| Номинальный размер детали, мм
| Допуск размеров отливок D мм (не более) для классов точности
|
|
| 7т
|
|
|
|
| 11т
|
|
| 13т
|
|
| До 4 включ.
| 0,32
| 0,4
| 0,5
| 0,64
|
| 1,2
| 1,6
|
| –
| –
| –
|
| 4–6
| 0,36
| 0,44
| 0,56
| 0,7
| 1,1
| 1,4
| 1,8
| 2,2
| 2,8
| –
| –
|
| 6–10
| 0,4
| 0,5
| 0,64
| 0,8
| 1,2
| 1,6
|
| 2,4
| 3,2
|
|
|
| 10–16
| 0,44
| 0,56
| 0,7
| 0,9
| 1,4
| 1,8
| 2,2
| 2,8
| 3,6
| 4,4
| 5,6
|
| 16–25
| 0,5
| 0,64
| 0,8
|
| 1,6
|
| 2,4
| 3,2
|
|
| 6,4
|
| 25–40
| 0,56
| 0,7
| 0,9
| 1,1
| 1,8
| 2,2
| 2,8
| 3,6
| 4,4
| 5,6
|
|
| 40–63
| 0,64
| 0,8
|
| 1,2
|
| 2,4
| 3,2
|
|
| 6,4
|
|
| 63–100
| 0,7
| 0,9
| 1,1
| 1,4
| 2,2
| 2,8
| 3,6
| 4,4
| 5,6
|
|
|
| 100–160
| 0,8
|
| 1,2
| 1,6
| 2,4
| 3,2
|
|
| 6,4
|
|
|
| 160–250
| 0,9
| 1,1
| 1,4
| 1,8
| 2,8
| 3,6
| 4,4
| 5,6
|
|
|
|
| 250–400
|
| 1,2
| 1,6
|
| 3,2
|
|
| 6,4
|
|
|
|
| 400–630
| 1,1
| 1,4
| 1,8
| 2,2
| 3,6
| 4,4
| 5,6
|
|
|
|
|
| 630–1000
| 1,2
| 1,6
|
| 2,4
|
|
| 6,4
|
|
|
|
|
| 1000–1600
| 1,4
| 1.8
| 2,2
| 2,8
| 4,4
| 5,6
|
|
|
|
|
|
| 1600–2500
| –
|
| 2,4
| 3,2
|
| 6,4
|
|
|
|
|
|
| 2500–4000
| –
| –
| 2,8
| 3,6
| 5,6
|
|
|
|
|
|
|
Примечание: 1. В табл. 1.7 в отличие от стандарта не включены классы точности 1–5, 9т, 15, 16 и размеры более 4000 мм.
2. Допуски размеров элементов отливки, образованных двумя полуформами или полуформой и стержнем, соответствуют заданному классу размерной точности. Если элементы расположены в одной части формы, то допуски назначают на 1–2 класса точнее, а для элементов, образованных тремя и более частями формы, – на 1–2 класса грубее.
Для обрабатываемых поверхностей отливок установлено симметричное расположение полей допусков (±D/2), для необрабатываемых поверхностей допускается симметричное (±D/2) и асимметричное (частично или полностью) расположение полей допусков размеров, формы и расположения. Асимметричное расположение полей допусков предпочтительно для размеров элементов отливки (кроме толщины стенок), расположенных в одной части формы и не подвергаемых механической обработке, при этом для охватывающих элементов (отверстие) поле допуска располагается «в плюс» (+D), а для охватываемых (вал) – «в минус» (–D).
Общий припуск –суммарный припуск на все переходы обработки, соответствующий разности номинальных значений детали и отливки, назначают дифференцированно на каждую обрабатываемую поверхность отливки для конкретного вида окончательной механической обработки (черновой, получистовой, чистовой и тонкой) с учетом общего допуска и ряда припуска. Общий допуск Dобщ элемента поверхности отливок, учитывающий совместное влияние допуска размера от поверхности до базы и независимо назначенных допусков формы и расположения поверхностей, определяют по табл. И.1 приложения И ГОСТ Р 53464-2009.
Общий припуск выбирают по таблице 6 ГОСТ Р 53464-2009 для определенного интервала общего допуска, выбранных ряда припуска и перехода обработки: черновой; черновой и получистовой; черновой, получистовой и чистовой; черновой, получистовой, чистовой и тонкой. При этом величина припуска соответствуют среднему уровню точности обработки, например, на оборудовании с ручным управлением при высокой степени точности станков (см. приложение Ж ГОСТ Р 53464-2009).
При повышенном или высоком уровне точности обработки следует принимать значения припусков, соответствующие интервалам общих допусков, соответственно на 1 или 2 строки выше интервала действительного допуска, при пониженном уровне точности обработки – на 1 строку ниже интервала действительного допуска.
