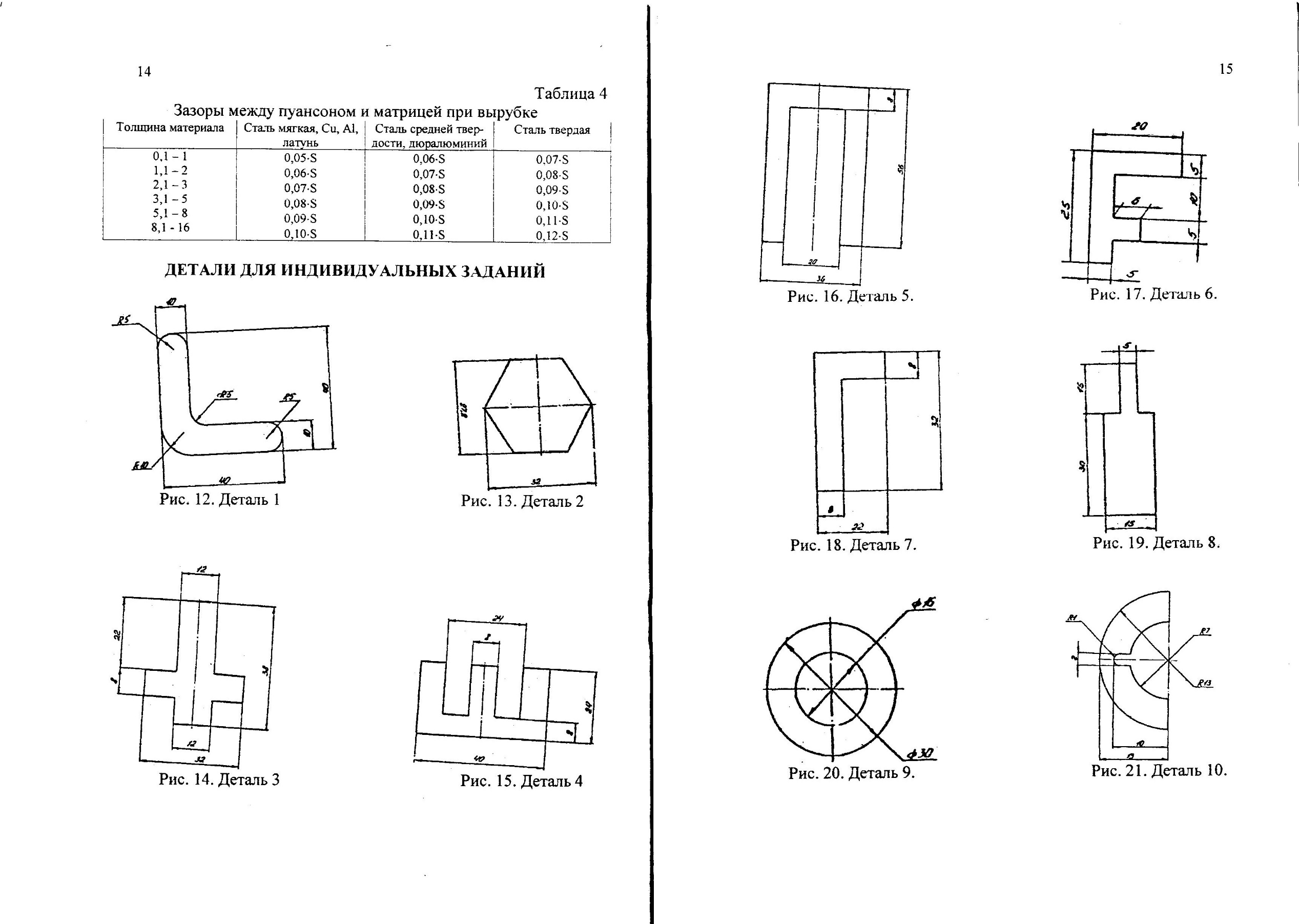
Возможность совпадения трещин, идущих от режущих кромок пуансона и матрицы, зависит от правильного выбора зазора между пуансоном и матрицей. Зазор Z назначается в зависимости от толщины и механических свойств заготовки (таблица 3.16).
Таблица 3.16
Зазоры между пуансоном и матрицей при вырубке
| Толщина
материала
| Сталь мягкая,
Cu, Al, латунь
| Сталь средней твердости,дюралюминий
| Сталь твердая
|
| 0,1 – 1
| 0,05 S
| 0,06 S
| 0,07 S
|
| 1,1 – 2
| 0,06 S
| 0,07 S
| 0,08 S
|
| 2,1 – 3
| 0,07 S
| 0,08 S
| 0,09 S
|
| 3,1 – 5
| 0,08 S
| 0,09 S
| 0,10 S
|
| 5,1 – 8
| 0,09 S
| 0,10 S
| 0,11 S
|
| 8,1 - 16
| 0,10 S
| 0,11 S
| 0,12 S
|
Зазор между пуансоном и матрицей при вырубке оказывает влияние на стойкость штампа, шероховатость поверхности среза и величину усилия.
При малом зазоре трещины не встречаются, и на поверхности среза появляются пояски выборочного среза (рис. 3.27), ухудшающие ее качество и способствующие разрушение разрушению заготовки при последующем деформировании.

