

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Сущность метода
Литье под давлением – один из распространенных методов переработки полимеров. В процессе реализации этого метода расплав полимерного материала под высоким давлением через литниковые каналы формы впрыскивается в полость закрытой формы, уплотняется в ней и фиксируется изделие за счет охлаждения формы. После этого форма открывается и готовое изделие извлекается из формующих гнезд. Этим методом перерабатывают термопласты и термореактивные материалы.
Наибольшее распространение получили горизонтальные литьевые машины с червячной пластикацией расплава (рис. 39).

Рис. 39
Перерабатываемый материал загружается в бункер 9, захватывается червяком 7 и за счет разности коэффициентов трения между материалом и обогреваемым цилиндром 8 и материалом с червяком транспортируется вперед.
Доза расплава 12 накапливается в передней части материального цилиндра, перемещая червяк-поршень вправо. Это обеспечивается шлицевым соединением хвостовика червяка с колесом редуктора 10. При наборе необходимой дозы расплава вращение червяка поршня прекращается концевыми выключателями 13 и одновременно включается подача рабочей жидкости в поршневую полость цилиндра впрыска 11. Весь узел пластикации и впрыска перед этим гидроцилиндром 14 подводится к литниковой втулке литьевой формы 5. Подвижная часть формы 5 закреплена на плите 4, а неподвижная на плите 6. Замыкание и раскрытие формы происходит под действием гидроцилиндра 1, шток которого связан с подвижной плитой 4. Гидроцилиндр 1 закреплен на регулируемой плите 2, и стягивают все плиты колонны 3, по которым движется подвижная плита с полуформой.
Циклограмма работы литьевой машины, работающей по описанному технологическому методу, представлена на рис. 40
|
|
Линия 1a соответствует перемещению подвижной плиты прессовой части при смыкании формы (t 1 – время, необходимое для смыкания формы).
После закрытия формы с заданным усилием запирания подается команда на подвод сопла инжекционной части к форме (линия 2а). t 2 – время, требующееся для подвода сопла к форме (смыкание формы и подвод сопла могут также осуществляться одновременно).

Рис. 40
Далее шнек движется вперед (линия 3а). При этом подготовленный в инжекционном цилиндре расплавленный материал впрыскивается в форму. Время, необходимое для впрыска, составляет t 3.
При выдержке материала в форме (линия 3б) в течение времени t 4 сопло инжекционной части прижато к форме (линия 2б), а затем по команде отходит (за время t 7) назад (линия 2в).
Вращательное движение шнека при пластикации материала может начаться после выдержки под давлением сразу (линия 3в) или по истечении некоторого времени (такой режим применяют при переработке некоторых нетермостабильных термопластичных материалов). Время, необходимое для набора порции материала, составляет t 5; при этом шнек возвращается назад в исходное положение.
В течение всего цикла форма замкнута (линия 1б). После охлаждения изделия (за время t 6) форма раскрывается (линия 1в). t 8 – время необходимое для размыкания. Далее цикл повторяется.
Инжекционная часть в зависимости от конструкции или режима работы машины может быть прижата к литниковой втулке формы в течение всего цикла (при работе с точечными литниками), может отводиться от формы по окончании, выдержки материала под давлением (при работе с самозапирающимися соплами и др.) и может отводиться от формы после окончания пластикации (при работе с открытыми соплами).
На процесс формования оказывают влияние режим перемещения шнека и режим приложения усилий на шнек в течение цикла (режим формования).
Стандартный режим показан на рис. 41. Нарастание давления происходит по мере заполнения формы. Величина давления р 1 в момент заполнения формы зависит от геометрии и размеров формы и литников, от свойств и температуры перерабатываемого материала, скорости заполнения формы и т.д.
|
|
После заполнения формы (за время t 1) давление поднимается до отрегулированной в гидросистеме величины.

