

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ОТЧЁТ
По ознакомительной практике
на ОАО «ЕВРАЗ НТМК»
Проверил: Серебренникова Т.В.
Выполнил: Соколов.Д.А
Н.Тагил
СОДЕРЖАНИЕ
Введение
1. Структура ОАО «ЕВРАЗ НТМК»
2. Доменный цех
3. Кислородно-конверторный цех
4. Рельсобалочный цех
5.Цех прокатки широкополочных балок
6. Колесопрокатный цех
7. Колесобандажный цех
8. Шаропрокатный цех
Библиография
Введение
ОАО «ЕВРАЗ НТМК» является одним из основных поставщиков в России металлопроката.
Основная задача предприятия - увеличение массы продукции, повышение эффективности работы, повышение качества производимой продукции и снижения энергозатрат на производство.
Нижнетагильский металлургический комбинат (ОАО «ЕВРАЗ НТМК») – крупнейший промышленный комплекс с полным технологическим циклом, включающем в себя огнеупорное, коксохимическое, доменное, сталеплавильное и прокатное производства, транспортные, ремонтные, энергетические подразделения.
На сегодняшний день ОАО «ЕВРАЗ НТМК» входящий в структуру горно-металлургической группы «Евраз Груп С.А.» является:
-одним из тридцати ведущих производителей стали в мире, а по объёмам производства входит в пятёрку крупнейших металлургических предприятий России;
-ведущим в России производителем металлопроката для железнодорожной отрасли: рельсов, колес, бандажей, профильного проката и осевой заготовки для вагоностроения;
-единственным в стране изготовителем двутавровых и колонных профилей с параллельными гранями полок;
-одним из ведущих производителей крупносортного проката для строительства;
-крупнейшим в стране предприятием по переработке ванадийсодержащих титаномагнетитовых руд по специальным технологиям в доменном и конвертерном переделах с извлечением ванадиевого шлака и выплавкой стали, природно-легированной ванадием.
|
|
Кроме того, ОАО «ЕВРАЗ НТМК» производится: конструкционный прокат, ряд специальных профилей для машиностроения, мелющие шары, круглая, квадратная заготовки, слябы. В качестве товарной продукции выпускаются: кокс пековый, различные химические продукты, огнеупоры, стройматериалы.
На ОАО «ЕВРАЗ НТМК» успешно реализуется программа технического перевооружения производства, которая учитывает современные тенденции развития мировой металлургии и рынка металлопродукции, а также растущие требования к охране окружающей среды.
| Термоотделение |
| Готовый товар |
| ШПЦ |
| Товарные продукция |
| Товарные слябы |
| КСЦ |
| РБЦ |
| ЦПШБ |
| ЦПШБ |
| РБЦ |
| КБЦ |
| МНЛЗ№4 |
| МНЛЗ№3 |
| МНЛЗ№2 |
| МНЛЗ№1 |
| Кислородно-конверторный цех (ККЦ) |
| Доменный цех |
| Фасонно –литейный цех (ФЛЦ) |
Доменный цех
Доменный цех представляет собой комплекс сложных сооружений и оборудования. В состав цеха входят: две доменные печи объемом 2200 куб.м, рудный двор, литейный двор, бункерная эстакада,наклонный мост, скиповая яма, воздухонагреватели, разливочная машина, система газоочистки.
Рудный двор предназначен для создания резервных руд и их усреднения. Рудный двор оснащен кранами перегружателями которые представляют собой козловой кран оснащенный грейферной тележкой. На грейферной тележке установлены кабины и помещения для электропанели. Вся поступающая в доменный цех руда может быть разгружена через откидные днища полувагонов непосредственно на рудный двор или с помощью вагона опракидователя в специальную траншею. Используется роторный вагоноопракидователь стационарного типа.
Чугун – сплав железа с углеродом, содержащим углерода от 2% и более.
| Тип чугуна | Содержание химических элементов, % | ||||
| Si | S | Mn | Ti | V | |
| литейный | ≥1,2 | ||||
| передельный | 0,4-0,7 | ≤0,03 | |||
| ванадиевый | 0,05-0,15 | ≤0,03 | ≤0,35 | 0,1-0,2 | ≥0,4 |
|
|
Доменный процесс – это непрерывный процесс получения чугуна путем восстановления железа из его окислов, содержащихся в железной руде. Восстановление идет за счет углерода кокса. Температура чугуна на выпуске
составляет 1450°С. Основная реакция прямого восстановления железа из его окислов:
FeO + C = Fe + CO
Доменное производство является начальным звеном в цикле производства готового проката на комбинате. Доменная печь – основной технологический объект в этом звене.
Доменное производство НТМК имеет в своём составе шесть доменных печей со следующими полезными объёмами, м3:
ДП №1, 2 – по 1242;
ДП № 3, 4 – по 1513;
ДП №5, 6 – по 2200.
Из них в настоящее время печь №2 остановлена и будет демонтирована, №3 – стоит в ожидании реконструкции, печи № 5 и №6 – недавно запущены после реконструкции.
Основные части конструкции доменной печи:
- колошник – верхняя часть печи, куда загружаются сырые материалы;
- распар – наиболее широкая в поперечнике часть печи;
