В радиально-ковочных машинах инструмент движется по радиусу от периферии к центру и обратно, а сам инструмент и приводящие его в действие узлы не вращаются вокруг заготовки (рис. 50).
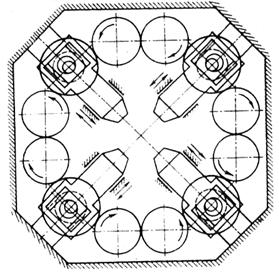
Рис. 50. Кинематическая схема работы радиально-ковочных машин
Обрабатываемыми на радиально-ковочных машинах материалами являются углеродистые, конструкционные, легированные стали, цветные металлы и сплавы.
Радиальное обжатие подобно операции протяжки в вырезных ковочных бойках. В отличие от обычной ковки на молотах и прессах в процессе радиального обжатия деформация происходит не за счет удара или единичного интенсивного обжатия, а в результате приложения большого числа обжатий одновременно по всему периметру заготовки с относительно малой степенью деформации за одно обжатие четырьмя или более бойками, расположенными в одной плоскости и сходящимися в радиальном направлении. Обжатия следуют друг за другом с частотой 150–2000 ходов в минуту в зависимости от модели машины.
На радиально-ковочных машинах можно изготовлять заготовки высокой точности круглого, квадратного, прямоугольного, шестигранного и других сечений (рис. 51).
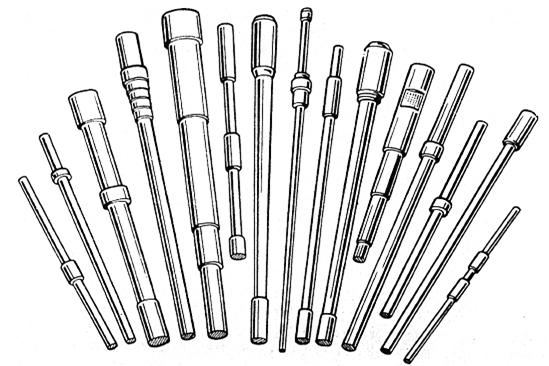
Рис. 51. Типовые детали, изготовляемые на радиально-ковочных машинах
Радиальным обжатием также получают полые толсто- и тонкостенные заготовки (в последнем случае на оправках). Имеется возможность получения различных профилей на внутренней поверхности полых заготовок, например, шлицев, резьбы, внутреннего шестигранника и др.
Радиальное обжатие сплошных и полых заготовок осуществляется как в холодном, так и в горячем состоянии.
Холодное радиальное обжатие применяется для обработки сплошных и полых заготовок диаметром до 40 – 50 мм, а заготовки больших размеров получают на радиально-ковочных машинах методом горячей деформации.
Поскольку заготовку обжимают одновременно с четырех сторон, в очаге деформации создается благоприятная схема напряженного состояния, уменьшающая вероятность возникновения или развития поверхностных дефектов. Ковку на РОМ ведут в условиях стабильного температурного режима. При правильном выборе режима ковки можно полностью компенсировать падение температуры разогревом за счет теплового эффекта пластической деформации, поэтому ковка может осуществляться до конечного размера с одного нагрева с большой суммарной степенью деформации. Так, при ковке углеродистых, конструкционных сталей общий коэффициент укова достигает 16 – 10, коррозионностойких сталей 8 – 6.
Специфика процесса деформирования металла на РОМ позволяет проводить горячую обработку заготовок из труднодеформируемых малопластичных сталей и сплавов, имеющих узкий температурный интервал деформирования, значительно более эффективно, чем при ковке на прессах или молотах. Если, например, гладкая поковка из быстрорежущей стали требует для достижения суммарного коэффициента укова 8 при четырех-пяти нагревах при ковке на молоте, то та же протяжка на РОМ достигается за один нагрев.
Как правило, радиально-ковочные машины снабжены программным управлением, что позволяет экономить до 16% времени на процессковки, существенно облегчить условия работы оператора.
Основные направления использования радиально-ковочных машин, а также комплексов и линий на их основе:
-применение в качестве установок предварительного деформирования для изготовления полуфабриката в виде сплошного прутка из легированных сталей и сплавов;
-изготовление сплошных ступенчатых поковок, приближающихся по форме к готовым изделиям, а также ковка полых заготовок небольшой длины, поковок вагонных осей и т. д.;
-холодное обжатие полых заготовок, например стволов охотничьего и стрелкового оружия, в том числе с нарезами на внутреннем канале;
-заковка горловин баллонов, высадка концов труб, ковка заготовок пружин переменного сечения, штамповка заготовок турбинных лопаток.
Резка заготовок
Разделка исходного металла на мерные заготовки из сортового проката производится:
-резкой на пресс-ножницах;
-на хладноломах;
-механических пилах и др.
Резка заготовок на пресс-ножницах
Этот способ является наиболее распространенным видом получения заготовок для горячей объемной штамповки, осуществляемый на пресс-ножницах (рис. 52).
Для уменьшения сопротивления деформации и во избежание образования трещин углеродистую сталь сечением свыше 70 мм и легированную сталь сечением свыше 40 мм подвергают резкена пресс-ножницах с подогревом до 400 – 700°С.
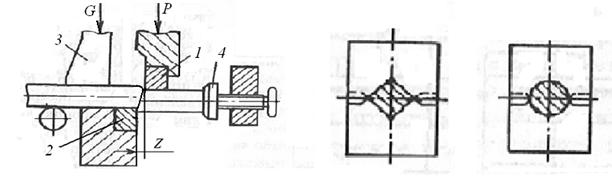
Рис. 52. Схема резки заготовок на пресс-ножницах
Рабочими деталями являются: верхний 1 и нижний 2 ножи, прижим 3 и упор 4. В момент надавливания на пруток ножей 1 и 2 возникает пара сил, создавая момент М = РZ, стремящийся повернуть пруток вдоль оси. Повороту прутка препятствует прижимное устройство 3. В момент, когда напряжения от действия ножей превосходят сопротивление срезу, начинается внедрение ножей в пруток. Внедрение ножей сопровождается образованием утяжек соседних с ножами участков металла.
При ходе ножа накопленная пластическая деформация около режущих кромок становится предельной, вблизи режущих кромок возникают трещины, которые, распространяясь, соединяются, приводя к отделению одной части заготовки от другой путем хрупкого долома.
При оптимальном зазоре между ножами Z = (0,05–0,15) D ЗАГ возникающие встречные трещины сливаются, образуя ровную поверхность среза. При зазоре меньше Z встречные трещины не сходятся, что приводит к появлению гребешков на торце среза. При штамповке такой заготовки образуются складки. Чрезмерно большой зазор приводит к сильному смятию режущей кромки и появлению заусенца.
Рабочие выемки ножей должны соответствовать форме поперечного сечения разрезаемого прутка (рис. 52). Резка прутков квадратного сечения может осуществляться по стороне или по диагонали. Во втором случае смятие металла будет меньше. Поверхность среза чище, а затрачиваемая энергия и усилие ниже на 10–15 %.
К недостаткам резки заготовок на пресс-ножницах относятся значительные искажения профиля среза и ограниченность длины отрезаемых заготовок L £ 1,5 D ЗАГ. Усилие резки на пресс-ножницах определяется по формуле
Р =  СР F СР,
СР F СР,
где СР = (0,7 – 0,8)  В – сопротивление срезу;
В – сопротивление срезу;
F СР – площадь поперечного сечения заготовки;
В – временное сопротивление разрыву.






