

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Виды уступов.
Классификация уступов:
1. Уступ 90 º(Shoulder)


2. Уступ 90º соскосом (Shoulder with bevel)

3. Уступ 135º


4. Желобообразный (Chamfer)


5. Символ уступа

Наиболее оптимальным является желобообразный уступ. Он считается самым лёгким для освоения и подходит для всех видов коронок. От символа уступа нужно отказаться, потому что он имеет ряд существенных недостатков:
1. Деформация металлического края в области уступа при обжиге или под действием окклюзионной нагрузки;
2. Невозможность достижения высокого эстетического результата, из-за недостаточной поддержки керамики в придесневой области;
3. Невозможность создания плавного перехода коронки в ткани зуба, что влечёт за собой развитие хронического гингивита из-за аккумуляции зубного налёта.
По расположению относительно десны уступ делится на:
· Наддесневой;
· Поддесневой;
· На уровне десны.
Наиболее оптимальным является уступ на уровне десны. Он позволяет добиться хорошего эстетического результата при минимальной травме десневого края.
По расположению относительно осевых поверхностей зуба:
1. Вестибулярный (на боковых зубах, когда оральная поверхность не будет облицована);
2. Круговой (на фронтальных и боковых зубах, когда оральная поверхность будет облицована);
3. Вестибуло-апроксимальный (на фронтальных зубах, когда оральная поверхность не будет облицована).
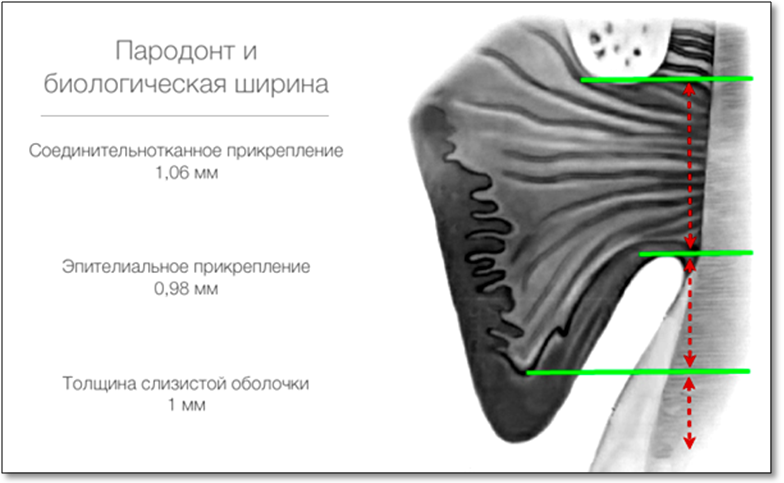
Биологическая ширина.
Биологическая ширина - комплекс десневых тканей вокруг зуба, который располагается над альвеолярной костью. Биоширина формируется соединительнотканным прикреплением (иначе называемая «круговая связка»), эпителиальным прикреплением (фактически «дно» зубодесневого желобка) и толщиной слизистой оболочки (которое и формирует зубо-десневой желобок или борозду). В сумме биологическая ширина равна 3 мм.
|
|

Понимание термина биологической ширины нужно для правильного размещения края коронки.

Существует 3 основных вида наблюдаемых уровней препарирования:
- десневой уровень (позволяющий качественно отполировать уступ для облегчения изготовления края реставрации, снять оттиск);
- поддесневой уровень («на полмиллиметра под десну», которые затрудняют снятие оттиска, а следовательно и «читаемость» оттиска зубным техником);
- глубокий поддесневой уровень (фактическая ошибка препарирования или работа, продиктованная обстоятельствами неконтактности пациента).
Этапы изготовления каркасов фирма «Бего»
Подготовка модели

Адапта – система изготовления колпачков методом глубокого вытяжения фольги



1 2 3


4 5
Моделирование воском
Как альтернатива вытяжной системе Адапта, восковой колпачок под коронку можно получить путем погружения в специальный аппарат. Рабочая температура погружного воска Бего составляет, приблизительно, 75 °C. Край коронки погружного колпачка дополняется цервикальным воском. Если культя слишком мала ее необходимо сформировать до получения уменьшенного размера формы будущей коронки с учетом толщины керамики.