Рис. 41
По окончании выдержки давление в гидросистеме снимается до отрегулированного ранее давления пластикации р 4 и начинается вращение шнека (t 3 – время, необходимое для снижения давления формования до давления пластикации, t 4 – продолжительность пластикации).
Рассмотренный режим используют для литья сравнительно толстостенных деталей небольшой площади через обычные литники. При этом в форме развиваются высокие давления с небольшим перепадом по ее длине.
Для уменьшения в изделиях внутренних напряжений ориентационного характера используют режимы со сбросом давления (рис. 41, б).
После достижения в форме максимального давления р 2 его через определенный интервал времени t 5, контролируемый с помощью специального реле времени, уменьшают до необходимой регулируемой величины р 3 (происходит сброс давления в форме).
При литье изделий большой площади, когда усилия, возникающие в форме, могут превысить усилия запирания, целесообразно использовать режим со сбросом давления в момент заполнения формы (рис. 41, в).
В этом случае уменьшаются внутренние напряжения в изделиях, так как облегчается протекание релаксационных процессов. Сброс давления в этом режиме осуществляется по команде от конечного выключателя или, как и в предыдущем случае, от реле времени.
Настроив соответствующим образом конечный выключатель, можно снимать усилие до момента полного заполнения формы (рис 41, г), что приводит к еще большему сокращению усилий, возникающей в форме.
При этом давление сбрасывается до определенной заранее отрегулированной величины, одновременно уменьшается скорость впрыска на последней стадии заполнения формы.
В этом режиме формование материала после окончания заполнения формы может осуществляться на другом давлении, т.е. сброс давления может происходить дважды – в процессе заполнения и после заполнения формы. Команды на сброс давления могут подаваться как конечными выключателями, так и соответствующими реле времени.
|
|
Упрочнение литьевого изделия можно достигнуть за счет дополнительной ориентации внутренних слоев изделия.
Для этого применяют режимы с резким уменьшением давления после полного заполнения литьевой формы.
На рис. 41, д показан режим, в котором после нарастания давления в форме через интервал времени t 5 с помощью реле времени давление формования р 2 полностью снимается и через интервал времени t 6 до первоначальной р 2 или меньшей р 3 < р 2: величины, необходимой для формования изделия.
Давление р 3, может устанавливаться по истечении времени t 6 или через некоторое задаваемое время t 7 (рис. 41, е).
Комбинируя работу соответствующих реле времени и конечных выключателей, можно организовать режим (рис. 41, ж), в котором давление р 2 снижается до определенной регулируемой величины р 3 сразу же после заполнения формы. Далее с помощью реле времени через интервал времени t 5 давление падает до нуля и через определенный промежуток времени t 6 восстанавливается до той же р 3 или другой регулируемой р 31 величины.
В течение одного цикла формования таких сбросов давления можно производить несколько раз (3 – 5) с последующим восстановлением давления,
В период сброса давления создается перепад давления между формой и соплом. В форме давление высокое, а в сопле низкое. Материал начинает "вытекать" из формы.
Далее в инжекционной части литьевой машины и в сопле снова дается высокое давление. Материал начинает "втекать" в форму. Но теперь это "втекание" происходит по более внутренним (глубоким) слоям изделия, т.к. постоянно происходит охлаждение материала со стороны наружных слоев. Материал в наружных слоях охлаждается и не участвует в течении.
Такую операцию (сброс и подъем давления) можно повторять несколько раз в течение всего периода выдержки под давлением. В результате деформации внутренних слоев все более и более глубокие слои материала ориентируются. За счет дополнительной ориентации внутренних слоев изделие упрочняется.
На рис. 42, а приведена структура материала в сечении толстостенного изделия, отлитого в стандартном режиме литья, а на рис. 42, б – в режиме с резким многократным (четырехкратным) уменьшением (сбросам) давления.
|
|
Наружная оболочка изделия (1) получается в процессе заполнения формы. Она сильно ориентирована и имеет высокие прочностные свойства.

