

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
КУРСОВОЙ ПРОЕКТ
на тему: «Конструирование формовочной машины с поворотной модельной плитой»
по дисциплине «Оборудование литейных цехов»
Студент Карагодин Виталий Дмитриевич группы ВМ-131
(Ф.И.О. полностью)
Пояснительная записка
Шифр проекта КП-2068999-65-ВМ-131-65.000
Разработал студент гр. ВМ-131
Карагодин В.Д. подпись
Руководитель проекта
Доцент, Мальгавко Д.С.
подпись
Омск 2017 г.
Задание
Чертеж.
Чертеж 2
Аннотация
Расчетно-пояснительная записка к курсовому проекту “ Конструирование формовочной машины с поворотной модельной плитой ” содержит 27 страницы машинного текста, 10 рисунков,выполнена в формате А4.
В расчетно-пояснительной записке приведены: конструкция установки и принцип ее работы, конструкция и расчет привода вращения модельной плиты, конструкция и расчет привода подъемного стола, конструкция и расчет привода челночного перемещения узла, расчет анкерных болтов (необходимых для закрепления установки к фундаменту), описание и расчет фундамента, техника безопасности по работе с установкой, список рекомендованной литературы.
Annotation
Calculation-explanatory note for the course project "Designing a molding machine with a rotary model plate" contains 27 pages of machine text, 10 drawings, made in A4 format.
In the calculation and explanatory note are given: the design of the installation and the principle of its operation, the design and calculation of the rotation drive of the model plate, the design and calculation of the drive of the lifting table, the design and calculation of the shuttle drive drive unit, the calculation of anchor bolts (necessary for fixing the installation to the foundation), description and the calculation of the foundation, safety technology for working with the installation, a list of recommended literature.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| КП-2068999-65-ВМ-131-65.000.000ПЗ КП-2096889-21-ЛМ-312-09 |
| Разраб. |
| Карагодин В.Д |
| Провер. |
| Мальгавко Д.С. |
| Т. Контр. |
| Н. Контр. |
| Утв. |
| Гарибян Г.С. |
| Конструирование формовочной машины с поворотноймодельной плитой |
| Лит. |
| Листов |
| ОмГТУ, ВМ-131 |
| Масса |
| Масштаб |
| 1:1 |
|
|
1. Введение…………………………………………………………………8
2. Назначение машины с поворотной модельной плитой …….……….9
3. Описание конструкции…………………………………………………10
4. Работа установки и ее узлов…………………………….……………...11
5.Расчеты…………………………………………………………………...12
5.1. Механизм вращения модельной плиты………………………...12
5.2. Механизм перемещения узла засыпки и уплотнения смеси…..13
5.3. Импульсная головка……………………………………………..16
5.4. Конструкция и расчёт привода подъемного стола ……………19
6. Конструктивная безопасность…………………………………………..23
7. Фундамент ……………………………………………………………….24
8.Список используемой литературы………………………………………26
Введение.
Литейное производство позволяет изготавливать различные детали и механизмы, предметы и вещи. Однако для того, чтобы превратить шихту или прутик в сплав, необходимо специализированное литейное оборудование, именно при его помощи можно изготавливать продукцию из металла. Современные установки и машины помогают сводить к минимуму человеческий труд, практически все они поддаются автоматизации и роботизации, что значительно упрощает и ускоряет производственные процессы. Рассмотрим более подробно, какое оборудование литейных цехов используется в наши дни и как оно помогает наладить сложные узкоспециализированные технологические процессы.
Если рассматривать в целом оборудование для литейного производства, то можно выделить две основные категории: специализированные и общие установки и механизмы.
Машинная формовка является основным методом изготовления форм в массовом и крупносерийном и серийном производствах. Машины позволяют механизировать две основные операции формовки: уплотнение смеси и удаление модели из формы и, кроме того, некоторые вспомогательные операции (устройство литниковых каналов, поворот опок и т.д.). При механизации процесса формовки улучшается качество уплотнения,возрастает точность геометрических размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшается санитарно-гигиенические условия в цеху, уменьшается количество брака.
|
|
Конструкции.
Формовочная машина с поворотной модельной плитой на основе патента 227354, ГДР. Заявленная 28.09.84,№2677203 В.С. Палестин.
