Различают 2 расчетного случая таврового сечения:
1) Граница сжатой зоны проходит в полке: x£h’fРасчет проводится как для прямоугольного сечения с шириной b=b’f, т.к. все ребро находится в растянутой зоне. 2) Граница сжатой зоны в ребре: x>h’f. Расчет проводится как для таврового сечения с учетом сочетания прямоугольного сечения ребра шириной b и высотой h и сжатых свесов шириной = (b’f-b) и высотой h’f.В сравнении с прямоугольным тавровое сечение значительно экономичнее, гак как в нем уменьшены размеры растянутой зоны, бетон которой в работе элемента не участвует из-за появления в нем трещин.Сжимающие напряжения в полках тавровых балок уменьшаются от ребра к краям полки, поэтому нормы (СНиП 2.03.01—84) ограничивают ширину свесов b’f полки, вводимую в расчет. Ширину свеса полки в каждую сторону от ребра таврового сечения принимают не более 1-6 пролета элемента и не более: а) при наличии поперечных ребер или при h’f< 0,1h –1/2 расстояния в свету между продольными ребрами; б)при отсутствии поперечных ребер или при расстояниях между ними больших, чем расстояния между продольными ребрами и h’f< 0,1h-0,6 h’f, в) при консольных свесах полки: при h’f ³ 0,1h-0,6 h’f; при 0,05 h £ h’f <0,1-3h’f; при h’f < 0,05h — свесы не учитывают. Случай 1. Сжатая зона сечения элемента с одиночной арматурой находится выше ребра, т. е. нулевая линия проходит в пределах полки (х £h’f). Это бывает, когда внешний момент оказывается меньше внутреннего момента, воспринимаемого сжатой полкой таврового сечения и соответствующей ей растянутой арматурой, относительно центра тяжести растянутой арматуры: M£Mf = Rb×b’f×h’f(ho-0,5×h’f). При заданной площади сечения растянутой арм-ры случай 1 будет прит соблюдении равенства: RsAs = Rb×b’f×h’f Рассмотрим расчетную схему нормального сечения таврового профиля с x>h’f и x£xR, т.е. 2ой случай.
Определение положения границы сжатой зоны: Граница сж. зоны проходит в ребре, т.е. x>h’f при выполнении 2х условий: 1) Если усилие растянутой арм-ры Ns > усилия в полностью сжатой полке N’s, граница сж. зоны нах-ся в ребре (предполагаем границу сж. зоны по низу сжатой) х=h’f; Ns > N’f; RsAs > Rb×b’f×h’f; Ns – усилие в растянутой арм-ре. N’f – усилие воспринимаемое всей сжатой полкой, т.е. при х=h’f.. Это условие исп-ся при решении задач – проверка прочности. Д/выполнения условия равновесия SN = 0 граница сжатой зоны должна уйти в ребро. 2) Если внешний расчетный момент > момента усилия в полностью сжатой полке, граница сжатой зоны нах-ся в ребре M³M’f, где М-внешний момент, M’f – условная несущая спос-ть сечения при полностью сжатой полке, т.е. х= h’f. М>Rb×b’f×h’f (ho - 0,5h’f). Исп-ся при решении задач – подбор арм-ры.
Тавровое сечение изгибаемых элементов, условие прочности.
Тавровое сечение наиболее экономичное, т.к удален линий Б из растянутой зоны. оставлена часть растян-го Ба для связи с раст арм-рой. В связи с тем, что полка таврового сечения вовлекается в работу с ребром неравномерно, расчетное сечение м/иметь расчетную ширину полки вf‘ меньше фактической. вf‘ эквивалентное по площади эпюр расч ширина сжатой полки. Чем тоньше полка, тем < вf’ по сравнению с в полки. При h0³0.1 h стрелочка к вf’=в+12 hf’,hf’<0,1 h, но >0,05h вf’=в+6hf’;hf <0,05h h-свесы не учитываются вf’=в. (рисунок). Условие прочности формируется на основании анализа расчетной схемы сечения для таврового сечения, т.е при x > hf’ выводится из усл равновесия SМ=0; Мs£Rв∙в∙х(h0-0,5х)(момент воспр-ый сж. зоной и арм-рой)+Rв∙(вf’-в)∙ hf’(h0-0,5 hf’(сжатие свесами и арм-рой), где высота сжатой зоны определяется из условий SN=0, то Rs∙As-Rв∙(вf’-в)∙hf’=Rb∙в∙х или (смотри прямоуг сечение с одиночной ар-рой) Мs£d∙Rв∙в∙h02+Rв(вf’-в) hf’(h0-0,5 hf’). d=z(1-0,5z) – моментный коэф-т в таблицах.
Предварительное напряжение, виды, способы.
