Цель работы
Изучить влияния температуры (Т) и скорости деформации ( ) на сопротивление (
) на сопротивление ( i) деформации и характер кривых деформационного упрочнения сталей при различных температурах и скоростях деформации.
i) деформации и характер кривых деформационного упрочнения сталей при различных температурах и скоростях деформации.
Краткие сведения из теории
Значения истинного сопротивления деформации ( i) металлов и сталей при различных степенях ( i), температурах (Т) и скоростях ()деформации являются основными механическими показателями для теории и практики обработки металлов давлением. Они входят во все формулы, используемые для расчета усилий прокатки, прессования, волочения, ковки, штамповки в условиях холодной, теплой и горячей деформации. Кроме того, по виду графиков i (Т, i, ) можно судить о влиянии химического состава и структуры на характер деформационного поведения металлов.
i), температурах (Т) и скоростях ()деформации являются основными механическими показателями для теории и практики обработки металлов давлением. Они входят во все формулы, используемые для расчета усилий прокатки, прессования, волочения, ковки, штамповки в условиях холодной, теплой и горячей деформации. Кроме того, по виду графиков i (Т, i, ) можно судить о влиянии химического состава и структуры на характер деформационного поведения металлов.
Порядок выполнения работы
1. Получить задание из прил. Б в виде таблицы, в которой приведены экспериментальные значения истинного сопротивления деформации ( i) при различных степенях деформации ( i) в условиях температур (Т) от 600 до 1200ºС и скоростях деформации () от 10-4 до 102 с-1.
2. Рассчитать гомологические температуры θ деформации для 20, 800, и 1200ºС. Указать, какие области температур относятся к холодной, теплой, полугорячей и горячей деформациям.
3. Найти, какой скорости деформирования V соответствуют скорости деформации 5∙10-3, 5∙10-1 и 102 c-1, если заготовка перед осадкой со степенью деформации i = 0,7 имела размеры Н О = 200 мм, D О = 100 мм;
4. Построить зависимости сопротивления деформации:
а) от истинной степени деформации в виде графиков – i,lg i– lg i с определением коэффициента деформационного упрочнения К при i = 0,1 и показателя деформационного упрочнения  при различных двух температурах и двух скоростях деформации.
при различных двух температурах и двух скоростях деформации.
б) от температуры - в виде графиков i– Т при i = 0,1 или i = 0,2 и двух скоростях деформации;
в) от скорости деформации - в виде графиков i– и lg i– lg при i = 0,1 для температур от 600 до 1200 ОС с определением скоростного коэффициента  .
.
5. Установить влияние изменения скорости деформации от 5∙10-1 до 102с-1 на сопротивление деформации при 600 и 1200ºС, взяв для каждой температуры две степени деформации 1 = 0,1 и 2 = 0,7. Полученные результаты объяснить.
6. Установить влияние температуры испытания на скоростной коэффициент m.
7. Выполнить индивидуальное задание, приведенное в прил. Б, с применением персонального компьютера.
Лабораторная работа 4. Технологические испытания при ОМД
Цель работы
Целью данной работы является изучение стандартизованных технологических испытаний и практическое выполнение наиболее распространенных технологических испытаний на изгиб, на вытяжку сферической лунки листов и ленты, на перегиб и скручивание проволоки.
Краткие сведения из теории
Технологическими испытаниями или технологическими пробами называются испытания, выявляющие способность металла принимать определенные деформации или воздействия, подобные тем, которые металл претерпевает при его технологической обработке или в эксплуатационных условиях.
Стандартные механические свойства являются основными при оценке качества изделия. Однако критерием их годности являются те свойства материала, которые получены в условиях близких к технологическим или эксплуатационным.
Необходимость применения того или иного метода, а также требования к различным материалам при проведении технологических испытаний устанавливается стандартами и техническими условиями на эти металлы или изделия. Во многих случаях указываются особые требования к отбору и изготовлению образцов.
На основании испытания делается заключение о соответствии или несоответствии металла или изделия техническим требованиям.
Ниже приведены некоторые виды технологических испытаний.
Испытания на осадку
Испытание проводят по ГОСТ 8817 для определения способности к деформации прутков и проволоки из черных металлов и цветных сплавов, применяемых для изготовления болтов, заклепок и других крепежных изделий методом горячей или холодной высадкой. Испытания проводятся в холодном или горячем состояниях. Критерием годности служит отсутствие на боковой поверхности образцов, подвергнутых испытанию, трещин, закатов, надрывов, шероховатости и расслоений.
Испытания на изгиб
Испытания проводятся по ГОСТ 14019 для определения способности металла выдерживать заданную пластическую деформацию, характеризуемую углом изгиба, или для оценки предельной пластичности металла при изгибе, характеризуемой углом изгиба до образования первой трещины. Испытанию подвергаются лента, полоса, лист, трубы, сортовой и фасонный прокат, а также поковки и отливки из металлов и сплавов. Испытания могут проводиться при нормальной температуре и в нагретом состоянии.
Если в стандартах и технических условиях отсутствуют особые требования, то заготовки для изготовления образцов вырезаются в соответствии с ГОСТ 7564 «Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний»:
-из листовой и полосовой стали – в любом месте по ширине заготовки;
-из двутавра – на 1/3 высоты профиля из стенки;
-из угловой стали – на расстоянии 1/3 ширины полки от любого конца профиля.
