Выделяют несколько видов связей, которые присутствуют между элементами в структурах управления.
Линейные связи - связи между элементами чисто административные.
Функциональные связи - связи в рамках выполнения определенных функций (гл. бухгалтер - бухгалтер).
Информационные связи - связи по обмену информацией по одному уровню.
Выделяют несколько видов структур управления. Рассмотрим их ниже.
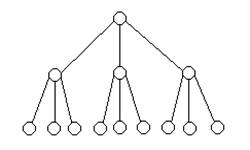
1. Линейная структура управления.
Самая простая структура, - когда присутствуют только административные связи (иерархическая структура). У каждого элемента нижнего уровня только один элемент верхнего уровня, а каждый элемент верхнего уровня имеет хотя бы два элемента нижнего уровня, т.е. в этой системе отсутствуют функциональные и информационные связи. Эта структура практически никогда не используется.
Пример: построение иерархии церкви, но до какого-то уровня.
«+» Легко решаются вопросы субординации, персональная ответственность каждого за его область деятельности.
«-» Каждый вышестоящий элемент должен полностью быть в курсе всех событий и являться специалистом во всех областях касающихся деятельности.
2. Линейно - штабная структура.
Штаб - совет специалистов, по разным узким областям, они всего лишь советники и ответственности не несут.
У каждого элемента верхнего уровня появляется советующий орган (штаб).
«+» Возможность принятия более квалифицированного решения.
«+» Вопросы субординации решаются также легко как в линейной структуре.
«-» Советующий орган ни за что ответственности не несет (не перед кем не отчитывается).
- Административные связи
- Функциональные связи
3. Линейно - функциональная структура.
Это наиболее распространенный вид структуры.
«+» Появилась возможность закрепить персональную ответственность снизу до верху в рамках выполнения каждой функции.
«-» У нижестоящих элементов в рамках разных функций появилось много начальников и вопросы субординации усложнились.
«+» Высокая загрузка персонала и оборудования.
4. Матричная структура.
По таблице видно кому чьи услуги требуются на 1 апреля.
| Апрель, 1
| Машинистка
| Копировальщик
| Конструктор
| Расчетчик
|
| Руководитель А
| +
|
|
|
|
| Руководитель Б
|
| +
| +
| +
|
| Руководитель В
| +
|
|
|
|
| Руководитель Г
|
|
| +
|
|
Иногда специалистов объединяют в бюро (бюро машинисток, бюро копировальщиков и т.п.) в бюро свой начальник. Знаком "+" отмечены те руководители, кому требуется услуги специалистов на данное число.
«+» Позволяет максимально загрузить, использовать трудовые ресурсы.
«-» Чрезвычайно сложны вопросы субординации.
Особенность: система может существовать только в высокоорганизованных структурах НИИ, конструкторских бюро и т.п.
Основы концепций MRPII, ERP, APS, CSRP
В конкурентной борьбе побеждает тот, кто быстрее других реагирует на изменения в бизнесе и принимает более верные решения. Именно информационные технологии помогают руководителям промышленных предприятий в решении этих сложных задач. Страны рыночной экономики имеют большой опыт создания и развития информационных технологий для промышленных предприятий. В этом разделе мы рассмотрим некоторые из концепций построения современных систем управления предприятием, пришедших к нам с Запада.
Концепция MRPII
Одним из наиболее распространенных методов управления производством и дистрибуции в мире является стандарт MRPII (Manufacturing Resource Planning) - планирование производственных ресурсов, разработанный в США и поддерживаемый американским обществом по контролю за производством и запасами - American Production and Inventory Control Society (APICS).
MRPII представляет собой методологию, направленную на управление ресурсами Предприятия. Упрощенно говоря, она предлагает ряд способов решения задач управления производством (формирование плана предприятия, планирование продаж, планирование производства, планирование потребностей в материальных ресурсах и производственных мощностей, оперативное управление производством).
MRPII - это набор проверенных на практике разумных принципов, моделей и процедур управления и контроля, служащих повышению показателей экономической деятельности предприятия. Идея MRPII опирается на несколько простых принципов. например, разделение спроса на зависимый и независимый.