Рис. 3.27. Характер среза при нормальном зазоре (а) и при малом зазоре (б).
Основным оборудованием, применяемым при вырубке - пробивке являются кривошипные прессы.
| Рис. 3.28. Кинематическая схема эксцентрикового пресса РЭВ-25
|

Пресс РЭЗ-25, кинематическая схема которого представлена на рисунке 3.28, относится к типу эксцентриковых, одностоечных, быстроходных прессов с регулируемым ходом ползуна и подвижным столом. Номинальное усилие пресса – 25 т., число ходов – 100 ход/мин.
Для операции вырубки-пробивки применяют штампы, которые могут быть простого действия (однопереходные) и комбинированные (многопереходные). Комбинированные штампы могут быть последовательного и совмещенного действия.
Штампы простого действия или однопереходные предназначены для выполнения за один рабочий ход пресса, какой либо одной операции (рис. 3.29).
| Рис. 3.29. Штампы простого действия или однопереходные
|

Штампы простого действия относят к многопереходным. На них выполняется несколько операций при перемещении заготовки в направлении подачи (рис. 3.29).
Штампы совмещенного действия выполняют несколько различных операций за один рабочий ход пресса без перемещения полосы (рис. 3.30). Основными деталями штампов является пуансон и матрица, верхняя и нижняя плиты, пуансоно - матрицедержатели, направляющие колонки и втулки, хвостовик, направляющие планки, съемник и др.
При конструировании штампов и выборе оборудования необходимо предварительно рассчитать технологические параметры процесса (раскрой, усилие вырубки, затрачиваемую работу).
| Рис. 3.30. Штампы последовательного действия или многопереходные
|

| Рис. 3.31. Штампы совмещенного действия
|

Аппаратура, реактивы и материалы:
1. Штампы.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Указать основные элементы кинематической схемы эксцентрикового пресса РЭВ – 25 (рис. 3.28).
2. Определить рациональный раскрой полосы.
Рациональное расположение в полосах характеризуется коэффициентом использования материала, формула (3.7):
 , (3.7)
, (3.7)
где ν – коэффициент использования материала;
Fд – площадь штампуемой детали;
Fз – площадь заготовки, идущей на изготовление штампуемой детали.
Тогда площадь заготовки определяется по формуле (3.8)
 , (3.8)
, (3.8)
где Т- шаг между деталями;
В – ширина полосы;
n – число рядов деталей.
| Рис. 3.32. Рациональное расположение прямоугольных деталей в полосе
|
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh ALLM6OTFAAAA2wAAAA8AAABkcnMvZG93bnJldi54bWxEj9FqwkAURN8L/sNyC75I3VTFhNRVVKgV n6r1A67Z22xo9m6a3Wrq17sFoY/DzJxhZovO1uJMra8cK3geJiCIC6crLhUcP16fMhA+IGusHZOC X/KwmPceZphrd+E9nQ+hFBHCPkcFJoQml9IXhiz6oWuIo/fpWoshyraUusVLhNtajpJkKi1WHBcM NrQ2VHwdfqyCwaQ6pd9yfc34jVbj1Ozey81Oqf5jt3wBEagL/+F7e6sVZCP4+xJ/gJzfAAAA//8D AFBLAQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVudF9U eXBlc10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEAAF9y ZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIAAGRy cy9waWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQCyzOjkxQAAANsAAAAPAAAAAAAAAAAAAAAA AJ8CAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAkQMAAAAA ">

