История
Первая редакция стандарта ISO 8501 была опубликована в 1988. В 1994 году стандарт был дополнен. А в 2007 заменен современной второй редакцией [2], опубликованой1 июня2007 года.
Двадцать четыре фотографии взяты из Шведского стандарта SIS 05 59 00-1967. Иллюстрированные нормы подготовки стальной поверхности перед антикоррозионной окраской, который заменен настоящей частью ИСО 8501 (см. приложение А). Остальные четыре фотографии взяты из Немецкого стандарта DIN 55 928, часть 4, Дополнение 1 (август 1978 г.), Защита стальных конструкций от коррозии органическими и металлическими покрытиями; подготовка и контроль поверхностей; фотографические стандарты.
Стандарт SIS 05 59 00 был разработан первоначально Шведским институтом коррозии в сотрудничестве с Американским обществом по испытанию материалов (ASTM) и Советом по антикоррозионной окраске стальных сооружений (SSPC), США. Имеется ряд национальных стандартов, основанных на Шведском стандарте SIS 05 59 00, например, DIN 55 928, часть 4 (1978), TGL 18730/02 (1977), DS 2019 (1967), AS 1627, часть 9-1974, ASTM D 2200-67 (1980) и SSPC-Vis 1-82 Т. Кроме того, существуют другие стандарты с таким же оформлением, например JSRA SPSS-1975, но которые находят менее широкое применение и поэтому не приняты во внимание.
Основные принципы
Степени ржавости
Опысываются четыре степени ржавости, обозначаемые соответственно А, В, С и D. Степени ржавости определяются описаниями и типичными фотографическими примерами (см. главу 6).
| А
| Поверхность стали, покрытая в большой степени прочно прилегающей прокатной окалиной, но почти не имеющая ржавчину.
|
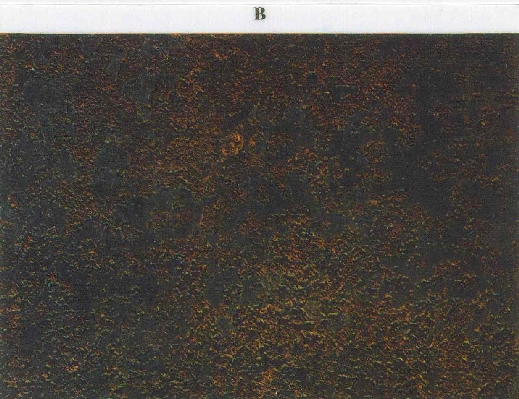
| В
| Поверхность стали, начавшая ржав1йеть и с которой начинает отставать прокатная окалина.
|
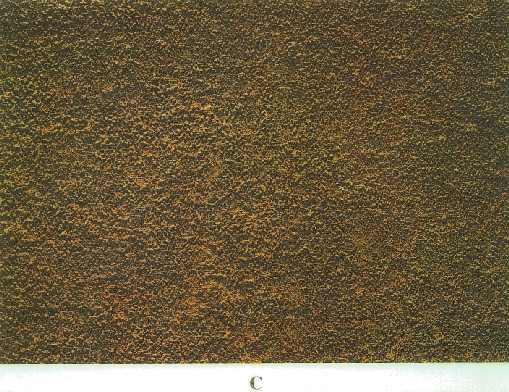
| С
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавления или с которой она может быть удалена, но на которой наблюдается некоторый питтинг при нормальном обозрении.
|
| D
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавленияи на которой наблюдается общийпиттинг при нормальном обозрении.
|
Степени подготовки
Описывается ряд степеней подготовки с указанием метода подготовки поверхности и степени очистки. Степени подготовки определяются описаниями вида поверхности после очистки и типичными фотографическими примерами
Подготовка поверхности струйной очисткой обозначается буквами «Sa».
| Sa 1
Легкая струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от слабопристающих окалины, ржавчины, краски и посторонних частиц.
|
| Sa 2
Тщательная струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от большей части прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся загрязнения должны приставать прочно.
|
| Sa 2 1/2
Очень тщательная струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос.
|
| Sa 3
Струйная очистка до визуально чистой стали
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Она должна иметь однородную металлическую окраску.
|
Подготовка поверхности путем очистки ручным и механическим инструментом, например, шабрение, очистка щеткой, механическая очистка щеткой и шлифование, обозначается буквами «St».
Подготовка поверхности пламенной очисткой обозначается буквами «FI».
Примеры
- Cтепень очистки по Sa 2 — 76 % чистой поверхности;
- Cтепень очистки по Sa 2 1/2 — 96 % чистой поверхности;
- Cтепень очистки по Sa 3 — 99 % чистой поверхности.
ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
А = стальная поверхность в большой степени покрытая окалиной, но в незначительной степени или совсем не затронута ржавчиной.
Б = стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
С = стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с лёгким видимым питтингом
Д = стальная поверхность, с которой окалина отвалилась, но с лёгким питтингом, видимым невооружённым глазом.
Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности.
В спецификациях часто употребляются следующие стандарты:
ISO-St Обработка вручную и электроинструментами. Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щётками, механическими щётками и шлифовка, - обозначается буквами "St".
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены.
После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
ISO-St2 Тщательная очистка вручную и электроинструментами.
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
ISO-St3 Очень тщательная очистка вручную и электроинструментами.
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
Фотографии
Степень заражения ржавчиной А