Рис. 42
За наружной оболочкой идет слой 2, который формируется в течение период выдержки под давлением. Этот слой менее ориентирован и имеет меньшую прочность, чем наружная оболочка 1, но тоже упрочнен.
Сердцевина изделия, полученного в обычном режиме литья, составляет центральный слой 3, который формируется в процессе охлаждения. Этот ело неориентирован и неупрочнен.
У изделия, полученного в режиме с резким многократным уменьшением (сбросом) давления, в период первой выдержки под давлением образуется слой 4 (рис. 42, б). В период второй выдержки под давлением после первого резкого уменьшения давления образуется слой 5. В период третьей выдержки под давлением после второго резкого уменьшения давления образуется слой 6. В период четвертой выдержки под давление после третьего резкого уменьшения давления образуется слой 7.
Внутренние слои 4, 5, 6, 7 ориентированы и упрочнены. В целом изделие получается более прочным.

Рис. 43
Для сравнения прочностных характеристик изделий, полученных в разны режимах, на рис. 43, а приведена диаграмма усилие–деформация для изделия, полученных в стандартном режиме литья, а на рис 43, б – в режиме с многократным резки уменьшением (сбросом) и восстановлением давления. Разрушающее напряжение при растяжении  изделия, полученного в режиме со сбросом и восстановлением давления значительно превышает разрушающее напряжение изделия, полученного в обычно режиме литья. Упрочненные изделия также имеют повышенные ударные характеристика
изделия, полученного в режиме со сбросом и восстановлением давления значительно превышает разрушающее напряжение изделия, полученного в обычно режиме литья. Упрочненные изделия также имеют повышенные ударные характеристика
На рис. 41, з показан режим изменения давления в цикле формования при работе литьевой машины с предварительным сжатием расплава (t 1 – время нарастания давления до впрыска). По мере заполнения формы за время t 11 давление понижается в результат расширения предварительно сжатого расплава. Режим применяют для заполнения тонкостенных изделий. Сжатие расплава происходит в инжекционном цилиндре под действием шнека. В этом случае применяют сопло специальной конструкции. Дале процесс формования протекает, как обычно – при постоянном максимальном давлении р 2 (рис. 41, а) или со сбросом давления до величины р 3.
Заполнение литьевой формы расплавом является ключевым процессом литьевого метода формования полимерных материалов. Можно сформулировать следующее общее для всех классов полимерных материалов требование к условиям проведения операции впрыска: в конце этой операции весь объем оформляющей полости литьевой формы должен быть заполнен монолитным расплавом, причем состояние последнего должно быть таким, чтобы остаточные напряжения в материале отвердевшего изделия были минимальными.
|
|
Заполнение полости формы, температура которой ниже температуры кристаллизации (стеклования) полимера, происходит при непрерывном охлаждении расплава, причем вязкость его меняется в очень широких пределах: от некоторого значения при начальной температуре заполнения  до бесконечности при температурах, близких к температуре кристаллизации. Естественно, при этих условиях путь растекания расплава в полости формы является конечной величиной, зависящей как от заданных параметров процесса (температур литья и формы, давления литья, начальной скорости заполнения) и геометрии оформляющей полости, так и от температуропроводности полимера и зависимости этой характеристики от температуры в интервале температур литья и формы.
до бесконечности при температурах, близких к температуре кристаллизации. Естественно, при этих условиях путь растекания расплава в полости формы является конечной величиной, зависящей как от заданных параметров процесса (температур литья и формы, давления литья, начальной скорости заполнения) и геометрии оформляющей полости, так и от температуропроводности полимера и зависимости этой характеристики от температуры в интервале температур литья и формы.
Зависимость коэффициента температуропроводности а полистирола (1) и полипропилена (2) от температуры приведена на рис. 44. Из рисунка видно, что характер зависимости коэффициента температуропроводности а от температуры для аморфных полимеров принципиально отличен от этой зависимости для кристаллических полимеров. Для аморфных полимеров в области температуры стеклования  приведенная зависимость не претерпевает изменений (фазовый переход второго рода), а наличие ярко выраженного минимума у кривой для полипропилена в узкой области
приведенная зависимость не претерпевает изменений (фазовый переход второго рода), а наличие ярко выраженного минимума у кривой для полипропилена в узкой области  около температуры плавления
около температуры плавления  говорит о значительной скрытой теплоте плавления (фазовый переход первого рода), что следует учитывать при анализе процесса заполнения формы.
говорит о значительной скрытой теплоте плавления (фазовый переход первого рода), что следует учитывать при анализе процесса заполнения формы.