При толщине проката до 30 мм образцы подготавливают с сохранением поверхностных слоев проката. Ширина образца должна быть не менее двух толщин проката и не менее 10 мм. При толщине проката более 30 мм изготавливают простроганные вдоль образцы толщиной 20 мм и шириной не менее 30 мм.
Испытания можно проводить на испытательных машинах любой конструкции, приспособленных для испытаний на сжатие.
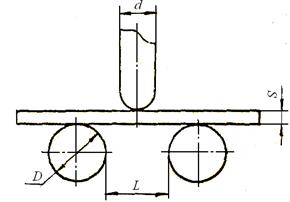
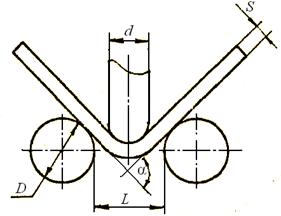
Схема испытания показана на рис. 61.
А б
Рис. 61. Схема испытания на изгиб:
а – начало; б – окончание
Ширина оправки и опор должна быть больше ширины образца. Если толщина оправки d не оговорена в стандартах или технических условиях на продукцию, то ее принимают равной двум толщинам (диаметрам) испытуемого образца. Радиус закругления оправки должен быть равен  /2. Радиус закругления опор должен быть не менее толщины S образца.
/2. Радиус закругления опор должен быть не менее толщины S образца.
Расстояние между опорами, если оно не оговорено в стандартах и технических условиях на продукцию, принимают равным
Испытание на изгиб проводится:
а) до заданного угла изгиба;
б) до появления первой трещины в растянутой зоне образца с фиксацией угла изгиба;
в) до параллельности сторон;
г) до соприкосновения сторон.
Вид испытания должен быть оговорен в стандартах или технических условиях на продукцию.
Испытания на изгиб до появления первой трещины производят по той же методике, что и изгиб до заданного угла. Угол изгиба измеряют после снятия нагрузки.
Испытание на изгиб до параллельности сторон производят после предварительного изгиба образца на угол не менее 150О.
Догиб производят между параллельными плоскостями до параллельности сторон при наличии прокладки, равной толщине оправки, либо до соприкосновения сторон.
Признаком того, что образец выдержал испытания, служит отсутствие излома, расслоений, надрывов и трещин.
При испытании на изгиб до заданного угла изгиба момент появления первой трещины устанавливают невооруженным глазом. При этом скорость деформирования должна быть не более 15 мм/мин.
В протокол испытания записывают вид материала (лист, лента, фасонный материал), толщину и размеры образца, вид загиба, толщину оправки и результаты испытания. В случае разрушения образца по результатам осмотра невооруженным глазом описывают вид излома и дефекты трещины, расслоение и т.д.
Загиб трубы
Испытаниепроводится по ГОСТ 3728 и применяют для определения способности металла трубы подвергаться загибу по заданным размерам и форме. Для труб с наружным диаметром D до 60 мм включительно отбирают образцы в виде отрезка трубы полного сечения, для труб с наружным диаметром свыше 60 мм - образцы в виде поперечных и продольных полос. Эти полосы в сварных трубах вырезают за пределами зоны термического влияния сварного шва. Длина образца должна быть достаточной для его загиба на заданный угол и радиус R. Угол загиба принимают равным 90О, если в технических условиях не указан другой угол. Испытание осуществляется путем плавного и непрерывного загиба образца 1 вокруг желобчатого ролика 2 или оправки заданного радиуса до определенного угла α (рис. 62).
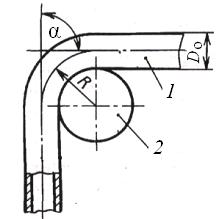
Рис. 62. Схема испытания труб на изгиб
Профиль желобка или оправки должен соответствовать наружному диаметру образца. При наличии в технической документации на трубы требований на ограничения величины овала допускается проводить испытания с применением внутренней оправки или наполнителей.
Положение сварного шва при проведении испытания сварных труб должно быть указано в технической документации на изделие. При отсутствии таких указаний сварной шов должен находиться в зоне сжатия и располагаться под углом 45 ° к плоскости изгиба.
Отбортовка труб
Испытание проводится по ГОСТ 8693 для определений способности металла подвергаться деформации, состоящей в отгибании стенок конца трубы на 90° до образования фланца заданного диаметра D.
На рис. 64 приведена схема испытания на отбортовку трубы посредством оправки до получения заданного диаметра D. Перед отбортовкой образец может подвергаться раздаче конусной оправкой до образования наружного диаметра.
Рабочая поверхность оправки должна быть закалена (≥ 50 HRC), шлифована и при испытании покрыта консистентным смазочным материалом.
Если радиус R не указан в технической документации на продукцию, то его величина берется не менее двукратной толщины S стенки трубы.
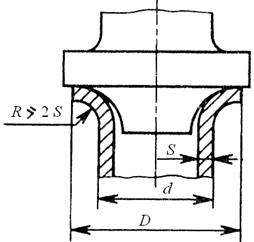
Рис. 64. Схема испытания труб на отбортовку
Испытание проводят при температуре образца, равной температуре окружающей среды, но не ниже минус 10 ОС.
Образец считается выдержавшим испытания, если после отбортовки в нем отсутствуют трещины или надрывы с металлическим блеском, видимые без применения увеличительных приборов.






