

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
8.1 УЗК стыков алюминотермитной сварки рельсов выполняют в последовательности:
1) контроль сварного стыка эхо-методом РС ПЭП П112-2,5 в области головки, шейки и ее продолжения в подошву с поверхности катания рельса;
2) контроль сварного стыка эхо-методом при перемещении ПЭП П121-2,5-70° по всему периметру рельса (кроме подошвы снизу);
3) контроль сварного стыка зеркальным методом в области головки при сканировании двумя ПЭП П121-2,5-45° по боковым поверхностям головки;
4) контроль сварного стыка зеркальным методом в области шейки при сканировании двумя ПЭП П121-2,5-45° с поверхности катания головки (для сварных стыков, в которых расстояние от торца рельса до первого болтового отверстия составляет 330 мм и более).
Примечание – При УЗК сварных стыков рельсов, имеющих болтовые отверстия в концевых участках на расстоянии менее 330 мм от торцов рельсов, зеркальный метод контроля стыков в области шейки и ее продолжения в подошву не применяют.
8.2 Проконтролировать сварной стык эхо-методом РС ПЭП П112-2,5 в области головки, шейки и ее продолжения в подошву с поверхности катания рельса (рисунок 4).
8.2.1 Включить дефектоскоп в режим, соответствующий работе с РС ПЭП П112-2,5.
8.2.2 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 190 мм.
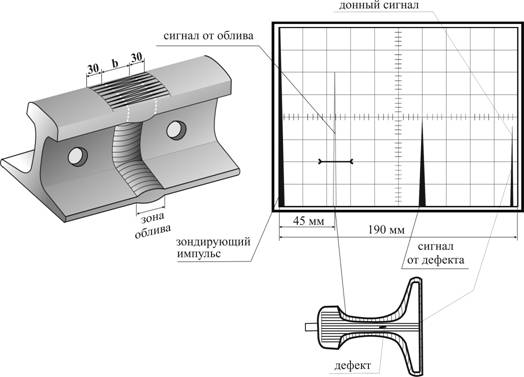
Рисунок 4 - Контроль сварного стыка РС ПЭП П112-2,5 в области головки, шейки и ее продолжения в подошву с поверхности катания рельса
8.2.3 Проконтролировать сварной стык с поверхности катания рельса, перемещая РС ПЭП с шагом сканирования 3-4 мм по всей ширине головки в пределах зоны сварки и обеспечивая акустический контакт, вести наблюдение за экраном дефектоскопа.
8.2.4 Признаком обнаружения дефекта является появление на экране дефектоскопа эхо-сигнала, амплитуда Uдэ которого превышает уровень срабатывания АСД (кроме эхо-сигнала от облива и от подошвы рельса).
|
|
8.2.5 При обнаружении дефекта в любой зоне сварного стыка необходимо измерить глубину Н залегания, условный размер ΔL выявленного дефекта, при обнаружении его в головке рельса и коэффициент Кдэ выявляемости, зарегистрировать в Карте дефектного стыка (Приложение Б).
8.3 Проконтролировать сварной стык эхо-методом ПЭП
П121-2,5-70°.
8.3.1 Переключить дефектоскоп в режим, соответствующий работе с ПЭП П121-2,5-70°.
8.3.2 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм.
8.3.3 По схеме поперечно-продольного перемещения ПЭП с шагом продольного сканирования 3-4 мм, обеспечивая акустический контакт, проконтролировать сварной стык с двух сторон, ведя наблюдение за экраном дефектоскопа, в следующей последовательности: в области головки рельса с поверхности катания (рисунок 5) и с боковых поверхностей (рисунок 6), шейки с боковых поверхностей (рисунок 7) и перьев подошвы (рисунок 8).
Примечание - При наличии первого болтового отверстия на расстоянии менее 115 мм от торца рельса зона сварного стыка, расположенная напротив отверстия, оказывается проконтролированной только прямым лучом, поэтому выявление дефектов в шейке рельса не гарантируется.