Рис. 44
Одной из наиболее распространенных форм реологического уравнения описывающего деформационное поведение расплавов полимеров, является «степенной закон»:

Температурная зависимость коэффициента m для аморфного и кристаллического полимеров представлена на рис. 45: для полистирола (1) и полипропилена (2). Слева внизу рисунка диапазон температур стенки формы, справа – диапазон температур литья. Штриховые линии – экстраполяция опытных данных.

Рис. 45
На основании этих данных можно сделать следующие выводы вязкость аморфного полимера монотонно растет с уменьшением температуры, обращаясь в бесконечность в области вязкость кристаллического полимера, будучи менее чувствительной к температуре, в области претерпевает скачок, обращаясь в бесконечность. Для аморфного полимера справедливо неравенство

в то время как для кристаллического полимера

где  – температура стенки формы.
– температура стенки формы.
Учитывая эти заключения, а также то, что намного больше и что температура полимера в поперечном сечении канала меняется от некоторой максимальной до температуры стенки формы , можно предположить следующее.

Рис. 46
При заполнении формы кристаллическим полимером имеются две области (см. рис. 46, I – заполнение полости формы; II – профиль скоростей): застывшего на стенках, не участвующего в течении полимера с температурой Т 2, и текущего между ними расплава с температурой Т 1. При этом граница раздела ядра и застывших слоев (граница фазового перехода первого рода), имеющая температуру , сосредоточена в довольно узкой области возле координаты  , существенно меньшей, чем
, существенно меньшей, чем  , что подтверждается резким изменением характера функций т (Т) и а (Т) в узкой области около (рис. 45).
, что подтверждается резким изменением характера функций т (Т) и а (Т) в узкой области около (рис. 45).
Таким образом, расплав течет в канале, образованном застывшим слоем полимера. Пристенная часть застывшего слоя образуется сразу же с приходом в данную точку полости фронта потока: параллельные в основной массе потока линии тока искривляются в области фронта в направлении к стенкам полости, причем, попав на них, расплав сразу же отвердевает. Сдвиговые напряжения, возникающие в потоке, приводят к интенсивной ориентации цепных молекул полимера в направлении течения. Степень ориентации выше в тех местах потока, в которых скорость сдвига максимальна, т. е. в узкой области. Попав в область фронта, молекулы полимера изменяют направление движения, что приводит к исчезновению приобретенной ранее ориентации, в связи с этим пристенная область слоя формируется мало ориентированным полимером. После ухода фронта потока от данного места стенки формы толщина слоя продолжает здесь нарастать за счет охлаждения и «налипания» сильно ориентированных молекул, движущихся в слое.
Охлаждение приводит к фиксации приобретенной ими ориентации, так что область поверхностных слоев материала изделия, за исключением узкого пристенного слоя, формируется сильно ориентированным полимером.
Поверхность фронта потока, несмотря на кратковременность пребывания в ней материальных частиц, так же охлаждается за счет контакта с холодным воздухом в полости. В наибольшей степени это наблюдается в области фронта потока близлежащей к стенке полости.
При выборе рационального сочетания параметров режима на стадии впрыска следует иметь в виду, что всякое изменение любого из параметров, способствующее уменьшению степени охлаждения расплава в процессе напряженного состояния материала изделия.