- горн – нижняя часть, где происходит горение топлива и накопление расплавленных продуктов плавки;
- мертвый слой (зумпф) – расположен ниже уровня чугунной летки;
- шахта – пространство между колошником и распаром;
- заплечики – пространство между распаром и горном.
Доменные печи комбината специализируются на выплавке двух видов чугуна: обычного передельного и ванадиевого чугуна с содержанием ванадия 0,4-0,5% для конвертерного передела на полупродукт (сталь) и ванадиевый шлак. Выплавка передельного чугуна ведется с июня 1940 г. после строительства и задувки доменной печи №1. Выплавка ванадиевого чугуна начата с 1964 г. Литейный чугун выплавляется только как раздувочный при капитальных ремонтах доменных печей. Его доля в общем производстве очень мала. Шлак, образующийся в доменной печи, разливается на шлаковозы и транспортируется для слива в цех по переработке шлака (ЦПШ).
Железорудной базой доменного передела является Тагило – Кушвинское месторождение, представленное в основном магнетитами Высокогоского, Лебяжинского и Гороблагодатского месторождений, Качканарское месторождение титано-магнетитов.
|
|
Сырьём для передельной доменной плавки является агломерат Высокогорского ГОКа, остальные виды сырья – (привозные окатыши) используются редко. Сырьем для производства ванадиевого чугуна являются агломерат и окатыши КГОКа, получаемые из титаномагнетитовых руд Качканарского месторождения.
Топливом для доменной плавки является кокс коксохимического производства и, как заменитель, природный газ.
В состав доменного цеха, кроме непосредственно доменных печей, входят следующие участки и объекты:
1 Рудный двор площадью 30 000 м2 – предназначен для приёмки, выгрузки, складирования сырья, флюсов и кокса, создания необходимых сезонных и технологических запасов. Рудный двор оборудован двумя рудными перегружателями;
2 Бункерная эстакада, предназначенная для приёмки и разгрузки сырья, флюсов и кокса непосредственно в бункера доменных печей;
3 Литейные дворы с желобами из наливных огнеупорных масс, размещенным на дворе оборудованием для выпуска чугуна и шлака, разливки их в ковши;
4 Участок воздухонагревателей на каждой доменной печи для нагрева и подачи дутья;
5 Доменные печи №№ 1,5, 6 имеют установки предварительного смешения природного газа с кислородом;
6 Сухая газоочистка (пылеуловители).
Система загрузки печи
Для равномерного распределения шихтовых материалов по сечению колошника, загрузки шихты в доменную печь, а так же для предотвращения выхода доменного газа через колошник в атмосферу. Для засыпания шихты используется засыпное устройство, в состав которого входит приёмная воронка и распределитель шихты.
Газо-воздушное оборудование
Воздухонагреватели это регенеративные теплообменники обеспечивающие нагрев воздушного дутья от 1000-1100 градусов.
Фурменный прибор предназначен для подачи горячего дутья из кольцевого воздуха для провода в фурменную часть доменной печи. Пыли уловитель- доменный газ подвергается трёх ступенчатой очистке грубая очистка газа
осуществляется в первичном сухом пыли уловители, где оседает 50-80 % пыли. Полутонкая очистка происходит в мокром скруббере и для тонкой очистки применяют электрофильтры.
|
|
Кислородно-конверторный цех
Сталь – сплав железа с углеродом, в котором содержание углерода менее 2%., преимущественно от 0,05 до 1,0%. Кроме того, в ней содержатся полезные (легирующие) и вредные (сера, фосфор, газы) примеси.
Основной реакцией получения стали из чугуна является реакция окисления углерода:
2С + О2 = 2СО = СО2
Конечная цель выплавки в любом агрегате сводится к получению жидкой стали с заданным химическим составом (марки) и температурой при минимальных затратах.
Нагрев металла и окисление углерода осуществляется по-разному в зависимости от типа процесса, определяемого конструкцией агрегата.
Агрегаты, работающие без подвода тепла от внешних источников. В них процесс протекает за счет внутреннего тепла, основными источниками которого являются физическое тепло жидкого чугуна и тепло экзотермических химических реакций, связанных с окислительным рафинированием (очищением) металла.
Такие процессы принято называть автотермическими процессами или процессами с замкнутым тепловым балансом. К этой группе относятся конвертерные процессы.
На ОАО «ЕВРАЗ НТМК» для получения стали используется кислородно- конвертерный процесс.
Кислородно-конвертерный цех
В конвертерном цехе ОАО «ЕВРАЗ НТМК» выплавляется порядка 600-от марок стали для производства транспортного, трубного, конструкционного, листового и других видов проката.