В основу MRPII положена иерархия планов. Планы нижних уровней зависят от планов более высоких уровней, т.е. план высшего уровня предоставляет входные данные, намечаемые показатели и/или какие-то ограничительные рамки для планов низшего уровня. Кроме того, эти планы связаны между собой таким образом, что результаты планов нижнего уровня оказывают обратное воздействие на планы высшего уровня.
Концепция ERP
По мере внедрения стандарта MRPII были выявлены его определенные недостатки, в результате устранения которых появилась новая методология ERP (Enterprise Resource Planning) - планирование ресурсов предприятия. Основным отличием этой концепции от MRPII является ориентация на работу с финансовой информацией и возможность планирования не только производственных, но и иных ресурсов предприятия. В частности, дополнительно к функциям MRPII в концепции ERP появляются следующие:
• прогнозирование спроса;
• управление проектами;
• ведение технологической информации:
• управление затратами;
• управление финансами;
• управление кадрами.
По сути ERP является более совершенной модификацией MRPII. Однако следует отметить, что расширение функционала системы за счет возможности комплексного управления не только материальными, но и другими ресурсами предприятия значительно увеличивает ее стоимость и усложняет работы по внедрению подобных систем.
Концепция APS
Концепция APS (Advanced Planning and Scheduling) - расширенное управление производственными графиками - является развитием фундаментальных основ, на которых построена ERP. Возникновение этой концепции связано с повышением динамизма современных производственных систем, определяющего важность таких задач, как, например, обеспечение максимально точного срока выполнения заказов одновременно с минимальной длительностью выполнения соответствующих работ в условиях ограниченности имеющихся ресурсов. Особенностью этой концепции является, в частности, возможность решать такие задачи, как «проталкивание» срочного заказа в производственные графики и распределение заданий с учетом приоритетов и ограничений. В системах, реализующих концепции APS, при построении вариантов планирования и распределения ресурсов широко используются современные методы оптимизации (от строгих математических до эвристических). Отметим, что концепции APS в настоящее время часто используются при создании специализированных модулей в ERP-системах.
Концепция CSRP
Последняя (по сроку разработки) из концепций управления производственными ресурсами - CSRP (Customer Synchronized Resource Planning) - планирование ресурсов, синхронизированное с потребителем, была предложена компанией SYMIX. Сущность данной концепции состоит в том, что при планировании и управлении компанией можно и нужно учитывать не только основные производственные и материальные ресурсы предприятия, но и все те ресурсы, которые обычно рассматриваются как «вспомогательные», или «накладные». Это все ресурсы, потребляемые во время маркетинговой и «текущей» работы с клиентом, послепродажного обслуживания проданных товаров, перевалочных и обслуживающих операций, а также внутрицеховые ресурсы, т.е. элементы всего жизненного цикла товара.
Действительно, чтобы правильно управлять стоимостью товара, чтобы понимать, сколько стоит продвижение, производство и обслуживание товара данного типа, нужно учитывать все элементы его функционального жизненного цикла. Обратите внимание, что затраты на сервис, логистику и на маркетинг очень часто рассматриваются как накладные расходы. С точки зрения бухгалтерии это может быть и хорошо, но с точки зрения управления себестоимостью и оценки реальных затрат плохо, потому что в этой ситуации вы не имеете реальных затрат по конкретному виду товара, а сейчас это очень существенный компонент.
Реализация концепции CSRP на конкретном предприятии позволяет управлять заказами клиентов и в целом всей работой с ними на порядок «тоньше», чем это было с применением ранее рассмотренных методологий. Например, можно учесть возможные вариации спецификации изделия или технологической цепочки, что, как показывает практика, требуется достаточно часто. При расчете себестоимости можно учесть даже дополнительные операции по тестированию и административному обслуживанию заказа, не говоря уже о послепродажном обслуживании, что практически невозможно в MRP/ERP-системах, где данные расходы анализируются только «постфактум».
Концепции построения систем управления служат сегодня основой для разработки автоматизированных систем управления предприятиями. В литературе, периодике и рекламных проспектах вы можете, например, встретить такие слова, как «система класса MRPII», «система класса MRP/ERP» и т.п. Мы с сожалением должны отметить, что практически столкнуться с использованием таких систем придется, вероятно, очень немногим из вас. На сегодняшний день это зарубежные и весьма дорогостоящие системы. Позволить себе внедрить такую систему может только очень крупное предприятие, обладающее свободными финансовым ресурсами и необходимым персоналом.