| Церадип (CERADIP)- аппарат для изготовления восковых колпачков методом погружения, Погружной воск (DIPPINING WAX) |
| · Церадип - аппарат с плавным переключением температуры от 6 градусов до 110 градусов · Консистенция воска может быть оптимально адаптирована к соответствующим требованиям. · Колебания температуры + /- 2 градуса. · Время плавления составляет приблизительно 6 минут. |
ПОГРУЖНОЙ ВОСК ФИРМЫ БЕГО
Погружные воски - это воски специально созданные для изготовления колпачков в технологии коронок и мостовидных протезов. Цель достичь равномерной толщины стенок и точной посадки. Этот погружной воск легко царапается и режется; его высокая эластичность и стабильность обеспечивается все время.
|
|


КОРОНКОВЫЙ ВОСК ФИРМЫ БЕГО.
Все виды коронок и мостов могут быть с успехом смоделированы с использованием твердых и средне-твердых восков голубого и темно-голубого цвета, в зависимости от индивидуальных предпочтений техника к твердости и цвету. Материалы можно использовать при различных технологиях обработки: газовыми горелками, открытым пламенем, и с помощью электрошпателей. Решение использовать твердый воск или воск средней твердости зависит от предпочтений зубного техника. Однако, отдавая предпочтение тем или иным воскам, нужно помнить о влиянии климатических условий, а именно: температуры в рабочей комнате, и желаемой стабильности, так как существует необходимость перемещать работу при моделировании или паковке. Рабочая температура коронкового твердого воска - 61°С, коронкового воска средней твердости - 60°С.


Коронковый воск твердый Коронковый воск средней твердости
ПРИШЕЕЧНЫЙ ВОСК ФИРМЫ БЕГО.
Пришеечные воска фирмы БЕГО для моделирования пришеечных уступов цвета баклажана, и фрезеровальный воск средней твердости зеленого цвета - воска к которым предъявляются особые требования. Пришеечный воск абсолютно свободен от напряжения после моделирования, и поэтому его настоятельно рекомендуют использовать для моделирования уступов на пришеечной области коронки, для изготовления точных частей и для вкладок. Восковая композиция может быть смоделирована надежно и очень тонко, так как требуется для данной работы.
Используя выверенный временем рецепт и проводя тщательные наблюдения за рабочими качествами, удалось добиться того, что усадка после нанесения каждого индивидуального слоя очень мала. Пришеечный воск фирмы БЕГО - это свободный от напряжений воск, то есть он имеет очень низкий предел эластичности; деформация носит пластические эффекты. Рабочая температура приблизительно - 62°С.


БЕГО ОККЛЮЗИОННЫЕ ВОСКА
БЕГО ОККЛЮЗИОННЫЕ ВОСКА - идеальны для эффективного и эстетического моделирования жевательных поверхностей. Окклюзионные воска фирмы БЕГО для моделирования жевательных поверхностей выпускаются в четырех пастельных тонах. Различные цвета используются в соответствии с индивидуальными предпочтениями зубного техника. Преимущество светлых, пастельных окклюзионных восков в том, что они позволяют отчетливо видеть рельеф жевательной поверхности, и таким образом отвечают назначению окклюзионных восков. Высокий уровень твердости необходим при моделировании жевательной поверхности, для того чтобы в месте соприкосновения верхней и нижней челюстей не возникала окклюзионная травма. Окклюзионными восками фирмы БЕГО очень легко работать, благодаря высокому поверхностному напряжению капля воска при застывании образует сферическую форму, что дает возможность создавать филигранную форму жевательной поверхности. Окклюзионные воска фирмы БЕГО не оставляют пятен и не липнут, они полностью соответствуют высоким технологическим стандартам. Рабочая температура 59°C.
|
|

Этапы изготовления каркасов
Литниковая система
Устанавливайте литники между распределительным каналом и объектами для литья на одиночных коронках и мостовидных протезах под углом в 45°.
Коронки располагаются вне теплового центра, ближе к стенкам опок и могут вначале охлаждаться.
Подготовка литников
Во избежание усадки, литьевые каналы должны быть толщиной 4 мм, даже для одиночных коронок, и не должны сужаться. Литьевая проволока, связывающаяся с коронкой, должна быть 1-2 мм длинной и 2,5 мм шириной. Восковая проволока 1-2 мм длинной и 2,5 мм шириной служит соединением с элементами мостовидного протеза. Восковая проволока 4 мм шириной достаточна для литников от воронки резервуара до распределительных каналов.