Общие припуски Z общ (рис. 1.10, а) назначают по полным значениям общих допусков во всех случаях, кроме оговоренных ниже:
· Общие поверхности вращения и противоположные поверхности, используемые в качестве взаимных баз при их обработке, назначают по половинным значениям общих допусков отливки на соответствующие диаметры или расстояния между противоположными поверхностями отливки (см. рис. 1.10, б, в).
· При индивидуальной обработке отливок с выверкой обрабатываемой поверхности относительно номинальной поверхности припуски назначают по половинным значениям допуска формы обрабатываемой поверхности при односторонних отклонениях формы поверхности относительно номинальной (см. рис. 1.10, г) и полному допуску формы и расположения при двусторонних отклонениях формы обрабатываемой поверхности относительно номинальной поверхности отливки.

|
| Рис. 1.10. Схемы назначения припуска Z общ на механическую обработку:
а – односторонняя обработка от базы; б – обработка отливок типа тел вращения;
в – обработка взаимообрабатываемых поверхностей; г – обработка отливок с выверкой обрабатываемой поверхности относительно номинальной поверхности
|
Для отливок мелкосерийного и единичного производства допускается назначать увеличенные значения припусков, соответствующие интервалам общих допусков, расположенным в таблице 6 ГОСТ Р 53464-2009 соответственно на 1 и 2 строки ниже интервала действительного допуска.
Размер отливки L отл устанавливают больше (+ z) или меньше (– z) размера детали L дет в зависимости от расположения припусков:
L отл =(L дет ± z 1 ± z 2) ± D/2,
где z 1, z 2 – припуск на механическую обработку с одной и с другой стороны, D – допуск размерной точности отливки при симметричном расположение поля допуска.
Расчет размеров отливки ведут с учетом выбранного положения ее в форме (см. разд. 1.3).
Пример расчета размеров отливки, модели, стержневых ящиков. Для назначения припусков на механическую обработку установлен 11-й класс точности размеров отливки и 11-й класс точности массы согласно ГОСТ Р 53464-2009. Класс размерной точности определен для способа получения стальных отливок в разовых песчаных формах из низко-влажных (до 2,8 %) высокопрочных смесей (свыше 16 кПа) с высоким и однородным уплотнением до твердости не ниже 90 единиц (см. табл. 1.6).
Степень коробления и степень точности поверхности можно не нормировать, так как для данной детали нет особых требований к этим параметрам точности.
Расчет размеров отливки, модели и стержневых ящиков удобнее вести в табличной форме (табл. 1.11). Размеры детали предпочтительнее записывать в порядке убывания и группировать их по базам.
Допуски размеров определены по 11-му классу точности (см. табл. 1.7). Так как допуски формы и расположения обработанных поверхностей детали не нормированы, их суммарное значение принимают равным 50 % допуска размера от базы до обработанной поверхности детали.
Общие допуски Dобщ элементов поверхности отливок, учитывающие совместное влияние допуска размера от поверхности до базы, допусков формы и расположения поверхностей, определены по табл. 1.12 (см. табл. И1 приложения И ГОСТ Р 53464-2009).
Для нижних и боковых поверхностей отливки припуски на механическую обработку назначены по 8-му ряду, для верхних поверхностей – по 9-му ряду.
Для обрабатываемых размеров отливки общий припуск Zобщ определен по половинным значениям общих допусков (Δобщ / 2), так как отливка является телом вращения, а торцевые поверхности являются взаимообрабатываемыми поверхности (см. рис. 1.10).
Значения припусков Zобщ, приведенные в таблице 1.13 соответствуют чистовой механической обработке при среднем уровне точности обработки (см. табл. 6 и приложение Ж ГОСТ Р 53464-2009).