Особенностью технологии выплавки стали, является использование ванадиевого чугуна, который выплавляется в доменных печах из окатышей Качканарского ГОКа.
Весь выплавляемый металл разливается непрерывным способом на 4-х машинах непрерывной разливки (МНЛЗ).
Химический состав ванадиевого чугуна, %:
| С | Mn | V | Si | Ti | P | S |
| 4,2-4,7 | 0.25-0.35 | 0.4-0.45 | 0.05-0.20 | 0.1-0.2 | 0.03-0.05 | 0.02-0.03 |
Передел ванадиевого чугуна производится дуплекс-процессом: конвертер-конвертер. Данная технология позволяет получать чистую от примесей цветных металлов сталь и, попутно, ванадиевый шлак – основное сырье для производства пентаоксида ванадия (V2О5)
Конвертерное отделение
Из миксера ванадиевый чугун с минимальным количеством шлака сливают в заливочный ковш, перевозят его на рабочую площадку конвертерного отделения цеха и с помощью мостового крана заливают чугун в конвертер. Затем присаживается окалина в количестве 10-11 т на плавку. Интенсивность продувки составляет 150-250 м3/мин.
Для ускорения процессов формирования высокореакционного первичного железистого шлака первый период плавки обычно ведут при повышенном уровне сопла фурмы над зеркалом металла – около 2,0 м. Затем опускают фурму до уровня примерно 1,0 м, что усиливает процессы перемешивания шлако-металлической эмульсии в конвертерной ванне и обеспечивает высокую степень окисления ванадия. Конкретные технологические режимы плавок зависят от химического состава чугуна, исходной температуры чугуна и условий производства и определяются действующими технологическими инструкциями.
|
|
Полупродукт обычно содержит, %: 2,8-3,5С; 0,02-0,06V, 0,02-0,04Mn. Концентрация фосфора и серы в металле практически не изменяются.
После выпуска полупродукта ванадиевый шлак сливают через горловину конвертера в шлаковую чашу или оставляют в конвертере на следующую плавку цикла.
Средний химический состав ванадиевого шлака НТМК примерно следующий, %: 18-25 V2O5; 17-18 SiO2; 9-10 MnO; 8-9 TiO2; 26-32 Feобщ;1-3, 1-3 CaO; 0,03-0,05 P; 9-12 % металлических включений. Фактически, в связи с колебаниями химического состава доменного и миксерного ванадиевого чугуна, концентрация отдельных компонентов в ванадиевых шлаках текущего производства может несколько отличаться от приведенных выше средних значений.
Установка «печь-ковш»
После слива из конвертера ковш с жидкой сталью транспортируется к установкам «печь-ковш». Установки внепечной обработки находятся между конвертерным цехом и МНЛЗ.
Назначение установки печь-ковш:
-обеспечение заданной температуры, необходимой для выполнения требований процесса непрерывной разливки;
-получение заданного химического состава по марке стали путём корректирующих добавок различных легирующих материалов;
-гомогенизация плавки по температуре и хим. составу за счёт продувки;
-раскисление посредством присадки раскислителей;
-увеличение степени чистоты стали по неметаллическим включениям (для качественных марок стали);
-буферная функция между плавильным агрегатом и МНЛЗ (увеличение числа безостановочно отливаемых плавок);
-сокращение времени плавления и потребления энергии плавильным агрегатом;
-десульфурация стали (для этого необходимо глубокое раскисление металла и шлака, высокая основность и жидкоподвижность шлака);
-предотвращение интенсивного восстановления фосфора (т.к. фосфор удаляется из стали при значительной окисленности металла и шлака, высокой основности и жидкоподвижности шлака, низкой температуре).
Всё это увеличивает гибкость и производительность сталеплавильного цеха.
Такие операции как отбор проб, измерение температуры и окисленности, ввод проволоки, присадка шлакообразующих и легирующих материалов выполняются в процессе обработки металла. Основная часть легирующих материалов отдаётся в ковш при сливе из конвертера.
Гомогенизация расплава производится за счёт продувки аргоном через пористые пробки в днище ковша.
Вакуумирование
После доводки металла по химическому составу и температуре ковш транспортируется на вакууматор RH.
Циркуляционный вакууматор (RH) служит для окончательной обработки жидкого металла под вакуумом при остаточном давлении менее 3м.бар. При вакуумировании на циркуляционном вакууматоре из стали удаляется кислород, водород и часть азота.
Длительность вакуумирования зависит от требуемого уровня дегазации, обычно составляет 12-17 мин. Общая длительность обработки на обеих установках RH в среднем составляет 30-40 минут.
Вакуумной обработке подвергается около 50 % всего металла, выплавляемого в конвертерном цехе.
Рельсобалочный цех
Пущен в эксплуатацию в 1949 году, в 1967 году введено в эксплуатацию термоотделение.
Годовая производительность 800000 тонн в год.
Сортамент рельсобалочного цеха

