

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Обрезка заусенца (облоя) выполняется с помощью штампов, устанавливаемых на кривошипных прессах (рис. 56).

А б
Рис. 56. Схемы обрезки заусенца (а) и пробивки отверстия (б)
Поковку 3 укладывают в матрицу 4. При нажатии пуансоном 1 на поковку 3 режущие кромки матрицы срезают облой по всему периметру поковки, которая после этого проваливается вниз. Облой остается на матрице, а чтобы он не застревал на пуансоне, применяют съемник 2.
При пробивке отверстий (рис. 56, б) поковку 3 укладывают в матрицу 4 и с помощью пуансона 1 пробивают; отход проваливается через отверстие матрицы в тару, установленную под столом пресса. Существуют штампы совмещенного действия, в которых обрезают облой и пробивают отверстие за один ход пресса.
Обрезку облоя и пробивку отверстий можно выполнять в холодном и горячем состояниях: для мелких поковок из низкоуглеродистой и низколегированной сталей – в холодном состоянии, в остальных случаях обрезают облой и пробивают отверстия сразу же после штамповки на обрезном прессе, установленном непосредственно около штамповочной машины.
Правка штампованных поковок
Правка штампованных поковок выполняется для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа (вследствие застревания поковки в полости штампа), после обрезки облоя, а также после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезки облоя, либо на обрезном прессе, либо на отдельной машине. Мелкие поковки можно править в холодном состоянии после термической обработки.
|
|
Очистка поковок от окалины
Очистка поковок от окалины облегчает условия работы режущего инструмента при последующей обработке резанием, а также контроль поверхности поковок. Очистку осуществляют в барабанах, дробью, травлением.
Дробеструйная очистка заключается в том, что металлическая дробь размером 1–3 мм с большой скоростью ударяет о поверхность поковки и сбивает с нее окалину. Скорость дроби задается сжатым воздухом в специальных аппаратах. Этим способом очищают мелко- и среднегабаритные поковки.
Листовая штамповка
В качестве исходных материалов при листовой штамповке используют все технические материалы в виде листов, лент и полос, способные пластически деформироваться.
Листовая штамповка широко применяется во всех отраслях промышленности, например, для деталей кузовов автомобилей, рам, различных панелей и др.
Удельный вес листовой штамповки в общем объеме металлообработки очень высок. Например, современный автомобиль содержит от 60 до 75% листоштампованных деталей, трудоемкость их изготовления составляет 7 – 15% трудоемкости изготовления всего автомобиля.
Для технологических процессов листовой штамповки характерно экономное использование материала и сравнительно небольшие отходы, высокая производительность и возможность осуществления автоматизации и механизации, простота работы на оборудовании ивозможность использования рабочих невысокой квалификации, низкая себестоимость изделий.
Листовая штамповка подразделяется на разделительную и формообазующую (рис. 57).

А б
Рис. 57. Листовая штамповка:
а – пробивка; б – вытяжка
Разделительные операции характеризуются отделением одной частизаготовки от другой путем разрушения металла по заданному контуру – замкнутому или незамкнутому. К разделительным операциям относятся вырубка, пробивка, отрезка, обрезка и др. (рис.57, а). Разделительные операции являются наиболее распространенными операциями листовой штамповки и применяются как для получения готовых изделий, так и для получения заготовок для других операций листовой штамповки.
|
|
Формообразующими операциями называются операции, при которых происходит изменение формы заготовки путем ее пластического деформирования. К формообразующим операциям относятся вытяжка, гибка, отбортовка, обжим, раздача и др. (рис. 57, б).
Инструмент, с помощью которого осуществляются процессы листовой штамповки, называется штампом, основными рабочими деталями которого являются пуансон и матрица.
Пуансон – основная деталь штампа, рабочая поверхность которой взаимодействует с внутренней поверхностью изделия и охватывается ею.
Матрица – основная деталь штампа, рабочая поверхность которой взаимодействует с наружной поверхностью изделия и охватывает последнюю.
Во многих операциях листовой штамповки напряжения и деформации в направлении перпендикулярном толщине листа оказываются значительно меньшими напряжений и деформаций в плоскости листа и ими с достаточной для практики точностью можно пренебречь, а напряженное состояние считать плоским.