|
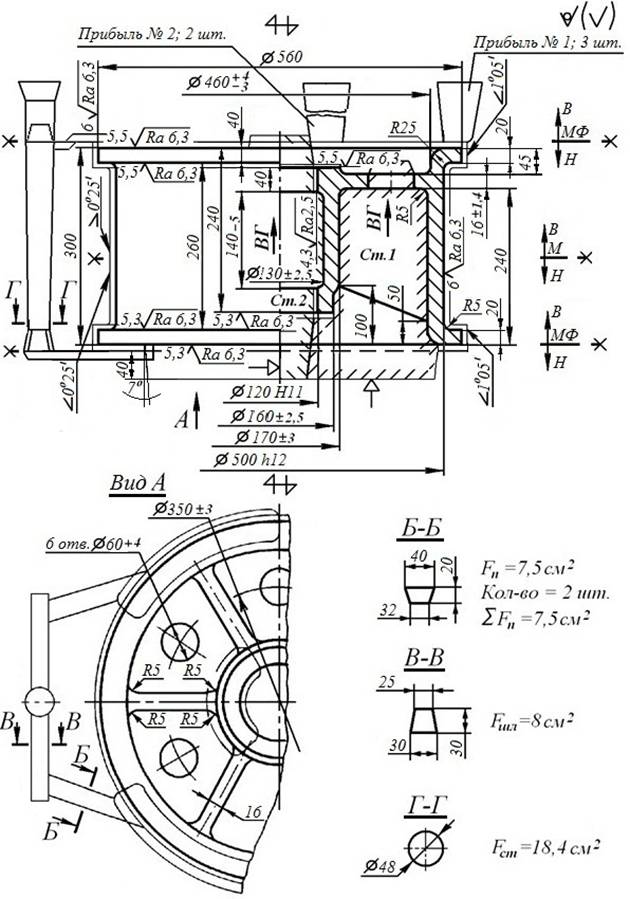
| Рис. 1.18. Чертеж детали «каток опорный» с элементами литейной формы
|
На чертеже детали с элементами литейной формы (см. рис. 1.18) приведены припуски на механическую обработку и предельные отклонения размеров (симметричные и асимметричные) необрабатываемых поверхностей. На обрабатываемой поверхности, от которой задано несколько размеров, указано только одно (наибольшее) значение припуска.
После вычерчивания и обозначения на чертеже детали припусков на механическую обработку размеры и конфигурацию отливки можно считать известными (контуры отливки на рис. 1.18 указаны тонкими линиями).
Таблица 1.11
Сводная таблица размеров детали, отливки, модели
И стержневых ящиков, мм
| Размер детали
| Допуск линейных размеров,
Δ
| Допуск формы и расположения
| Общий допуск, Δобщ
| Припуск на механическую обработку, Zобщ
| Размер
отливки
| Припуск на усадку
| Размер модели
| Размер стержневого ящика
|
|
| 6,4
| 3,2
|
| +5,5 +5,3
| 310,8±3
| 6,2
|
|
|
|
| 6,4
| 3,2
|
| –5,5 –5,3
| 249,2±3
|
|
|
|
|
| 5,6
| 2,9
|
| +5,5 +5,3
| 250,8±3
|
|
|
|
|
| 3,2
| 1,6
| 3,6
| +5,5 +5,5
| 31±1,6
| 0,6
| 31,6
|
|
|
| 3,2
| 1,6
| 3,6
| +5,3 +5,3
| 30,6±1,6
| 0,6
| 31,2
|
|
|
| 3,2
|
|
|
| 20±1,6
| 0,4
|
|
|
|
| 3,6
| 1,8
| 5
| +5,5 –5,5
| 40±1,6
| 0,8
| 40,8
|
|
|
| 3,6
|
|
| +5,5
| 45,5±1,6
| 0,9
| 46,4
|
|
|
| 3,6
|
|
| +5,5
| 50,5±1,6
| 0,9
| 51,4
|
|
|
|
|
|
|
| 140– 5
| 2,8
|
|
|
|
| 2,8
|
|
|
| 16±1,4
| 0,3
|
| 16,3
|
|
| 5,6
| 2,8
|
| +5,3
| 245,3– 6
| 4,9
|
|
|
|
|
| 2,0
| 5
| +5,3
| 55,3+ 4
| 1,1
|
| 56,5
|
|
|
| 2,5
| 6,4
| +5,3
| 105,3+ 5
|
|
|
|
| Æ560
|
| 3,5
|
| +6 +6
| Æ572±3,5
| 11,6
| Æ584
|
|
| Æ500
|
| 3,5
|
| +6 +6
| Æ512±3,5
|
| Æ522
|
|
| Æ120
|
| 2,5
| 6,4
| –4,3 –4,3
| Æ111,4±2,5
|
| Æ116
| Æ113
|
| Æ130
|
|
|
|
| Æ130±2,5
| 2,6
|
| Æ133
|
| Æ160
|
|
|
|
| Æ160±2,5
| 3,2
|
| Æ163
|
| Æ170
| 5,6
|
|
|
| Æ170±3
| 3,6
| Æ174
| Æ174
|
| Æ460
|
|
|
|
| Æ 
|
| Æ469
|
|
| Æ350
| 6,4
|
|
|
| Æ350±3
|
| Æ357
| Æ357
|
| Æ60
|
|
|
|
| Æ60+4
|
| Æ63,6
| Æ61
|
Примечание: 1. Величина общего допуска Δобщ, выделенная курсивом, не влияет на величину припуска. На обрабатываемой поверхности указано только одно (наибольшее) значение припуска.
2. Размеры модели и стержневых ящиков превышают размеры отливки на величину припуска на усадку (для стали – 2 %).
3. Размеры знаковых частей модели определены с учетом зазора между стержнем и формой (1,3 мм) (см. табл. 11 ГОСТ 3212–92).
Таблица 1.12