Схема расположения оборудования рельсобалочного цеха 
В состав цеха входят следующие участки:
1. участок нагревательных печей
2. участок стана
3. участок отделки
4. термоотделение
Участок стана
Схема расположения оборудования стана 950/850 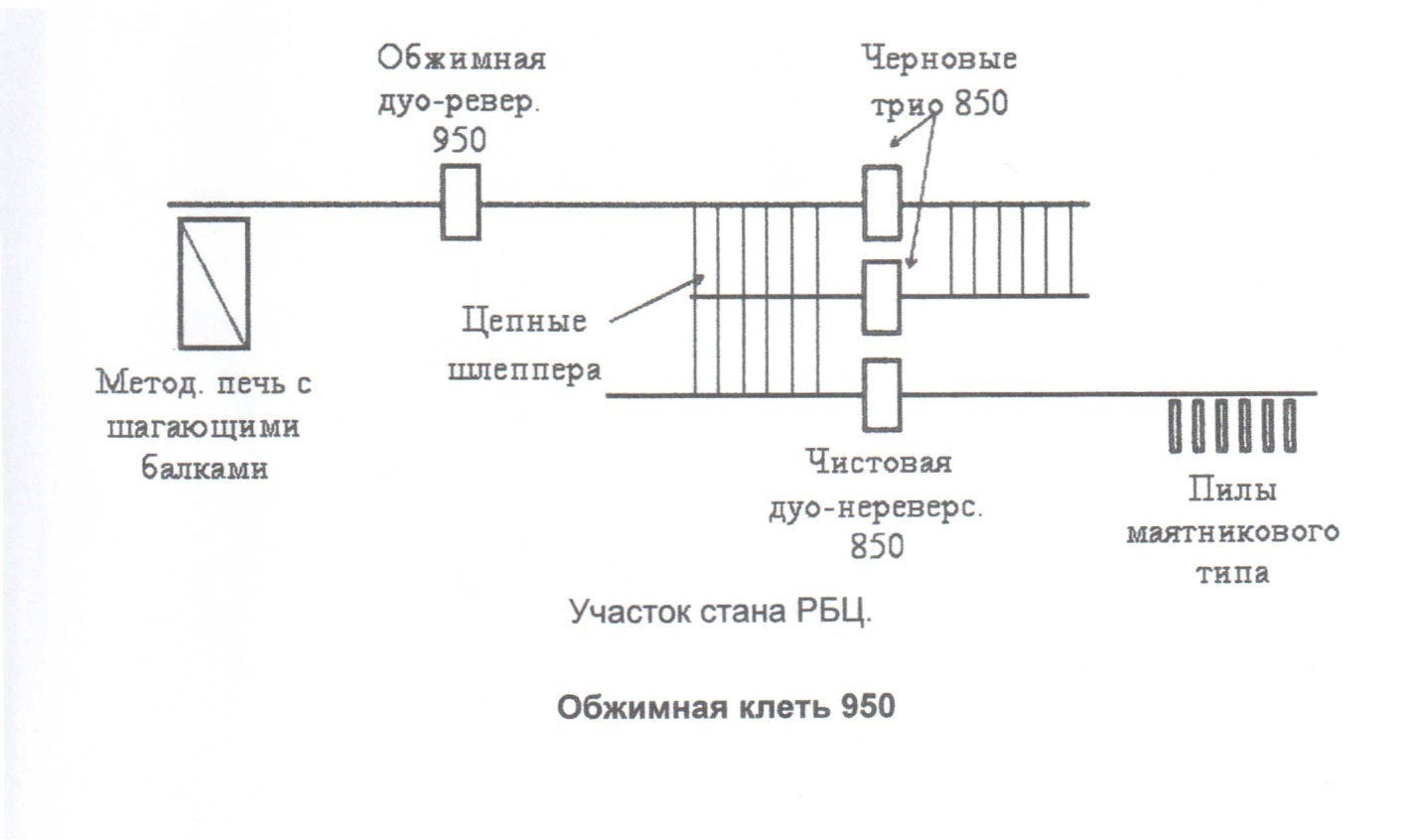
Стан линейного типа четырёх клетьевой, клети располагаются в 2 линии.
Обжимная клеть дуореверсивная с диаметром волков 950мм, длинна бочки 2300мм.
Включает 3 клети, две клети трио черновые, и одна чистовая дуо. Черновые клети имеют диаметр волка 800мм, длинной бочки 1900мм. Привод - групповой. С обеих сторон клеть оборудована подъемно качающимися столами. Чистовая клеть – нереверсивная, с диаметром волков 850мм, длинна бочки 1200мм
В состав участка входят пилы горячей резки, пилы предназначены для порезки раскатов на мерные длины, обрезы переднего и заднего конца, вырезки проб, и передачи их на средства доставки к чистовой клети, копровое отделение в лабораторию. Для резки используют пилы маятникового типа, количество пил 7, одна стационарная и 6 передвижных.
Участок отделки рельсов
В состав участка входят:
1. печи изотермической выдержки (не эксплуатируются)
2. Роликоправильные машины, предназначены для правки холодных рельсов горизонтальной плоскости.
3. Сверлильно-фрейзерные станки предназначены для фрезерования торцов, и сверления отверстия в рельсах.
Склад «сырых» рельсов
Склад предназначен для хранения «сырых» рельсов и является промежуточным звеном между участком отделки и участком термической обработки, емкость склада 8-10 тыс. тонн рельсов.
Участок термообработки
Схема расположения оборудования термоотделения