Листовой металл в большинстве случаев штампуется в холодном состоянии, а в подогретом или горячем состоянии штампуются обычно толстые листы или труднодеформируемые сплавы. Поэтому при анализе операций листовой штамповки необходимо учитывать упрочнение металла в процессе деформации, для чего используются кривые деформационного упрочнения.
Вырубка-пробивка
Вырубка и пробивка – операции листовой штамповки путем отделения заготовки по замкнутому контуру различной конфигурации (см. рис. 57, а).
Схемы и механизм операций вырубки-пробивки совершенно аналогичны, отличаются же они тем, что при вырубке отделяемая часть заготовки является деталью, а при пробивке – отходом (выдрой).
При вырубке-пробивке заготовка устанавливается на матрицу, имеющую рабочее отверстие с острыми режущими кромками, и в результате воздействия пуансона (также с острыми режущими кромками) происходит отделение одной части заготовки от другой.
Скалывающие трещины, появившиеся у режущих кромок матрицы и пуансона, быстро распространяются вглубь металла, встречаются и вызывают отделение одной части заготовки от другой. Для того чтобы скалывающие трещины, развивающиеся от режущих кромок матрицы и пуансона, встретились одна с другой, между матрицей и пуансоном должен быть зазор, оптимальная величина которого составляет 5 – 10% от толщины заготовки.
|
|
Усилие вырубки-пробивки обычно определяют по формуле
Р=  В S L,
В S L,
где В – временное сопротивление разрыву, Н/мм2;
S – толщина листа, мм;
L – длина контура вырубки, мм.
Вытяжка
При вытяжке из плоской заготовки получают полые детали цилиндрической, коробчатой и других форм (см. рис. 57, б).
При этом используют прижим для предотвращения появления гофрирования во фланце.
Вытяжка осуществляется с помощью матрицы и пуансона, рабочие кромки которых скруглены радиусами в несколько раз большими толщины заготовки.
При вытяжке цилиндрического стакана основное сопротивление деформированию создается во фланце. Донная часть детали, прилегающая к торцу пуансона, практически не деформируется, а вертикальная стенка лишь передает усилие от пуансона во фланец.
Для предотвращения гофрирования во фланце используют прижим.
Практически вытяжка выполняется при условии, что коэффициент вытяжки, равный отношению диаметра заготовки к диаметру детали К = D/d, не должен превышать допустимую величину К Д=1,8–2,2.
С помощью коэффициента вытяжки можно определить число переходов, необходимых для изготовления данной детали. Если отношение диаметра плоской заготовки D к диаметру изделия d меньше величины предельного коэффициента вытяжки, то деталь может быть получена за один переход. Если D/d > К Д,то для изготовления детали потребуется несколько переходов вытяжки.
Коэффициент вытяжки на последующих переходах определяется выражением Кп=d 1 /d,и его предельная величина на каждом последующем переходе меньше, чем на предыдущем, так как на предыдущих переходах металл упрочняется и его пластичность уменьшается.
Схема вытяжки на последующих переходах представлена на рис. 58.

Рис.58. Схема вытяжки на последующихпереходах
Полный коэффициент вытяжки определяется произведением коэффициентов вытяжки на всех переходах:
К = К 1 К 2 ...Кп.
|
|
Усилия при вытяжке обычно определяют по эмпирической формуле
Р = K Вπ d S В,
где K В =0,2–1,1 – эмпирический коэффициент;
d – диаметр детали, мм;
S – толщина листа, мм;
В – временное сопротивление разрыву, Н/мм2.
Гибка
Гибка - изготовление гнутые деталей (рис. 59).
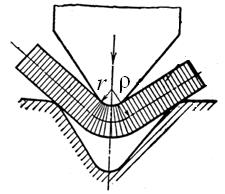
Рис.59. Схема процесса гибки
Размеры деталей, изготовляемых гибкой, чрезвычайно разнообразны: от мелких деталей радиоаппаратуры до лонжеронов грузовых автомобилей длиной до 8 м и обечаек различных резервуаров диаметром до нескольких метров.
В очаге деформации различают зоны растяжения и сжатия, разделенные нейтральным слоем.
Поскольку нейтральный слой заготовки при гибке не подвергается сжатию и растяжению, его размеры сохраняются практически неизменными. Поэтому необходимые размеры заготовки определяются по длине нейтрального слоя.
Минимальный радиус гибки для сталей и сплавов составляет: у высокопластичных r = 0,7 S; у среднепластичных r = 1,5 S; у малопластичных
r = 4 S (S – толщина металла).