Прямоугольные детали необходимо располагать вдоль полосы меньшей стороны с целью экономии металла (рис. 3.32).
Круглые детали и многоугольные детали необходимо располагать в ряды в шахматном порядке в условиях серийного производства (рис. 3.33).
| Рис. 3.33. Рациональное расположение круглых и многоугольных деталей в полосе
|
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh ALN7ERvGAAAA2wAAAA8AAABkcnMvZG93bnJldi54bWxEj09rAjEUxO+C3yG8Qi+iWXvwz2oUWVrw UA/aQvX22Dx3lyYv2yTVrZ++KQg9DjPzG2a57qwRF/KhcaxgPMpAEJdON1wpeH97Gc5AhIis0Tgm BT8UYL3q95aYa3flPV0OsRIJwiFHBXWMbS5lKGuyGEauJU7e2XmLMUlfSe3xmuDWyKcsm0iLDaeF Glsqaio/D99WwcfGbE/Hprj5wfOXqXaTgmavhVKPD91mASJSF//D9/ZWK5jO4e9L+gFy9QsAAP// AwBQSwECLQAUAAYACAAAACEABKs5XgABAADmAQAAEwAAAAAAAAAAAAAAAAAAAAAAW0NvbnRlbnRf VHlwZXNdLnhtbFBLAQItABQABgAIAAAAIQAIwxik1AAAAJMBAAALAAAAAAAAAAAAAAAAADEBAABf cmVscy8ucmVsc1BLAQItABQABgAIAAAAIQAzLwWeQQAAADkAAAASAAAAAAAAAAAAAAAAAC4CAABk cnMvcGljdHVyZXhtbC54bWxQSwECLQAUAAYACAAAACEAs3sRG8YAAADbAAAADwAAAAAAAAAAAAAA AACfAgAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9wAAAJIDAAAAAA== ">
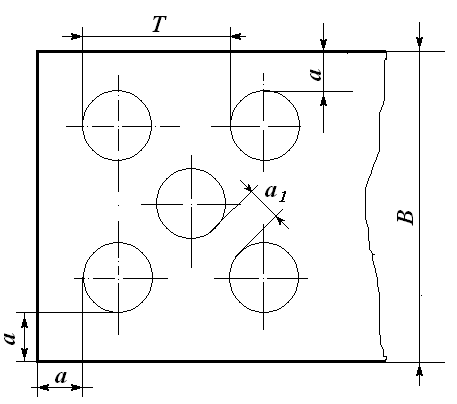
С целью экономии металла следует выбирать минимальные значения перемычек.
Однако уменьшение перемычек сверх определенных пределов может привести к повышенному износу инструмента из-за неравномерности напряжений по периметру заготовки. Кроме этого, при слишком малом значении перемычки может произойти затягивание металла в зазор между пуансоном и матрицей с образованием торцевого заусенца или даже разрывом материала.
Значение ширины перемычки зависит также и от точности типа подачи полосы.
Значительная экономия материала при штамповки деталей сложной формы может быть достигнута при встречном их расположении (рис. 3.34).
| Рис. 3.34. Встречное расположение деталей сложной формы на полосе
|