1. Нагревательная печь; 2. Закалочная машина; 3. Отпускная печь; 4. Холодильник; 5. Роликовая машина; 6. Установка устразвукового контроля; 7. Инспекторский стеллаж; 8. Пакетоукладчик; 9. Новая линия выходного контроля; 10. Правильные прессы и сверлильные станки.
Термоотделение предназначено для термической обработки рельсов, вид термической обработки закалка с последующим отпуском.
В состав термоотделения входят:
1) Семизонная методическая печь с роликовым ходом, температура нагрева под закалку 840 °С. Рельсы загружаются в печь пакетами в положении лежа на боку, емкость пакета не более 12 рельсов.
2) Закалочная машина, применяется для объемной закалки рельсов в масле. Рельсы с помощью тянущих роликов задаются в барабан закалочной машины, в каретках барабана одновременно находятся 10 рельсов, начиная с одиннадцатого рельса при повороте барабана на 30 градусов, одновременно с задачей происходить выдача закаленного рельса. Закалочная среда – масло индустриальное; время нахождения не более пяти минут; температура рельсы
3) после закалки 100-150 °С. индустриальное; время нахождения не более пяти минут; температура рельсы после закалки 100-150 °С.
4) Отпускная печь, применяется для отпуска объемно-закаленных рельсов, температура посада в печь 100-120 °С, температура выдачи рельс 450 °С.
5) Холодильник.
6) Роликоправильные машины и прессы, предназначены для окончательной отделки готовых рельс. Машины предназначены для правка рельсы и в вертикальном и в горизонтальном положении, правильный пресс для правки концов рельсы.
7) Устройство для контроля качества – ультрозвуковая установка, и устройство контроля прямолинейности рельсов.
Участок стана
Прокатная линия представлена универсально балочным станом, количество клетей в стан полунепрерывного типа, первая клеть обжимная дуореверсивная, диаметр волка 1300мм, с передней и задней стороны клеть оборудована линейко-манипуляторами и контавателями крюкового типа.
1. Главная универсальная клеть (ГУК-1) предназначена для обработки шейки внутри и наружных поверхностей фланцев при прокатке балок, диаметр горизонтальных волков 1300-1500мм, диаметр вертикальных волков 900-1100мм, горизонтальные – приводные, вертикальные – не приводные.
2. Вспомогательная клеть предназначена для обжатия кромок полок и обжатие их ширины, имеет только горизонтальные волки, диаметр волков 1100-1250мм.
3. ВК-2; ГУК-2
4. Чистовая клеть ГУК-3
Входит режущее устройство, это пилы горячей резки, количество – шесть маятникового типа из которых два стационарные и четыре передвижные.
Дюймовая машина – предназначена для нанесения клейма на стенку балки при её перемещении по рольгангу.
Колесобандажный цех
Колесобандажный цех образован 1 августа 1997 года на основе объединения колесопрокатного и прокатного цехов. Цех создан для производства цельнокатаных железнодорожных колес диаметром 957 мм, заготовок колес для вагонов метрополитена диаметром 790 мм, железных дорог узкой колеи диаметром 810 мм, тяговых передач электровозов диаметром 935-1010 мм, кранов, тележек и другого оборудования, железнодорожных бандажей диаметром 740-1690 мм, трамвайных колес с последующей обработкой.
Бандажный стан является первым подразделением ОАО «ЕВРАЗ НТМК», его ввели в эксплуатацию в 1937 году. Он спроектирован и оснащен оборудованием фирмы «Деви» (Англия) на проектную производительность 80 тыс. тонн в год бандажей.
Стан предназначен для прокатки бандажей, насаживаемых на колесные центра грузовых, маневровых локомотивов, моторных вагонов и дизельных поездов, вагонов метрополитена с нагрузкой на ось 20 тонн и более, а также различных колец простой и сложной конфигурации для нужд машиностроения.
В 1941 году бандажный стан был демонтирован для того, чтобы освободить место для прибывающего оборудования листового стана. Однако уже в 1942
году его восстановили и начали производство бандажей и кольцевых изделий по упрощенной технологии. В последующие годы стан дооснащался новым оборудованием, часть действующего оборудования была модернизирована.
Оборудование бандажного стана позволяет производить кольцевые профили массой от 260 до 1000 кг, наружным диаметром от 840 до 2600мм, с размерами поперечного сечения 80 – 180 мм.