Рис. 47
График зависимости длины затекания L от времени t, показан на рис. 47. Как видно из рисунка, полное время течения t max, соответствующее предельной длине отливки L max довольно велико, однако основная часть длины (около 90% от L max) заполняется за 3 с; следующее за этим медленное течение вплоть до момента t max существенно не влияет на полную длину отливки L.

Рис. 48
Условия заполнения оказывают значительное влияние на эксплуатационные характеристики отлитых изделий, так как охлаждение и частичное затвердевание материала в форме по время впрыска приводит к «замораживанию» в материале напряженного состояния и молекулярной ориентации, имеющих место при течении расплава в оформляющей полости. Уровни остаточных напряжений, степень ориентации материала изделия и другие свойства достаточно надежно можно характеризовать величиной усадки изделия в направлении течения в форме при последующем нагревании изделия выше температуры стеклования (кристаллизации) на, 30–40 К.
На рис. 48 показана зависимость высокоэластической усадки Δ от давления литья, причем с целью определения влияния р на усадку только в течение впрыска (1, 2 – выдержка под давлением отсутствует, 1/ – выдержка под давлением имеется, р min – минимальное давление плиты при котором начинает заполняться полость).
Каждая подсистема литьевой машины имеет определённое целевое назначение. Анализ целевых назначений каждой подсистемы позволяет установить систему параметров машины. Разделение литьевой машины на подсистемы представлено на рис. 49.

Рис. 49.
Основными параметрами литьевых машин (табл. 3), которые оказывают основное влияние на конструкцию и технико-экономические характеристики машин являются:
- объём впрыска за цикл (объём отливки)  ;
;
- объёмная скорость впрыска  (время впрыска
(время впрыска  );
);
- давление литья  ;
;
- площадь литья  ;
;
- усилия запирания и раскрытия формы  и
и  ;
;
- ход подвижной плиты  ;
;
- максимальное расстояние между плитами  ;
;
- жёсткость, быстроходность  ;
;
- пластикационная способность  и диапазон температур инжекционного цилиндра (
и диапазон температур инжекционного цилиндра ( и
и  ).
).
Теоретический объём впрыска литьевой машины равен площади впрыскивающего червяка-поршня на его рабочий ход. Теоретический объём впрыска не равен реальному, который может быть подан в форму. Разница возникает в результате сжимаемости и монолизации расплава, а так же утечек и может достигать 5–10%. Каждый изготовитель производит литьевые машины нескольких типоразмеров. Для различных резцов машин отношение объёма впрыска за цикл последующей машины к объёму впрыска за цикл предыдущей (коэффициент φ) может составлять 1,5–3. Для машин выпускаемых в СНГ принят коэффициент  , т.е. 8, 16, 32, 63, 125, 250, 500, 1000, 2000, 4000, 8000 см ³.
, т.е. 8, 16, 32, 63, 125, 250, 500, 1000, 2000, 4000, 8000 см ³.
Объём впрыска за цикл рассчитывается по зависимости

где  – объём изделия;
– объём изделия;
 – гнёздность формы;
– гнёздность формы;
 – объём литниковой системы;
– объём литниковой системы;
 – коэффициент, учитывающий утечки расплава в червяке (
– коэффициент, учитывающий утечки расплава в червяке ( );
);
 – коэффициент, учитывающий сжатие расплава в нагревательном цилиндре
– коэффициент, учитывающий сжатие расплава в нагревательном цилиндре
Объёмная скорость впрыска – это параметр, который определяет скорость, с которой полимер заполняет форму. Этот параметр должен быть такой, чтобы:
1. для заполнения литниковой системы и формы требовались сравнительно небольшое давление литья (для этого скорость впрыска не должна быть, с одной стороны, слишком большой, чтобы при заполнении не возникали большие напряжения сдвига и, следовательно, большие потери давления, и, с другой стороны, слишком малой, чтобы при заполнении не образовался большой охлаждённый слой полимера и значительно понизилась температура текущего расплава, так как в противном случае возникают большие потери давления), причём форма должна заполняться с постоянной объёмной скоростью течения;
2. формировалась структура изделий, обеспечивающая их хорошие эксплуатационные показатели;
3. не произошла существенная механодеструкция полимера.
Время впрыска расплава  в режиме постоянной объёмной скорости движения расплава
в режиме постоянной объёмной скорости движения расплава  определяется исходя из выбранной для данного термопласта по следующей зависимости:
определяется исходя из выбранной для данного термопласта по следующей зависимости:

где  – объём оформляющей полости формы;
– объём оформляющей полости формы;
 – для термопластичных полимеров выбирается в пределах 20–120 см ³/ с.
– для термопластичных полимеров выбирается в пределах 20–120 см ³/ с.
Давление литья обеспечивается гидроприводом литьевой машины и служит параметром, определяющим возможность заполнения оформляющей полости формы. Величина затрачивается на преодоление сопротивления течению в системе предшествующей оформляющей полости формы и потерь давления, затрачиваемых на течение расплава в полости формы. Для переработки термопластов на машинах с червячной пластикацией гостом определено давление в 132 МПа. Площадь литья и усилие зацепления формы взаимосвязаны между собой. Необходимое усилие запирания может быть определено по зависимости:

где  – давление в полости формы;
– давление в полости формы;
– гнёздность формы;
 – коэффициент, учитывающий площадь литниковой системы (
– коэффициент, учитывающий площадь литниковой системы ( );
);
 – коэффициент, учитывающий потери усилия сжимания из-за потерь на трение (
– коэффициент, учитывающий потери усилия сжимания из-за потерь на трение ( );
);
 – максимально допустимая площадь отливки (проекция на площадь разъёма формы).
– максимально допустимая площадь отливки (проекция на площадь разъёма формы).
Для серийно выпускаемых термопластов имеет следующие значения:
, см ³ 8 16 32 63 125 250 500 1000
35 60 100 200 350 600 1000 1800
Усилие раскрытия формы зависит от адгезии полимера к формующей полости, остаточного давления в полости формы, шероховатости этой поверхности. По экспериментальным данным может быть определено по зависимости:

Выбранная площадь литья определяет размеры плит машины и расстояние в свету между колоннами по вертикали и горизонтали  ,
,  (рис. 50).
(рис. 50).
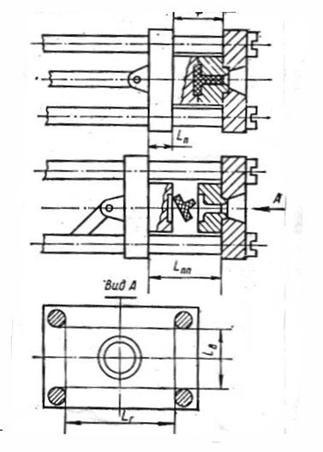
Наибольшая высота  формы определяется:
формы определяется:

где  – высота изделия;
– высота изделия;
– коэффициент, учиты-вающий стенок литьевой формы ( ).
).
Ход подвижной плиты определяют по зависимости:

где  – коэффициент, зависящий от объёма впрыска (
– коэффициент, зависящий от объёма впрыска ( ).
).
Наибольшее расстояние между плитами  определяется по зависимости:
определяется по зависимости:
 Рис. 50
Рис. 50
Под пластикационной способностью понимают производительность, которую может обеспечить инжекционный цилиндр по расплавленному полимеру. Расчётная пластикационная способность  (кг/ч) машины с учётом подготовки нужной массы полимера m за время пластикации tпл определяется выражением
(кг/ч) машины с учётом подготовки нужной массы полимера m за время пластикации tпл определяется выражением

Быстроходность машины определяется количеством холостых циклов в единицу времени (за 1 час), т.е.:
где  – машинное время (это время смыкания, впрыска и размыкания формы).
– машинное время (это время смыкания, впрыска и размыкания формы).
|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!