3. Расчет усилия и работы вырубки пробивки.
Потребное усилие операции вырубки-пробивки определяется по формуле (3):
Р = L·S·τср·К, (3.9)
где Р – усилие вырубки, Н;
L – периметр контура штампуемой детали, мм;
S – толщина материала (таблица 3.17), мм;
τср – сопротивление срезу (таблица 3.19), кг/мм2;
К – коэффициент, учитывающий отклонение толщины материала, твердости и т. д. (К = 1,1 – 1,3)
Работа деформирования приближенно определяется по формуле (3.10):
А = λ·Р·h, (3.10)
где А – работа деформирования, Дж;
λ – коэффициент полноты диаграммы усилие – путь (λ = 0,7 – 0,8);
Р – максимальное усилие деформирования, Н;
H – высота пояска (h = 0,5 от толщины заготовки), мм.
4. Оформить отчет и сделать необходимые выводы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Чем отличаются вырубка от пробивки?
2. Какие штампы применяются при вырубке-пробивке?
3. Чем отличается штамп простого действия от штампа комбинирования?
4. В чем отличие штампа последовательного действия от штампа совмещенного действия?
5. По какому параметру судят о рациональности раскроя?
6. Какие виды раскроя применяются?
7. Что такое встречный раскрой?
8. Как определить усилие и работу вырубки?
9. Каково назначение перемычки?
10. Какое назначение зазора между пуансоном и матрицей?
11. Перечислите основные механизмы пресса и их назначение?
12. Как снимается полоса с пуансона?
13. В чем заключается процесс вырубки-пробивки?
14. Какое назначение зазора между пуансоном матрицией?
15. Почему кромки пуансона и матрицы должны быть острыми?
Таблица 3.17
Исходные данные
| № детали
| Толщина в мм
| Материал
| № детали
| Толщина в мм
| Материал
|
|
|
| Ст10кп
|
|
| АД1
|
|
| 0,8
| Цинк
|
| 0,5
| Л62
|
|
|
| Х13
|
|
| Медь М1
|
|
| 0,5
| Э3410
|
|
| Э3410
|
|
|
| АД1
|
|
| Сталь30
|
|
| 0,5
| Э3410
|
| 1,5
| Л62
|
|
|
| Л62
|
|
| Медь М1
|
|
|
| Цинк
|
| 2,3
| Медь М1
|
|
|
| Ст10кп
|
|
| Сталь30
|
|
| 2,5
| Сталь30
|
| 2,5
| Л62
|
|
| 0,3
| Медь М1
|
|
| АД1
|
|
| 0,8
| Л62
|
| 1,5
| Ст10кп
|
|
| 2,5
| Ст10кп
|
|
|
|
Таблица 3.18
Ширина перемычки между вырубаемыми деталями и по краям полосы
| Толщина материала, мм
| Ширина перемычек, мм
|
| При размере круглых деталей
| При ширине прямоугольных деталей
|
| а
| а1
| а
| а1
|
| до 0,5
| 1,5
| 1,2
| 1,8
| 1,5
|
| 0,5-1
| 1,2
| 0,8
| 1,5
| 1,0
|
| 1-1,5
| 1,5
| 1,1
| 1,9
| 1,4
|
| 1,5-2
| 1,9
| 1,5
| 2,2
| 1,7
|
| 2-2,5
| 2,3
| 1,8
| 2,6
| 2,2
|
| 2,5-3
| 2,6
| 2,1
| 3,0
| 2,5
|
Таблица 3.19
Значение сопротивлений среза τcp
| Материал
| τcp, кг/мм2
|
| Ст10кп
|
|
| Нержавеющая Х13
|
|
| Сталь30
|
|
| Латунь Л62
|
|
| Алюминий АД1
|
|
| Медь М1
|
|
| Цинк
|
|
| Электротехническая сталь Э3410
|
|
Таблица 3.20
Зазоры между пуансоном и матрицей при вырубке
| Толщина материала
| Сталь мягкая, Cu, Al, латунь
| Сталь средней твердости, дюралюминий
| Сталь твердая
|
| 0,1-1
| 0,05∙S
| 0,06∙S
| 0,07∙S
|
| 1,1-2
| 0,06∙S
| 0,07∙S
| 0,08∙S
|
| 2,1-3
| 0,07∙S
| 0,08∙S
| 0,09∙S
|
| 3,1-5
| 0,08∙S
| 0,09∙S
| 0,10∙S
|
| 5,1-8
| 0,09∙S
| 0,10∙S
| 0,11∙S
|
| 8,1-16
| 0,10∙S
| 0,11∙S
| 0,12∙S
|
Таблица 3.21
Детали для индивидуальных заданий
 Деталь 1
Деталь 1
|  Деталь 2
Деталь 2
|
 Деталь 3
Деталь 3
|  Деталь 4
Деталь 4
|
 Деталь 5
Деталь 5
|  Деталь 6
Деталь 6
|
 Деталь 7
Деталь 7
|  Деталь 8
Деталь 8
|
 Деталь 9
Деталь 9
|  Деталь 10
Деталь 10
|
 Деталь 11
Деталь 11
|  Деталь 12
Деталь 12
|
 Деталь 13
Деталь 13
|  Деталь 14
Деталь 14
|
 Деталь 15
Деталь 15
|  Деталь 16
Деталь 16
|
 Деталь 17
Деталь 17
|  Деталь 18
Деталь 18
|
 Деталь 19
Деталь 19
|  Деталь 20
Деталь 20
|
 Деталь 21
Деталь 21
|  Деталь 22
Деталь 22
|
 Деталь 23
Деталь 23
|  Деталь 24
Деталь 24
|
 Деталь 25
Деталь 25
|
|