До 1995 года в прокате использовали круглые слитки массой 2,82 тонны из мартеновской стали сифонной разливки. С ноября 1995 года используют непрерывнолитую заготовку диаметром 430мм, отливаемую на МНЛЗ №1, порезанную на пилах Вагнера заготовительного участка колесопрокатного стана.
Для нагрева заготовок под прокатку цех располагает одной методической печью и двумя камерными.
В методической печи осуществляется предварительный нагрев заготовок до температуры 950-1150  С, определяемой по температуре свода. Далее заготовки шаржир-машиной пересаживаются в камерные печи, где окончательно греются до температуры 1260-1280ºС.
С, определяемой по температуре свода. Далее заготовки шаржир-машиной пересаживаются в камерные печи, где окончательно греются до температуры 1260-1280ºС.
Нагретые заготовки укладываются шаржир-машиной на тележку и доставляются на прессо-прокатный участок.
Оборудование прессо-прокатного участка:
- парогидравлический прессе усилием 3200 т;
- черновой прокатный стан;
- чистовой прокатный стан.
На парогидравлическом прессе усилием 3200 т заготовка обжимается по высоте, затем осаживается на нижнем пуансоне и переносится на второй стол для прошивки отверстия. Величина обжатия устанавливается в зависимости от прокатываемого профиля. Центрирование заготовки, перенос со стола на стол и
установка для прошивки производится двумя клещевинами, закрепленными на прессе. Все механизмы пресса работают от гидравлики. Заготовка со стола убирается поворотным краном, кантуется и передается на черновой стан.
Прошитая заготовка (плюшка) на черновом стане раскатывается до черновых размеров. Деформация происходит одновременно по двум направлениям – по толщине и высоте двумя вертикальными валками, один из которых приводится при помощи редуктора и конической передачи от двигателя мощностью 882,6 кВт и двумя эджерными валками, один из которых приводится через цилиндрические шестерни от того же двигателя. Черновой бандаж при помощи поворотного крана снимается со шпинделя чернового стана и транспортируется на чистовой стан.
На чистовом стане ведут раскатку колец и бандажей до требуемых размеров. Процесс деформации происходит между двумя вертикальными валками, один из которых приводится от двигателя мощностью 882,6 кВт через редуктор и конические шестерни. Нажимной ролик с коренным валком образует закрытый калибр.
После прокатки бандаж или кольцо захватывается клещами крана транспортируется на клеймовочный пресс. Затем подводится под клейма, центрируются и клеймится. После клеймовки бандажи или кольца отводятся и сбрасываются на транспортер, в конце которого с помощью поворотного крана укладываются в стопы по 22-25 штук с массой стопы не более 12,5 т и подаются в термопролет.
Поступающие в термопролет бандажи собираются в стопы исходя из химического анализа, размера и марки. Собранные стопы мостовым краном при помощи специальной траверзы загружается в колодцы замедленного охлаждения или в термические печи для проведения изотермической выдержки. Колодцы или печи закрываются крышкой при помощи мостового крана.
После противофлокенновой обработки бандажи подвергаются закалке с последующим отпуском. Температура бандажей в стопе перед посадкой их для нагрева под закалку должна быть не менее 500 С. В колодцах шахтного типа заготовки нагреваются до температуры 840-880 С в зависимости от содержания углерода в стали. Общая продолжительность нагрева составляет 3-4 часа. Закалка бандажей производится в воде в специальных баках. Закаленные бандажи и кольца немедленно садятся в отпускную печь.
Кольца из углеродистых сталей подвергаются нормализации, а из хромистых – отжигу. После термообработки бандажи и кольца поплавочно подвергаются неразрушающему контролю, механическим испытаниям, определению твердости. Заключительными операциями являются осмотр, правка и зачистка дефектов.
Бандажи, имеющие отклонения от плоскостности и овальности подвергаются доправке на прессе 400 тн. После правки бандажи и кольца подвергаются осмотру и обмеру. Сортировка бандажей и колец производится партиями. В партию входят бандажи и кольца одной плавки, одной марки стали, термически обработанные по одному режиму.
