

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Для макро- и микроисследований структуры были приготовлены шлифы стыковых сварных соединений, полученные разрезкой металла труб в плоскости перпендикулярной оси трубопровода, с последующим их шлифованием, полированием и травлением реактивом Ржешотарского. Для металлографических исследований металла трубопроводов и их сварных соединений применялся широко распространенный метод световой микроскопии, позволяющий получить информацию о строении, размерах‚ форме, взаимном расположении зерен и включений. Исследования проводили на оптическом микроскопе «Neophot-21» при увеличениях 100х, 400х, 1000х. При анализе структуры определяли величину зерна согласно ГОСТ 5639 [129].
При исследовании макроструктуры сварных соединений выявлен ряд дефектов, в том числе и недопустимых (несоответствие геометрических параметров сварных соединений, непровары по кромке и между валиками, поры и шлаковые включения). На рисунке 2.8 представлен шлиф сварного соединения с недопустимым непроваром в корне шва глубиной 2,1 мм. По обоим линиям сплавления корневого шва обнаружены трещины длиной 2,3 мм (рис 2.9) и 0,8 мм. Причина трещинообразования – заполнение разделки шва за один проход, что сопровождалось большой усадкой сварного шва и деформацией сварного соединения. Наличие концентратора напряжений (непровар) и высокий уровень растягивающих напряжений в корне шва привели к развитию «холодных» трещин по линиям сплавления корневого шва.

|
Рисунок 2.8 – Макрошлиф сварного соединения
 Рисунок 2.9 – Трещина по линии сплавления (Поз. 1), 100х
Рисунок 2.9 – Трещина по линии сплавления (Поз. 1), 100х
Исследованные образцы имеют характерную для малоуглеродистых сталей ферритно-перлитную структуру, с примерно одинаковой балльностью 8-10 по ГОСТ 5639 [129], и микротвердостью структурных составляющих HV=1600-1800 МПа. Размер зерна на протяжении эксплуатации труб остается практически без изменения. Это говорит о том, что упрочнение трубных сталей не связано с измельчением ферритного зерна. Наблюдается деградация структуры металла, заключающаяся в распаде цементита, перераспределении под действием повторно-статических нагрузок атомов азота и углерода, скоплению их на границах зерен, образованию нитридных и карбидных частиц (Рисунки 2.10, 2.11).
|
|
Сварные соединения труб являются структурно-неоднородной областью. Это объясняется особенностью условий кристаллизации сварочной ванны и образованием зоны термического влияния. В сварном соединении выявляется дендритная структура, характерная для облицовочного слоя сварного шва (Рис. 2.12) и имеющая твердость HV=2300-2400 МПа. Корневой и заполняющие слои более пластичны (HV=1700-1900 МПа) по сравнению с облицовочным слоем. Такое соотношение объясняется тем, что в процессе сварки при наплавлении очередного слоя металла нижележащие подвергаются рекристаллизации. В результате этого, образуется структура близкая к равноосной (Рис. 2.13). По границам зерен наблюдается коагуляция карбидной составляющей. Зоны термического влияния основного металла представляют собой узкий участок перегрева (видманштеттова структура) с твердостью HV=1900-2000 МПа сменяющийся пластичной мелкозернистной структурой нормализации с твердостью HV=1000-1200 МПа (Рис 2.14, 2.15).
 Рисунок 2.10 – Типичная микроструктура основного металла трубы, Сталь 10Г2С1 400х
Рисунок 2.10 – Типичная микроструктура основного металла трубы, Сталь 10Г2С1 400х
|
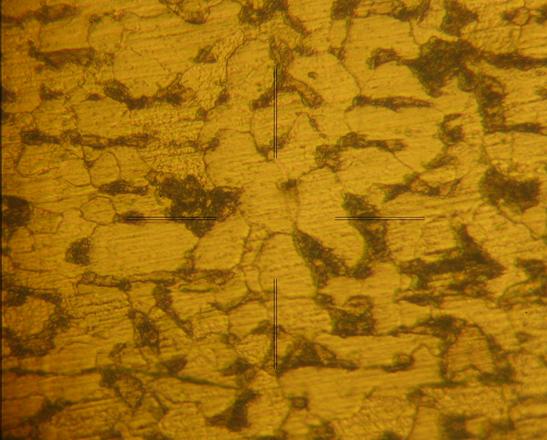 Рисунок 2.11 – Типичная микроструктура основного металла трубы, Сталь 14ГН 400х
Рисунок 2.11 – Типичная микроструктура основного металла трубы, Сталь 14ГН 400х
|
 Рисунок – 2.12 Типичная микроструктура металла облицовочного слоя, 400х
Рисунок – 2.12 Типичная микроструктура металла облицовочного слоя, 400х
|
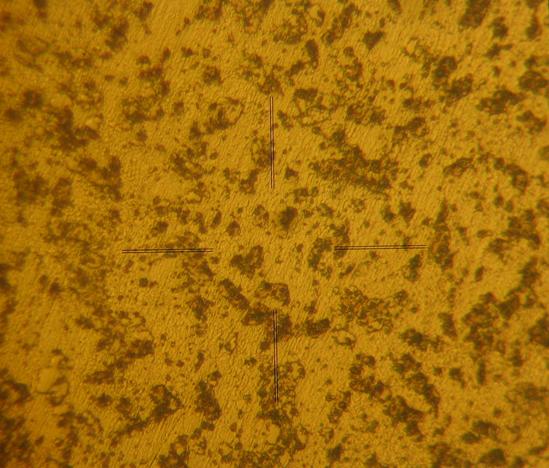 Рисунок 2.13 – Типичная микроструктура металла корневого шва, 400х