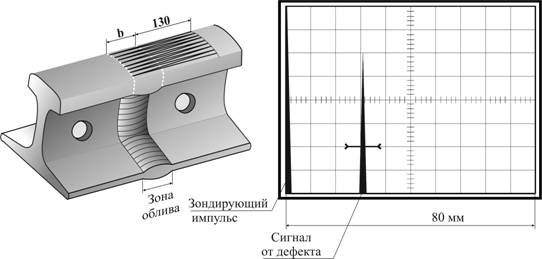
Рисунок 5 - Контроль сварного стыка ПЭП П121-2,5-70° в области головки с поверхности катания рельса
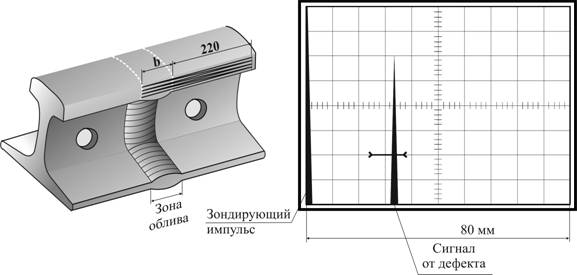
Рисунок 6 - Контроль сварного стыка ПЭП П121-2,5-70° в области головки с боковых поверхностей рельса
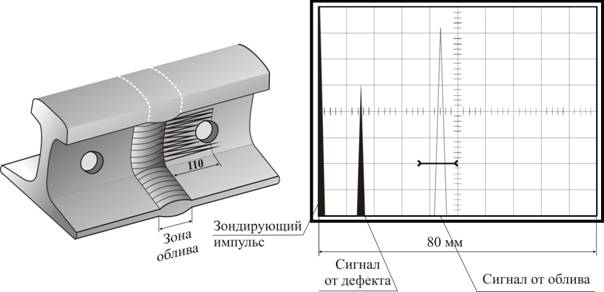
Рисунок 7 - Контроль сварного стыка ПЭП П121-2,5-70° в области шейки с боковых поверхностей рельса
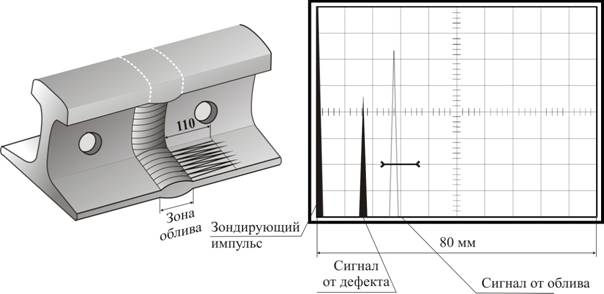
Рисунок 8 - Контроль сварного стыка ПЭП П121-2,5-70°в области перьев подошвы сверху рельса
8.3.4 Признаком обнаружения дефекта является появление на экране дефектоскопа эхо-сигнала, амплитуда Uдэ которого превышает уровень срабатывания АСД и перемещающегося по экрану при поперечном сканировании ПЭП.
|
|
Примечание - На экране возможно возникновение ложных эхо-сигналов, обусловленных отражениями от неровностей облива как поперечной волны, так и, в ряде случаев, – поверхностной волны (для уточнения причины возникновения эхо-сигнала следует проконтролировать сечение с предполагаемым дефектом с двух сторон сварного стыка и определить координаты L расположения предполагаемого дефекта).
8.3.5 При обнаружении дефекта в любой зоне сварного стыка необходимо измерить глубину Н залегания, условный размер ΔL выявленного дефекта и коэффициент Кдэ выявляемости, зарегистрировать в Карте дефектного стыка (Приложение Б).
При контроле сварного стыка в области перьев подошвы и шейки с боковых поверхностей глубину Н расположения дефекта не измеряют.
8.4 Проконтролировать сварной стык зеркальным методом двумя ПЭП П121-2,5-45° в области головки рельса.
8.4.1 Переключить дефектоскоп в режим, соответствующий работе по раздельной схеме с двумя ПЭП П121-2,5-45°. Подключить один ПЭП П121-2,5-45° к излучающему каналу дефектоскопа, а другой ПЭП
П121-2,5-45° к приемному каналу дефектоскопа.
8.4.2 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм (рисунок 9).