Далее проводится ультразвуковой контроль бандажей, который служит для выявления дефектов внутренней структуры бандажей без их разрушения.
Бандажи и кольца, принятые ОТК составляются в штабеля.
В состав бандажного стана входят следующие участки:
1. Заготовительный участок.
2. Нагревательные печи.
3. Участок горячего проката бандажей.
4. Термопролет бандажного стана.
5. Сортировка бандажей.
 Бандажный стан сыграл важную роль в обеспечении оборонных и машиностроительных предприятий и достиг производственной мощности в 148 тыс. т бандажей и колец в год.
Бандажный стан сыграл важную роль в обеспечении оборонных и машиностроительных предприятий и достиг производственной мощности в 148 тыс. т бандажей и колец в год.
1. Пилы холодной резки.
2. Нагревательная печь кольцевого типа.
3. Камера гидросбива окалины.
4. Пресс для осаживания заготовки.
5. Формовочный пресс.
6. Колесопрокатный стан.
7. Прошивочно-выгибной стан.
8. Маркировочный пресс.
9. Установка лазерного измерения размеров колеса.
10. Две закалочные проходные печи с печными тележками.
11. Закалочные столы.
12. Две отпускные проходные печи.
13. Участок механической обработки колес.
14. Линии выходного контроля.
Колесобандажный цех запущен в эксплуатацию в 1955 году.
Технология
I этап. Резка заготовок на мерные шайбы пилами “Вангер”.
IIэтап. Осмотреннна я заготовка нагревается в рекуперативной печи до температуры 1260о-1280о С.
III этап. После нагрева заготовка поступает на прессопрокатную линию, удаление окалины с поверхности заготовки (установки для гидросбива). Свободную от окалины заготовку перемещают к формовочному прессу №1 усилием 5 тыс.тонн, на котором осуществляется предварительная формовка колеса, далее заготовка перемещается к формовочному прессу №2 усилием 9 тыс.тонн. далее заготовка поступает на колесопрокатный стан. после прокатке портальный манипулятор перемещает катонное колесо на прошивочно-выгибной пресс, где сначала выгибается диск колеса, а затем внутренним прошивочным штоком пробивается отверстие. Манипулятор перемещает готовое колесо в горизонтальное положение на маркировочную машину, где на колесо наноситься маркировка (на поверхности обода или на ступице). После маркировки колесо поступает на установку лазерного измерения для контроля геометрических параметров.
IV этап. Термообработка. Режим термообработки- закалка с последующим отпуском. Нагрев под закалку осуществляется в печах с проходными тележками. Закалка производиться водой на закалочных столах, отпуск в отпускных колодцах.
V этап. Механическая обработка.
VI этап. Выходной контроль (установка для поверхностного упрочнения колеса, ультразвуковая дефектоскопия, магнитно-люминисцентная дефектоскопия).
VII этап. Покраска колеса и отгрузка потребителю.
Шаропрокатный цех
В составе стана для прокатки шаров используются:
1. Рабочая клеть
2. Волки с винтовыми калибрами
3. Шпиндель
4. Шестерная клеть
5. Редуктор
6. Электродвигатель
7. Приемный желоб
В состав оборудования цеха входят все секционные две секции газовые проходные печи для нагрева заготовки до температуры 1100о-1200о С.
Два стана работают по принципу поперечно-дуговой прокатки. В составе каждого стана входит одна клеть, состоящая из двух волков. На каждом валке нарезан винтовой калибр. За один оборот производиться от 1-го до 4-х шаров. Производительность стана 60-150 шаров в минуту и 180 тысяч тон в год. После прокатке шары поступают на участок закалки, который включает в себя установку для закалки который включает в себя установку для закалки шаров барабанного типа и бункера для самоотпуска шаров. закалка шаров производиться в воде с прокатного нагрева. Из бункеров для самоотпуска шары, с помощью злектрокрана грузят в пакеты.
Шаропрокатный цех является единственным в России выпускающим мелкие шары диаметром от 40 до 120 мм.
| Условный диаметр | Номинальный диаметр | Нормативный документ | Группа |
| шара (мм) | шара (мм) | на сортамент и | твердости |
| техтребования | |||
| 62,0 | 1,2,3 | ||
| 73,0 | ГОСТ 7524-89 | ||
| 83,0 | |||
| 93,0 | 1,2 | ||
| 104,0 | |||
| 125,0 |
Схема прокатки шаров