Рисунок 2.13 – Типичная микроструктура металла корневого шва, 400х
|
 Рисунок 2.14 – Типичная микроструктура зоны термического влияния (видманштеттова структура), 400х
Рисунок 2.14 – Типичная микроструктура зоны термического влияния (видманштеттова структура), 400х
|
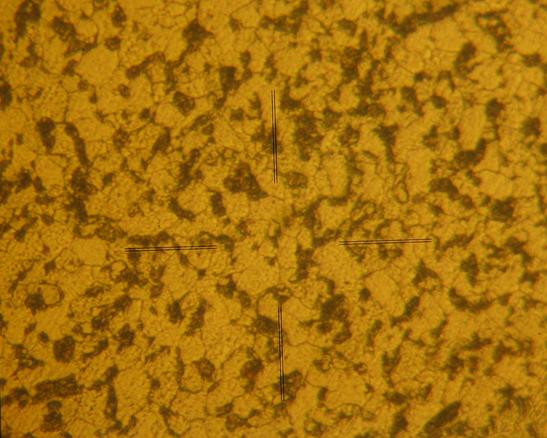 Рисунок 2.15 – Типичная микроструктура зоны термического влияния (участок нормализации), 400х
Рисунок 2.15 – Типичная микроструктура зоны термического влияния (участок нормализации), 400х
|
|
|
Наблюдаемая перлитная структура является ферритно-цементитной смесью. На снимках, сделанных при увеличениях 1000х (Рис 2.16, 2.17) видно, что зерна цементита, представляют собой выделения произвольной формы и расположены хаотически друг по отношению к другу. Зернистый цементит обладает более высокой твердостью и низкими вязко-пластическими свойствами по сравнению пластинчатым, который наблюдается в не эксплуатировавшихся трубных сталях. Таким образом, снижение свойств стали определяющей ее надежность подтверждается и изменениями микроструктуры.
 Рисунок 2.16 – Типичная микроструктура основного металла трубы, Сталь 17ГС 1000х
Рисунок 2.16 – Типичная микроструктура основного металла трубы, Сталь 17ГС 1000х
|
 Рисунок 2.17 – Типичная микроструктура основного металла трубы, Сталь 10Г2С1 1000х
Рисунок 2.17 – Типичная микроструктура основного металла трубы, Сталь 10Г2С1 1000х
|
Представленные наблюдения подтверждаются и другими исследователями, [24, 136, 156, 157] которые изучали процессы распада цементита и изменения его морфологии в процессе эксплуатации трубных сталей. Уменьшение пластичности и увеличение твердости стали авторы связывают с процессами замещения пластинчатого цементита зернистым, по следующему механизму. Под действием циклических нагрузок происходит генерация дополнительных дислокаций, как в ферритных, так и в перлитных зернах. Перемещающиеся дислокации перерезают цементитные пластинки, вынося из них атомы углерода. Это приводит к фрагментации, измельчению и растворению цементитных пластин. Высвободившиеся атомы углерода скапливаются на границах зерен и участвуют в образовании новых карбидных частиц. Особенно сильно данный эффект проявляется в сварных соединениях.
Выводы по главе 2
1. В результате проведенных исследований металла магистральных трубопроводов, подвергшихся эксплуатации в течение длительное времени в условиях Республики Беларусь, установлено, что показатели предела прочности, предела текучести, ударной вязкости, угла загиба и относительного удлинения в основном соответствуют значениям, установленным требованиями техническими нормативными правовыми актами (за исключением отдельных локальных участков). [2-А, 7-А, 8-А]
2. Кольцевые сварные соединения магистральных трубопроводов имеют более низкие механические характеристики по сравнению с основным металлом. Показатели предела прочности сварных соединений до 25% ниже, чем у основного металла. Значения ударной вязкости имеют значительный разброс, но, тем не менее, систематически и значительно ниже (в 1,5-2 раза) показателей основного металла [2-А, 7-А, 8-А]. Одной из причин этого является высокая дефектность исследованных сварных соединений. В связи с этим необходимо ограничивать уровень напряжений и величину изгибных деформаций при эксплуатации и капитальном ремонте трубопровода и разработать технологию повышения ударной вязкости кольцевых сварных соединений магистральных трубопроводов, что позволит снизить вероятность хрупкого разрушения и, следовательно, повысить надежность магистрального трубопровода.
|
|
3. Старение металла труб и их сварных соединений проявляется в структурных изменениях [2-А]. Освободившийся цементит переходит в решетку феррита, что и вызывает снижение механических свойств.
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