8.4.3 Проконтролировать сварной стык в области головки по схеме, показанной на рисунке 9, для чего:
- установить приемный ПЭП и излучающий ПЭП на противоположные грани головки рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка;
- проконтролировать сварной стык следующим образом: установить приемный ПЭП от сварного стыка на расстояние равное ширине В головки рельса и зафиксировать его неподвижно, излучающим ПЭП провести сканирование по противоположной грани головки рельса в зоне возможного приема сигнала, зеркально отраженного от дефекта. Затем, передвинуть приемный ПЭП на 10 мм в сторону сварного стыка, снова провести сканирование излучающим ПЭП и т.д.
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
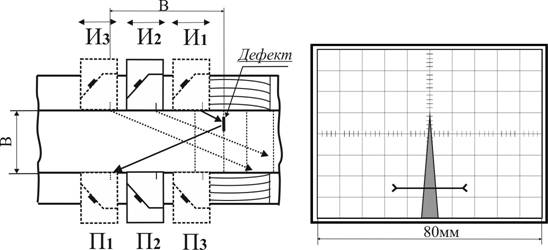
Рисунок 9 - Контроль сварного стыка зеркальным методом двумя
ПЭП П121-2,5-45° в области головки с боковых поверхностей рельса
8.4.4 Признаком обнаружения дефекта является появление в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
|
|
8.4.5 Провести сканирование с противоположной стороны сварного стыка согласно п.п.8.4.3-8.4.4.
8.4.6 При обнаружении дефекта измерить максимальную амплитуду Uдз зеркально отраженного сигнала и записать коэффициент Кдз выявляемости выявленного дефекта в Карту дефектного стыка (Приложение Б).
8.5 Проконтролировать сварной стык зеркальным методом двумя ПЭП П121-2,5-45° в области шейки и ее продолжения в подошву рельса (для сварных стыков, в которых расстояние от торца рельса до первого болтового отверстия составляет 330 мм и более).
8.5.1 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 190 мм (рисунок 10).
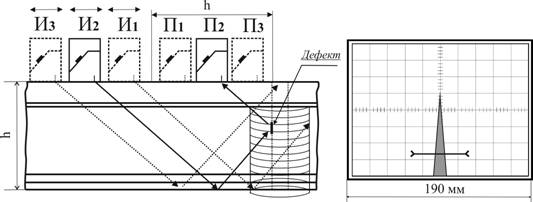
Рисунок 10 - Контроль сварного стыка зеркальным методом двумя
ПЭП П121-2,5-45° в области шейки и ее продолжения в подошву с поверхности катания рельса
8.5.2 Проконтролировать сварной стык в области шейки с поверхности катания рельса по схеме, указанной на рисунке 10, для чего:
- установить приемный ПЭП и излучающий ПЭП на головку рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка;
- проконтролировать сварной стык следующим образом: установить приемный ПЭП от сварного стыка на расстояние, равное высоте h контролируемого рельса, и зафиксировать его неподвижно, излучающим ПЭП провести сканирование по головке рельса в зоне возможного приема сигнала, зеркально отраженного от дефекта. Затем, передвинуть приемный ПЭП на 10 мм в сторону сварного стыка, снова провести сканирование излучающим ПЭП и т.д. Сканирование вести по поверхности катания строго над шейкой рельса.
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
8.5.3 Признаком обнаружения дефекта является появление на развертке экрана дефектоскопа зеркально отраженного от дефекта сигнала, временное расположение которого на экране дефектоскопа при сканировании не меняется.
8.5.4 Переставить ПЭП на противоположную сторону сварного стыка и проконтролировать сварной стык в области шейки рельса в соответствии с п.п.8.5.2-8.5.3.
|
|
8.5.5 При обнаружении дефекта измерить максимальную амплитуду Uдз зеркально отраженного сигнала и записать коэффициент Кдз выявляемости выявленного дефекта в Карту дефектного стыка (Приложение Б).
8.6 Если в процессе УЗК температура окружающего воздуха изменилась более чем на 10 °С относительно температуры, при которой осуществлялась проверка (настройка) дефектоскопа, необходимо проверить угол ввода и настройку чувствительности для всех используемых ПЭП и, при необходимости, ввести соответствующие поправки в настройки глубиномера и чувствительности.
|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!