Предварительно-напряженные - это такие конструкции, в которых в период изгот-ния создаются начальные растягив-ие напряжения в рабочей высокопрочной арм-ре и как следствие начальные сжим. напряж, в затвердевшем Бе и обычной ар-ре. В ЖБных конструкциях с обычной ненапряженной арм-рой в процессе эксплуатации в растянуто зоне могут возникнуть трещины. Создание в растянутой зоне Ба сжимающих напряжений путем предварительного натяжения арм-ры позволило значительно повысить трещиностойкость изделий и уменьшить их деформативность, появилась возможность использовать высокопрочные стали, при этом достигается до 40 % экономии металла. Дополнительные затраты, связанные с трудоемкостью операций по заготовке арм-ры и ее натяжению, окупаются экономией в расходе стали и повышением долговечности зданий и соор-нии в целом. Виды создания преднапряжения: 1. Натяжение ар-ры на упоры стенда или формы (заводское изгот-ние). Порядок: 1). натягив-ся ар-ра 2. форм-ся изделие 3. набир-ся прочность Ба 4. при 70-85% прочнсти Ба, отпус-а ар-ра с упоров. а) упоры стенда:
особенность: -форма-остнаска не силовая, расход на нее минимальный:
 б) упоры формы
б) упоры формы
особенность: -формы силовые, повышение расхода стали. Особенность вида закл-ся в удалении концевых анкеров после изг-ния. 2). Натяжение ар-ры на Б (вместо упоров Б). Ар-ра размещ-ся в каналах или поза элементов. Порядок: 1. формуется изделие с каналами или пазами 2. набир-ся прочность Ба 3. укладка в каналы (пазы) высокопрочной арм-ры; 4. при ≥70-85% прочности Ба натяг-ся арм-ра с упором в торцы бет элементов, фиксация концов арм-ры 4. каналы и позы запол цемен-песч-ым раст-ом (инъекцинирование).

особенность вида в т.ч. концевые анкера остаются в конст-ции. Способы создания преднапряжения: 1. механический с помощью гидравл-х домкратов или винтовых насадок. Один в домрат, другой тянут. Порядок: -. закрепление концов, одного на упор, другого на шток домкрата. 2. натяжен до задан величины с получен регламентируемого приращения длины Δ. При этом отн деформ удлин. Еупр=Δ/l стелочка к σдр=Еs*Еупр Предварительно напряженные, длинномерные, крупные и тяжелые конст-ции производят по стендовой тех-гии. В зависимости от способа заготовки арм-ры различают стенды пакетные и протяжные. На протяжных стендах арм-ру протягивают последовательно по всей длине стенда по линии формования. На пакетном стенде заготовку и натяжение пакета проволок выполняют след. образом. Бухты высокопрочной проволоки укладывают в бухтодержатели и каждый конец проволоки протаскивают через тормозное устройство, установку для очистки проволоки и дырчатую диафрагму. Затем концы проволоки закрепляют в пластинки волнового зажима, опрессовывают и фиксируют клином или болтами. Собранный пакет присоединяют к захвату каретки цепного конвейера и протаскивают до концевого выключателя, установленного на заданном расстоянии от упора захвата. Под прессом собирается 2ой волновой зажим, образующий 2ой конец пакета. После зажима проволок в 3ем волновом захвате их обрезают, готовый пакет снимают со стенда и цикл повторяют. Пакеты переносят к месту их установки мостовым краном и устанавливают в захваты головных и хвостовых тяг для натяжения. Линией заготовки арм-ры предусматривается высадка анкерных головок на концах арм-ры. На протяжных стендах производят предварительно напряженные конст-ции пром. зданий с проволочной, стержневой и прядевой арм-рой. Концы проволок помещают в групповой концевой захват, который на тележке с помощью лебедки перемещается до концевых упоров и закрепляется на них. После закрепления проволок в головном захвате их отрезают и тележка с бухтами перемещается на следующую линию формования. Арм-ру натягивают гидродомкратами. Отпускают натяжение арм-ры с помощью песочных устройств.

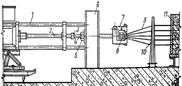
1 - упорная штанга натяжной машины; 1 - шток домкрата; 3 - соединительная муфта; 4 - хвостовик; 5 - фиксирующая гайка; 6 - упор стенда; 1 - челюстной захват; 8 - волновой зажим; 9 - арм-рный пакет; 10 - распределительная диафрагма; 11 – форма Длина стержней, проволок и пакетов при натяжении на упоры форм д.б. > расстояния м/у упорами Lзаг=lи+2ly+2la+5мм
При натяжении на упоры длинного или короткого стенда, где исп-ся инвентарные тяги с захватами, длина заготовки д.б. <, чем расстояние м/у упорами, д/короткого стенда Lзаг=lи+2la+800…1000 мм. Длина заготовки д/длинного стенда Lзаг=nlи+(n-1)kо+2k1+2k2+2k3 Тяговое усилие домкрата д/натяжения арм-ры опр-ют Q=knfσо/η, где k=1,1 – коэф-т, учитывающий возможную тех-гическую перетяжку, n – число одновременно натягиваемых стержней или проволок, f – площадь поперечного сечения 1-го стержня, см2, σо – проектное натяжение, η – КПД домкрата. На стендах натяжение арм-ры производят в 2 этапа, сначала арм-ру натягивают усилием, составляющим 40-50 % заданного, затем, проверив правильность расположения арм-ры, ставят закладные детали, сетки и каркасы, закрывают борта форм и натягивают арм-ру усилием на 10% выше заданного, выдерживают 3-5 мин, после чего снижают натяжение до проектного.