Общие проблемы автоматизации управления предприятием
Во-первых, хотим предупредить тех, кто свято верит в безграничные возможности компьютеров. Не обольщайтесь! В действительности даже самые современные системы автоматизации управления предприятием управленческих решений сегодня самостоятельно не принимают.
Дело в том, что для автоматизации принятия управленческих решений на верхнем уровне необходимо учитывать очень большое число трудно формализуемых факторов. Далеко не все из них могут быть выражены количественно. Поэтому автоматизация управления сегодня - это, в основном, автоматизация различных областей учета, документооборота и др. с целью оперативной подготовки информации для принятия руководителями различных уровней обоснованных управленческих решений. Таким образом, основным результатом внедрения автоматизированной системы управления для вас явится возможность получения необходимой информации. А поскольку информация эта необходима именно вам, следует принять самое непосредственное участие в процессе автоматизации.
Вам придется руководить работами по крайней мере в следующих направлениях:
• выбор подхода к построению автоматизированной системы управления на вашем предприятии;
• выбор конкретной базовой программной системы управления из имеющихся на рынке;
• построение модели системы управления вида «как есть» и, возможно, ее реорганизация на базе модели «как должно быть»;
• внедрение системы автоматизации управления;
• анализ плановой эксплуатации системы и определение направлений ее развития в соответствии с направлениями развития вашего бизнеса.
На каждом из перечисленных этапов вас могут подстерегать подводные камни, на которых "корабль автоматизации" может получить пробоину или просто затонуть. Нелишне также иметь в виду то обстоятельство, что внедренная система постепенно морально устареет и потребует обновления. В этом смысле нам очень понравилось сравнение автоматизации управления с ремонтом, встретившееся в одной из статей: автоматизацию, как и ремонт, нельзя завершить, ее можно только прекратить! Утешением от всех этих напастей для вас может служить перспектива успешного развития бизнеса с использованием новых возможностей управления за счет внедрения автоматизированной системы.
Основы современного производства
Типы производств
Производство бывает трех типов:
· дискретное - в каждую единицу времени выпускается целое количество изделий;
· непрерывное - в каждый момент времени продукция может выражаться некоторым целым числом;
· дискретно-непрерывное - одна величина непрерывна а другая дискретна: кабель - бухты, молоко - бутылки, бумага - рулоны и т.п.
Большинство предприятий дискретного типа (в Перми, т.к. большинство предприятий - предприятия ВПК).
Дискретные предприятия делят по коэффициенту серийности на:
· массовое производство
· серийное производство
· единичное производство.
Коэффициент серийности - определяет сколько технологических операций (в среднем) выполняется на одном станке (количество операций делится на количество оборудования).
1. Массовое производство (коэффициент серийности = 1).
Номенклатура изделий стабильна и ограничена, оборудование специализировано и уникально (на каждом станке выполняется одна операция).
«+» Самые маленькие затраты, высокая технология.
«-» Монотонность ритма, отсутствие творчества в работе, очень высокие затраты на переход с одного выпускаемого изделия на другое.
2. Единичное производство.
Требуется универсальное оборудование, которое позволяет выполнять любые виды работ, персонал с высокой квалификацией.
«+» Отдельные образцы удается сделать качественнее, чем в массовом производстве.
«-» Дорогое оборудование, высокая себестоимость изделий, отсутствие сложившейся технологии.
3. Серийное производство.
Различают: крупносерийное, среднесерийное и мелкосерийное производство. На одном и том же оборудовании выполняется несколько технологических операций. Оборудование время от времени перенастраивается, что позволяет изготавливать детали партиями.
«+» Сокращается время переналадки, увеличивается концентрация производственного оборудования и номенклатура изделий.
«-» Сильно усложняется управление производством.
Цеха обычно объединяют в производства. Цеха бывают специализированные по технологическому признаку и по номенклатуре.
· По технологии (кузнечный, токарный, термический цеха).
· По номенклатуре (изготовление шестерен, валов, лопаток).
Детали изготавливают по технологии состоящей из трех стадий:
· Заготовительная (: заготовка)
· Механообрабатывающая (: деталь)
· Сборочная стадия (: узел, изделие).
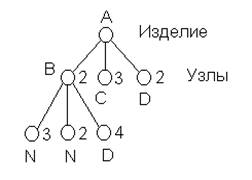
Изделие - готовая продукция.