Гибка производится в штампах, на специальных гибочных машинах и др.
При гибке труб не допускается образование гофр и превращение круглого сечения в овал. С этой целью гибку труб производят на гибочных станах или в штампах. Для предотвращения образования гофр трубу предварительно заполняют наполнителем (сыпучим материалом-песком и т.п.)
При гибке наблюдается пружинение, которое вызывается снятием упругих деформаций после разгрузки. Оно учитывается при разработке технологического процесса путем увеличения угла гибки на угол пружинения.
Усилие гибки обычно определяется по формуле
Р=kF В,
где k = 0,2–0,4 – коэффициент;
F –площадь поперечного сечения заготовки;
В – временное сопротивление разрыву.
Поверхностная пластическая деформация (ППД)
Поверхностная пластическая деформация применяется для упрочнения деталей методом деформационного наклепа на глубину 0,2–0,4 мм. Основное назначение этого метода – повышение усталостной прочности деталей машин.
Упрочнение наклепом осуществляется различными способами: обкаткой роликами. дробеструйной обработкой и др.
Основные параметры ППД следующие: упругая и пластическая деформации в очаге деформирования, площадь контакта инструмента с обрабатываемой поверхностью, сила воздействия на инструмент, напряжения, возникающие под действием этой силы, и кратность приложения силы.
Глубина наклепа h связана с силой деформирования Р соотношением
h =  ,
,
где Т – предел текучести материала.
Для конструкционных сталей с погрешностью не более ±10 % справедливо соотношение
Т= НВ/ 3,
где HB – твердость по Бринеллю.
Вэтом случае глубину наклепа можно определить по величине твердости стали
|
|
h =  .
.
При обкатывании и выглаживании в зоне контакта повышается температура до 350ОС и выше. Такой нагрев может вызывать термопластическое деформирование и другие явления, снижающие эффект упрочнения. Необходимо устанавливать такие давления и скорости обработки конкретных материалов, которые не вызывают повышения температуры поверхности более допустимой.
Обработка ППД сопровождается сложными структурными и фазовыми превращениями, характерными для формирования поверхностного слоя. В первоначальный момент происходит дробление зерен металла на блоки (полигонизация) и образуется мозаичная структура. Далее вследствие усиления развития сдвигов по плоскостям скольжения образуются новые измельченные зерна. При этом образуется упорядоченная ориентированная структура волокнистого характера с анизотропными механическими свойствами, когда пластичность вдоль волокон выше, чем в поперечном направлении.
Поверхностное деформирование повышает плотность дислокации в упрочненном слое, измельчает субструктуру, а при обработке закаленных поверхностей уменьшает количество остаточного аустенита.
При деформационном наклепе частично происходит распад перенасыщенных твердых растворов, в результате которого выделяются мельчайшие частицы новых структурных образований. Последние, попав на плоскости скольжения, оказывают сопротивление движению дислокаций, что повышает прочность металла.
Повышение концентрации точечных и линейных дефектов кристаллического строения и образование субмикроскопических (не опасных и не вредных) трещин увеличивает удельный объем металла. Суммарное максимальное увеличение удельного объема для сталей достигает 1,1 %. Это обусловливает образование в наклепанной зоне остаточных напряжений сжатия, а в сердцевине детали – напряжений растяжения.
Упрочнение поверхности и образование сжимающих остаточных напряжений резко повышается предел выносливости. ППД снижает влияние концентраторов напряжений на предел выносливости.
ППД является эффективным методом локального упрочнения мест концентраций напряжений. Поверхностное пластическое деформирование повышает твердость поверхности, в результате чего возрастает сопротивление износу. ППД также способствует снижению шероховатости поверхности и созданию микронеровностей по форме, близкой к образующейся после приработки. ППД деталей, работающих в условиях трения и изнашивания, повышает износостойкость по сравнению со шлифованием в 1,5–2 раза. Одновременно возрастает сопротивление схватыванию и фреттинг-коррозии.
При завышенных силовых параметрах обработки может происходить перенаклеп, в результате которого в поверхностном слое появляются опасные микротрещины, образуются частички отслаивающегося металла.
Наклеп металла можно частично или полностью снять путем отжига. Перенаклеп – необратимый процесс, при котором нагрев не восстанавливает исходную структуру металла и его механические свойства.
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!