Смешивание и паковка
Обработайте модель, закрепленную на цоколе, Аурофильмом - жидкостью для увлажнения. Сразу после нанесения жидкости, аккуратно высушите модель сжатым воздухом.
Необходимо при литье в кювете плотно проложить 2 слоя влажных компенсационных прокладок по внутренней поверхности кольца, таким образом, чтобы они находились на верхнем уровне металлического кольца. А нижняя часть кюветы контактировала бы с паковочным материалом.
Беллавест® T и Беллавест® SH отличаются превосходными свойствами текучести и продолжительным рабочим временем. Эти паковочные материалы мелко дисперсны и дают чрезвычайно гладкую литьевую поверхность. Контролируемое расширение отвечает специфическим требованиям сплавов Виробонда® и Вирона®.
|
|
Беллавест® SH - это точный паковочный материал традиционной и быстрой термической обработки.
Бегосол®/Бегосол® HE, поставляемый в 100% концентрации, подлежит разведению до желаемой концентрации только дистиллированной водой.
Беллавест® T
Концентрация Бегосола® для неблагородных сплавов и неблагородных металло-керамических сплавов: 90-100%. Расширение с Бегосолом®HЕ немного выше, чем с Бегосолом®.
Смешивание: 10-15 секунд предварительное ручное замешивание с помощью шпателя 60 секунд вакуумное смешивание.
Беллавест® SH
Концентрация Бегосола® для неблагородных сплавов и неблагородных сплавов для металлокерамики: 70-80%. Беллавест® SH смешивается исключительно с Бегосолом® HE!
Смешивание: 30 секунд предварительное ручное замешивание с помощью шпателя 60 секунд вакуумное смешивание 30 секунд поддерживайте вакуум!




Прокаливание
Температура прогрева для Виробонда® C и Вирона® составляет 900-1000 °C, в зависимости от литьевой установки.
Прокаливание с Беллавестом® T
Печи с традиционным управлением:
Поместите опоки в холодную печь или предварительно нагретую печь до температуры 250 °C после 30 минутного схватывания. Поддерживайте температуру на уровне 250 °C в течение 30-60 минут. Затем прогрейте печь до конечной температуры и держите опоки 30-60 минут.
Печи с компьютерным управлением:
Поместите опоки в холодную печь после 30 минутного времени схватывания. Доведите температуру до 250 °C, при скорости 5 °C в минуту и выдерживайте опоки в течение 30-60 минут. Затем нагрейте печь до конечной температуры (7 °C в минуту) и прогревайте 30-60 минут.
Быстрое прокаливание с Беллавест® SH
Опоки с Беллавестом® SH размером от 1 до 6 можно быстро прогревать.
Сошлифуйте нижнюю часть формовочной поверхности основания опоки, поместите опоки в печь литьевым резервуаром вниз, избегая прямого контакта с дном или стенами печи. Для этого пользуйтесь керамической подставкой и ограничителями. Руководствуйтесь следующим температурным режимом: поместите опоки в печь, прогретую до температуры 900°C через 15-20 минут после формовки. Благородные сплавы: 700-750 °C. Благородные сплавы для металлокерамики: 800-850°C. Неблагородные сплавы: 900-950°C. Время выдержки в печи по достижении конечной температуры (в зависимости от количества муфелей).
1:20-30минут
3:30-45минут
6: 45-60 минут
Традиционный прогрев с Беллавестом®SH
Печи с традиционным управлением:
Поместите опоки в холодную печь или предварительно разогретую до температуры 250 ®C на 30-60 минут. Затем нагрейте до конечной температуры и держите опоки в течение 30-60 минут.
|
|
Печи с компьютерным управлением:
Поместите опоки в холодную печь по истечении 60 минутного времени схватывания. Нагрейте печь до температуры 250 °C с интервалом 5 °C в минуту и поддерживайте ее 30-60 минут. Затем доведите температуру до конечной (со скоростью 7 °C в минуту) и сохраняйте ее в течение 30-60 минут.