В изделие обычно входят узлы и подузлы, в узлы входят детали, а детали изготавливаются из заготовок.
Применяемость - количество деталей применяемых при сборке узла.
Применяемость различают прямую и полную. Прямая - это сколько деталей нужно для сборки данного узла, а полная - это сколько нужно всего.
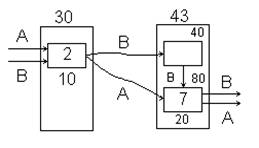
Все современное производство имеет маршрутную технологию обработки.
Технологический маршрут - совокупность технологических операций, необходимых для изготовления готовой детали.
Технологическая операция - совокупность технологических переходов, выполняемых на одном оборудовании без смены режущего инструмента (токарная, фрезерная).
Технологическая линия - совокупность оборудования на технологическом маршруте.
Переход - совокупность элементарных действий без смены направления обработки (проточка отверстия).
Элементарные действия - установка, снятие детали и т.д.
Календарно-плановые нормативы (серийное производство).
Это нормативы, которые привязаны к определенному сроку. К ним относится, например, размер партии. На их основе составляется график работ. Плановые периоды: год, месяц, декада, неделя.
1. Размер партии деталей.
При увеличении размера партии уменьшаются удельные затраты на производство одной детали, но растут затраты на их хранение (складские помещения, краны, АСУ учета и т.д.).
Размер партии деталей - количество деталей обрабатываемое на одной технологической операции без переналадки и смены режущего инструмента.
Оптимальная партия - партия, при которой одновременно малы затраты на переналадку и на хранение.
Поскольку на разных производственных этапах оптимальные размеры партий разные, то получается, что некоторое количество деталей все время лежит в ожидании следующего этапа. Это связанные оборотные средства. Для того чтобы избежать такого эффекта на производстве приняты следующие ограничения:
а) Размеры партии должны убывать по технологическому маршруту.
б) Размеры партии должны быть кратны.
2. Норма задела.
Незавершенное производство - все детали и заготовки, которые не прошли технологический маршрут до конца или технологическую обработку на данной операции.
Незавершенное производство может быть подсчитано в разных величинах.
Задел - незавершенное производство, выраженное в натуральных единицах измерения.
Величина задела, предназначенная для ликвидации сбоя ритмичности, называется страховым заделом. Страховые заделы подразделяются на цеховые и складские.
Цеховые предназначены для ликвидации боев ритмичности по внутренним причинам. Складские предназначены для ликвидации сбоев ритмичности на межцеховом уровне.
Норма задела - величина задела, минимально необходимого для бесперебойной работы.
Задел часто измеряют во временном измерении (трудоемкость или на сколько хватит задела).
Оборотный задел 
где
n1 - партия поставки,
n2 - партия обработки (потребления).
Оборотный задел возникает вследствие несогласованности партий и представляет собой оборотные средства.
Методы снижения оборотного задела:
1. Размеры партий по технологическому маршруту не должны убывать.
2. Размеры партий должны быть кратны.
Цикловой задел - количество деталей пролеживающих в производстве в течение длительности производственного цикла.
3. Длительность производственного цикла.
Длительность производственного цикла - время необходимое для изготовления детали, узла, заготовки на технологической линии. Или ее части, т.е. различают длительность производственного цикла общую в цехе и на участке.
 - штучно-номенклатурное время, длительность обработки детали
- штучно-номенклатурное время, длительность обработки детали
 - коэффициент сменности.
- коэффициент сменности.
 - количество деталей
- количество деталей
 - количество операций на технологическом маршруте
- количество операций на технологическом маршруте

 - длительность производственного цикла,
- длительность производственного цикла,
 - время перерывов.
- время перерывов.
Причем на реальных производствах >> 
Перерывы состоят из:

 - межоперационные перерывы
- межоперационные перерывы
 - межучастковые
- межучастковые
 - межцеховые
- межцеховые
 - транспортные
- транспортные
 - межсменные
- межсменные
 - внутрисменные
- внутрисменные
 - естественные.
- естественные.
Опережение по запуску - временной интервал равный длительности производственного цикла, на который сдвинут момент выпуска.
На основе всех рассмотренных величин в 1. 2. и 3. составляется план производства.