|
| |
Степень очистки Sa 2,5 A

|
| |
Степень очистки Sa 3 A

|
| |
Уровень поражения ржавчиной B
|
| |
Степень очистки Sa 1 B

|
| |
Степень очистки Sa 2 B

|
| |
Степень очистки Sa 21/2 B

|
| |
Степень очистки Sa 3 B

|
| |
Уровень заражения ржавчиной C
|
| |
Степень очистки Sa 1 C

|
| |
Степень очистки Sa 2 C

|
| |
Степень очистки Sa 2,5 C

|
| |
Степень очистки Sa 3 C

|
| |
Степень поражения ржавчиной D

|
| |
Степень очистки Sa 1 D

|
| |
Степень очистки Sa 2 1/2 D

|
| |
Степень очистки Sa 3 D

|
| |
История
Первая редакция стандарта ISO 8501 была опубликована в 1988. В 1994 году стандарт был дополнен. А в 2007 заменен современной второй редакцией [2], опубликованой1 июня2007 года.
Двадцать четыре фотографии взяты из Шведского стандарта SIS 05 59 00-1967. Иллюстрированные нормы подготовки стальной поверхности перед антикоррозионной окраской, который заменен настоящей частью ИСО 8501 (см. приложение А). Остальные четыре фотографии взяты из Немецкого стандарта DIN 55 928, часть 4, Дополнение 1 (август 1978 г.), Защита стальных конструкций от коррозии органическими и металлическими покрытиями; подготовка и контроль поверхностей; фотографические стандарты.
Стандарт SIS 05 59 00 был разработан первоначально Шведским институтом коррозии в сотрудничестве с Американским обществом по испытанию материалов (ASTM) и Советом по антикоррозионной окраске стальных сооружений (SSPC), США. Имеется ряд национальных стандартов, основанных на Шведском стандарте SIS 05 59 00, например, DIN 55 928, часть 4 (1978), TGL 18730/02 (1977), DS 2019 (1967), AS 1627, часть 9-1974, ASTM D 2200-67 (1980) и SSPC-Vis 1-82 Т. Кроме того, существуют другие стандарты с таким же оформлением, например JSRA SPSS-1975, но которые находят менее широкое применение и поэтому не приняты во внимание.
Основные принципы
Степени ржавости
Опысываются четыре степени ржавости, обозначаемые соответственно А, В, С и D. Степени ржавости определяются описаниями и типичными фотографическими примерами (см. главу 6).
| А
| Поверхность стали, покрытая в большой степени прочно прилегающей прокатной окалиной, но почти не имеющая ржавчину.
|
| В
| Поверхность стали, начавшая ржав1йеть и с которой начинает отставать прокатная окалина.
|
| С
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавления или с которой она может быть удалена, но на которой наблюдается некоторый питтинг при нормальном обозрении.
|
| D
| Поверхность стали, с которой прокатная окалина исчезла в результате ржавленияи на которой наблюдается общийпиттинг при нормальном обозрении.
|
Степени подготовки
Описывается ряд степеней подготовки с указанием метода подготовки поверхности и степени очистки. Степени подготовки определяются описаниями вида поверхности после очистки и типичными фотографическими примерами
Подготовка поверхности струйной очисткой обозначается буквами «Sa».
| Sa 1
Легкая струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от слабопристающих окалины, ржавчины, краски и посторонних частиц.
|
| Sa 2
Тщательная струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от большей части прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся загрязнения должны приставать прочно.
|
| Sa 2 1/2
Очень тщательная струйная очистка
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся следы загрязнений должны выглядеть только как легкое окрашивание в виде пятен или полос.
|
| Sa 3
Струйная очистка до визуально чистой стали
| При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Она должна иметь однородную металлическую окраску.
|
Подготовка поверхности путем очистки ручным и механическим инструментом, например, шабрение, очистка щеткой, механическая очистка щеткой и шлифование, обозначается буквами «St».
Подготовка поверхности пламенной очисткой обозначается буквами «FI».
Примеры
- Cтепень очистки по Sa 2 — 76 % чистой поверхности;
- Cтепень очистки по Sa 2 1/2 — 96 % чистой поверхности;
- Cтепень очистки по Sa 3 — 99 % чистой поверхности.
ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
А = стальная поверхность в большой степени покрытая окалиной, но в незначительной степени или совсем не затронута ржавчиной.
Б = стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
С = стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с лёгким видимым питтингом
Д = стальная поверхность, с которой окалина отвалилась, но с лёгким питтингом, видимым невооружённым глазом.
Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности.
В спецификациях часто употребляются следующие стандарты:
ISO-St Обработка вручную и электроинструментами. Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щётками, механическими щётками и шлифовка, - обозначается буквами "St".
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены.
После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
ISO-St2 Тщательная очистка вручную и электроинструментами.
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
ISO-St3 Очень тщательная очистка вручную и электроинструментами.
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
ISO-Sa Пескоструйная очистка
Подготовка поверхности способом пескоструйной обработки обозначается буквами "Sa".
Прежде, чем приступить к пескоструйной очистке, толстые слои ржавчины должны быть удалены методом обрубки. Видимые масляные, жировые загрязнения и грязь тоже должны быть устранены.
После пескоструйной обработки подложка должна быть очищена от пыли и мусора.