Плавка и литье
Так как неблагородные сплавы всегда абсорбируют углерод, становясь при этом хрупкими, необходимо использовать только керамические тигли. Никогда не плавьте различные сплавы в одном и том же тигле. Всегда помечайте тигель, чтобы его не перепутать.
Не перегревайте сплав во время плавки, всегда соблюдайте определенный момент для литья.
Момент для литья Виробонда® C и Вирона®:
Отливка должна быть произведена сразу же после исчезновения теней слитков в расплавленном металле. Слитки полностью расплавились, расплавленный сплав приобрел ровный светлый оттенок.
Количество сплава
Расход сплава высчитывается путем умножения веса восковой композиции, включая литниковую систему, на плотность сплава, добавляя при этом 1-2 заготовки сплава для литьевого конуса. Для вакуумных машин (типа Наутилус®) вес литьевого конуса не учитывается!
Вес одной заготовки приблизительно 6 гр.
Этапы изготовления каркасов
Наутилус® MC плюс*
Все программы литья Бего-сплавов запрограммированы и введены в компьютерную программу печи, в соответствии с группами сплавов. Виробонд®C - программа950 Вирон® - программа 900
Эти сплавы отливаются с подключением газа (90% азота, 10% водорода).
Соответствующая программа вызывается с помощью клавиатуры. Для контроля за материалом, в соответствии c Директивами о Медицинской Продукции 93/42/EЕС, в каждом случае выводятся данные о зубном технике, номер заказа, количество и партия сплава.
Эту информацию можно распечатать после каждой операции или сохранить в компьютере с помощью программы Наутифайл. В Наутилусе® MC плюс сплав аккуратно плавится в двухсекционном керамическом тигле.
Форнакс® Г** - высокочастотная индукционная печь для литья
Поместите стандартные заготовки соответствующего сплава в предварительно нагретый тигель и расплавьте быстро с настройкой мощности, например, на кобальто-хромовые сплавы. При этом, IR тумблер должен находиться в положении «Макс». Заготовки образуют однородный слиток светлого оттенка. После исчезновения теней необходимо начать отливку.
Для того чтобы время задержки перед литьем было коротким, полезно прогреть заготовки сплава. В этом случае, поставьте IR тумблер в режим между делениями 5-6 так, чтобы заготовки приобрели бы ровный “ярко красный оттенок ”, но не расплавились. Поставьте IR в положение «Макс» после постановки кювет и немедленно их плавьте.
Этапы изготовления каркасов
Охлаждение опок
Опоки необходимо охладить на открытом воздухе, никогда не охлаждайте их в воде!
Виды уступов.
Классификация уступов:
1. Уступ 90 º(Shoulder)
2. Уступ 90º соскосом (Shoulder with bevel)
3. Уступ 135º
4. Желобообразный (Chamfer)
5. Символ уступа
Наиболее оптимальным является желобообразный уступ. Он считается самым лёгким для освоения и подходит для всех видов коронок. От символа уступа нужно отказаться, потому что он имеет ряд существенных недостатков:
1. Деформация металлического края в области уступа при обжиге или под действием окклюзионной нагрузки;
2. Невозможность достижения высокого эстетического результата, из-за недостаточной поддержки керамики в придесневой области;
3. Невозможность создания плавного перехода коронки в ткани зуба, что влечёт за собой развитие хронического гингивита из-за аккумуляции зубного налёта.
По расположению относительно десны уступ делится на:
· Наддесневой;
· Поддесневой;
· На уровне десны.
Наиболее оптимальным является уступ на уровне десны. Он позволяет добиться хорошего эстетического результата при минимальной травме десневого края.
По расположению относительно осевых поверхностей зуба:
1. Вестибулярный (на боковых зубах, когда оральная поверхность не будет облицована);
2. Круговой (на фронтальных и боковых зубах, когда оральная поверхность будет облицована);
3. Вестибуло-апроксимальный (на фронтальных зубах, когда оральная поверхность не будет облицована).
Биологическая ширина.
Биологическая ширина - комплекс десневых тканей вокруг зуба, который располагается над альвеолярной костью. Биоширина формируется соединительнотканным прикреплением (иначе называемая «круговая связка»), эпителиальным прикреплением (фактически «дно» зубодесневого желобка) и толщиной слизистой оболочки (которое и формирует зубо-десневой желобок или борозду). В сумме биологическая ширина равна 3 мм.
Понимание термина биологической ширины нужно для правильного размещения края коронки.
Существует 3 основных вида наблюдаемых уровней препарирования:
- десневой уровень (позволяющий качественно отполировать уступ для облегчения изготовления края реставрации, снять оттиск);
- поддесневой уровень («на полмиллиметра под десну», которые затрудняют снятие оттиска, а следовательно и «читаемость» оттиска зубным техником);
- глубокий поддесневой уровень (фактическая ошибка препарирования или работа, продиктованная обстоятельствами неконтактности пациента).
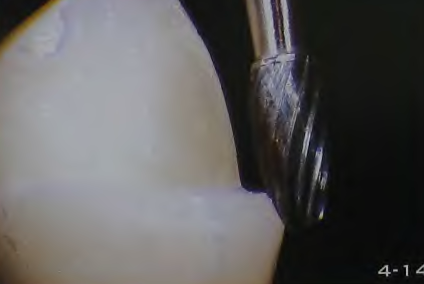
Финишная обработка уступа и осевых стенок культи.
Этапы финишной обработки:
I. Препарирование повышающим наконечником и борами с красной маркировкой;
II. Обработка уступа звуковым или ультразвуковым скалером;
III. Обработка уступа ручными инструментами.
I. Высокоскоростные (повышающие) наконечники маркируются по международным стандартам красным цветом. Выпускаются повышающие наконечники с передаточным числом 1:5. Это значит что число оборотов, которые выдаёт электрический микромотор стоматологической установки, увеличивается максимум в 5 раз.
Используемые боры — алмазные и твердосплавные турбинные боры с диаметром хвостовика 1,6 мм. Диаметр рабочей части не более 2,1 мм при скорости вращения 200 000 об/мин. Максимальная скорость вращения бора — 200 000 об/мин при 56 Вт мощности.
Средняя мощность электрических микромоторов используемых для механических наконечников примерно 40 – 50 Вт.
Преимущество регулируемого снижения скорости вращения бора.
1. Сохранение мощности на максимальном уровне при регулируемом снижении скорости вращения бора.
2. Предотвращение избыточного препарирования; возможность препарировать более точно.
3. Понижение скорости при адекватном охлаждении снижает температурную нагрузку на ткани зуба.
4. Возможность проведения больших объемов работ в ортопедической практике.
5. Возможность использования всего спектра алмазных и твердосплавных боров, включая удлиненные и с увеличенной рабочей частью (при этом необходимо следовать рекомендациям по ограничению максимальной скорости препарирования для конкретного бора, которые представлены в каталогах производителя).