2. электротермическое Удлинение стержней за счет разогрева эл.током до 400° 0,5-10 мин (мах тем-ра 500), укладка в форму с заведением горяч. ст концевых анкеров за упоры формы, остывание стержней при этом происходит растяжение. e=Δ/l.
1 - пневматические цилиндры; 2 - неподвижная опора; 3 - токоподво-дящие губки; 4 - шкала; 5 - стрелка; 6 - арм-рные стержни; прижимные губки; 8 - подвижная опора; 9 - промежуточная опора
Сущность электротер-го натяжения арм-ры состоит в том, что арм. стержни с анкерами на концах нагревают эл. током до требуемого удлинения и фиксируют в жестких упорах форм или поддонов. При остывании в арм-ре возникают напряжения, которые затем передаются на Б. Напрягаемые арм. элементы (преимущ-но стержневая и прядевая арм-ра) по концам имеют зажимные устройства в виде высаженных головок, напрессованных шайб, клиновых зажимов и др. Для большинства арм. сталей рекомендуемая темп-ра нагрева составляет 400°С с продолжительностью нагрева 0,5-10 мин, максимальная темп-ра нагрева проволоки диаметром 4 мм м.б. повышена до 400оC, а диаметром 5-6 мм - до 500°С, при этом расчетное сопротивление арм-ры снижается на 10%. Max темп-ра нагрева термически упрочненной стали класса Ат-VI м.б. повышена до 500°С. При натяжении стержневой арм-ры электротермическим способом величину σо+р следует принимать не более нормативного сопротивления стали; р-допустимые пред-ные отклонения σо. Значения ρ для изделий различной длины приведены ниже:
| Длина изделия l и, м
|
| 6,5
| 9,5
|
|
|
| 25 и более
|
| Предельные отклонение р, МПа
|
|
|
|
|
|
|
|
Предварительное напряжение σо при электротермическом способе должно соответствовать заданному удлинению арм-ры ∆lо, которое определяют по формуле ∆lо=[(Kσо+р/Еа]/lу где Еа - модуль упругости арм-ры; lу - расстояние между наружными гранями упоров на форме, поддоне или стенде; р - допустимое предельное отклонение предварительного напряжения арм-ры от заданного; К - коэф-т, учитывающий упругопластические св-ва стали (1 - 1,2). Полное удлинение арм-ры с учетом обжатия анкеров или смещения губок инвентарных зажимов ∆la, продольной деформации форм ∆lф и дополнительного удлинения Сt, обеспечивающего свободную укладку арм. стержня в упоры, определяют по формуле ∆tп=∆lо+∆tа+∆lф+Сt. В зав-ти от вида анкера, жесткости форм и упоров, времени переноса стержня на упоры суммарные дополнительные удлинения составляют 0,6-1,2 см. Темп-ру нагрева, необходимую для полного удлинения стержня, опр-ют tp=(∆lп/lкα)+tо, где tр - заданная темп-ра нагрева; ∆lп - полное удлинение напрягаемой арм-ры; lк - длина нагреваемого участка арм-ры; to – темп-ра окр. среды; а – темп-ный коэф-т линейного расширения стали. 3. Электротермомех-ий: сп-б смешанный (min мех натяжение слабыми домкратами и min небольшой подогрев стержней). Сущность электротермомеханического способа натяжения арм-ры состоит в том, что нагретую эл. током и находящуюся под натяжением канатную или проволочную арм-ру с помощью машины навивают на упоры форм или стендов с опр. усилием натяжения. Этот метод исп-ся при непрерывном армировании конст-ций, кот-ое позволяет создавать одно-, двух- и трехосное напряжение конст-ций, применять комплексную механизацию и автоматизацию процесса и более экономно исп-ть арм-ру. Навивочные машины подразделяют на стационарные и передвижные. Кроме того, их различают по принципу действия на машины с вращающимся рабочим органом и совершающим возвратно-поступательное движение; по способу натяжения арм-ры - механический и электротермом-кий. Операции по закреплению начала проволоки, размотке и электромех-му натяжению ее, закреплению второго конца и обрезке проволоки совершаются автоматически. При электротермомех-ком способе натяжения арм-ры уделяется особое внимание контролю тем-ры нагрева и общему усилию натяжения проволоки.