Библиография
1) В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев «Общая металлургия»-768 стр.
2) В. И. Коротич «Начала металлургии» -390 стр.
3) Бахтинов В.Б. «Технология Прокатного Производства» -488 стр.
4) Королёв А.А. «Механическое оборудование прокатных цехов»- 515стр.
5) Сайт www.evraz.com
Сортамент выпускаемой продукции

| Рельсы: ж.д. широкой колеи: Р65, Р50 | 
| Колеса для подвижного состава |

| Рельсы: ж.д. узкой колеи: Р33 | 
| с S-образным диском |

| Зетовый профиль: Н = 310мм | 
| Бандажи для подвижного состава, в т.ч. трамваев и метрополитена |

| Вагонная стойка | Кольца | |

| Двутавры с параллельными гранями полок: Узкополочные № 31УА, 36УА, 41УА, 46УА, 61УА | 
| Швеллеры: № 16а, 18а, 20, 20В2, 26В, 27 |
|
| Нормальные № 15Б, 20Б, 25Б, 30Б, 35Б, 40Б, 45Б, 50Б, 55Б, 60Б, 41БА, 46БА, 61БА | 
| Уголки: Равнополочные № 16 (160x160), 18 (180x180) |
|
| Среднеполочный № 20ДА, 25ДА | 
| Неравнополочные № 20/12.5 (200x125), 16/10 (160x100) |
|
| Широкополочный № 20Ш, 20Ш-У, 25Ш, 30Ш, 30ШС, 35Ш, 40Ш, 45Ш, 50Ш | 
| Шпунт Л5-У |
|
| Колонные № 12КС, 15КС, 15КА, 20КА, 20К, 20КС, 25К, 25КС, 30К, 40К | 
| Шпалы для ж. д. путей |

| Двутавры с уклоном граней полок: Спецальные № 24М, 30М, 36М, 45М | 
| Полособульб симметричный |

| Толстый лист (с необрезной кромкой) (16-60)x700x(2000 - 10000)мм | 
| Шахтные стойки СВП 22Т, СВП 27Т |

| Шары мелющие (стальные) 60, 80, 100, 120мм | 
| Профиль для боковины рештака 230 |

| Чугун передельный | 
| Профили для башмака гусениц 1, 3, 4, Э |

| Шлак ванадиевый | 
| Квадратные заготовки 100, 115, 125, 130, 150 |

| Гранулированный шлак и щебень фр. 0-10, 10-20, 20-40, 40-70, 70-100 мм для строительства, в т.ч. дорожного | 
| Круглый прокат 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140, 150 Заготовка круглая трубная 90, 100, 105, 115, 120, 130, 140, 150 |
ОТЧЁТ
По ознакомительной практике
на ОАО «ЕВРАЗ НТМК»
Проверил: Серебренникова Т.В.
Выполнил: Соколов.Д.А
Н.Тагил
СОДЕРЖАНИЕ
Введение
1. Структура ОАО «ЕВРАЗ НТМК»
2. Доменный цех
3. Кислородно-конверторный цех
4. Рельсобалочный цех
5.Цех прокатки широкополочных балок
6. Колесопрокатный цех
7. Колесобандажный цех
8. Шаропрокатный цех
Библиография
Введение
ОАО «ЕВРАЗ НТМК» является одним из основных поставщиков в России металлопроката.
Основная задача предприятия - увеличение массы продукции, повышение эффективности работы, повышение качества производимой продукции и снижения энергозатрат на производство.
Нижнетагильский металлу
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!