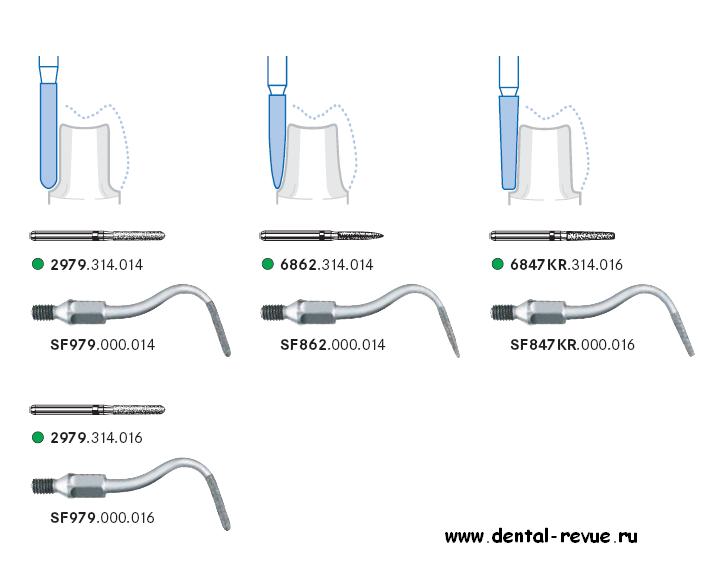
II. Для обработки уступа можно использовать звуковые или ультразвуковые скалеры, которые используются для снятия зубных отложений. Специально для финишной обработки уступа выпускаются насадки, которые были разработаны доктором Массирони. Насадки представляют собой аналог алмазного бора 3 различных, наиболее распространенных форм.


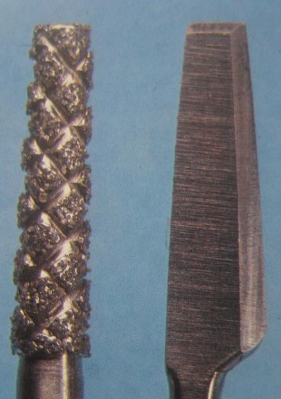
III. Для достижения ровного, однородного плечевого или желобообразного уступа с правильным наклоном по отношению к длинной оси коронки зуба врач должен использовать невращающиеся, ручные инструменты. Впервые эти инструменты были предложены доктором Мартиньони. Он разработал собственный набор ручных инструментов для финишной обработки уступа. Эти инструменты предназначены для разных видов уступов, для боковых и передних зубов, но их объединяет одиноковая ширина рабочей части - 1,2 мм (такая же как и у рекомендуемых алмазных боров). Ширина рабочей части ручного инструмента должна быть немного шире, чем уступ. Применение ручных инструментов не требует особых навыков, это легко освоить и не отнимает много времени, но существенно влияет на качество препарирования, оттиска и краевое прилегание коронки. Обработка культи ручными инструментами должна стать стандартной процедурой, также как в эндодонтии считается стандартом ручная и машинная механическая обработка каналов.







|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!