разрабатываемая машина к области литейного Заявляемое техническое в сравнении с известными ми имеет следующие – при уплотнении смеси исключается избыточная нагрузка на модельную плиту и сокращении занимаемой площадью.
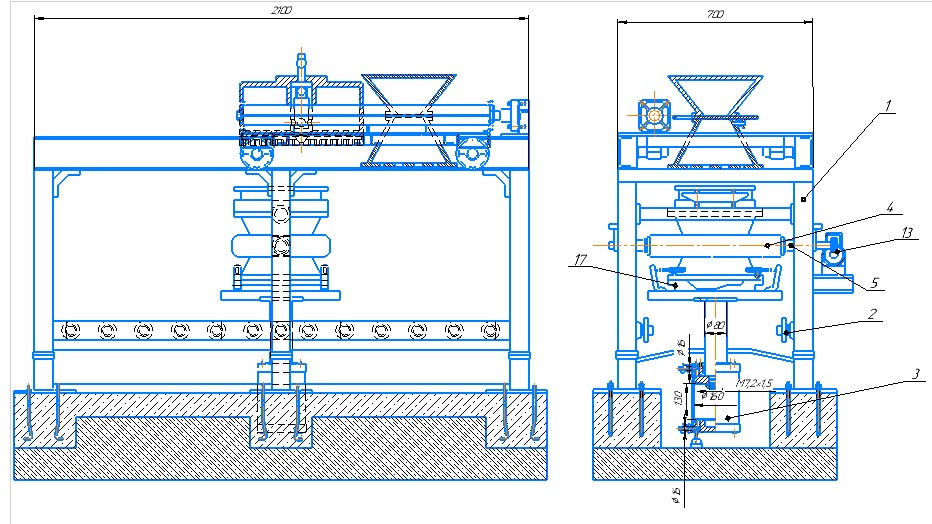
Рис – 1. Формовочная машина с поворотной модельной плитой.
На рисунке – 1, показан вид формовочной машины с поворотной модельной плитой.
Формовочная машина содержит узел засыпки и уплотнения смеси (16), поворотную,на 180ᵒ вокруг горизонтальной оси, 2-х стороннюю модельную плиту (4),рольганг (2) подачи опок (17) и подъемный механизм стола (3).. Особенность машины состоит в том, что поворотная модельная плита выполнена подвижной в вертикальном направлении. В представленном варианте исполнения машины привод (13) поворота плиты жестко смонтирован на раме (1), а подшипник (6) поворотного вала (5) установлен в вертикальных направляющих при этом вал и привод оснащены кривошипным механизмом, состоящих из рычагов. Амортизирующие упоры (8) для ограничения вертикального хода подшипников.

Рис – 2. Формовочная машина с поворотной модельной плитой. Вид сверху.
Работа установки и её.
Рабочий цикл машины начинается подъем пустой опоки при помощи механизма поднятия стола для сопряжения с модельной плитой. После скрепления опоки с плитой механизм стола опускается,а плита поворачивается на валу на 180ᵒ,переводя опоку в верхнее, а изготовленную в предыдущем цикле полуформу – в нижнее положение. Очередным ходом механизм стола поднимает плиту до контакта пустой опоки с наполнительной рамкой. Далее следует засыпка в опоку формовочной смеси из дозатора узла,а после замены дозатора в позиции над опокой на импульсную головку путем челночного перемещения узла – уплотнение смеси. Затем плита с двумя изготовленными полуформами в опоках опускается механизмом стола до контакта подшипника с нижним упором, производится съем находящийся снизу полуформы и ее замена на исходной позиции на очередную пустую опоку, после чего цикл повторяется в описанной последовательности.
|
|
Расчеты.
Импульсная головка.
В настоящее время применяют два вида импульсного уплотнения – пневмоимпульсное и газоимпульсное (взрывное). Соответственно существует два типа импульсных головок. В корпусе 1 пневмоимпульсной головки (рис. 7) помещен клапан 6, перекрывающий выпускное отверстие 9. На нижнем фланце корпуса закреплена решетка рассекателя 8 с дефлектором 10. К нижней поверхности решетки рассекателя прижимается наполнительная рамка, поэтому размеры решетки должны соответствовать размерам опоки. Полость корпуса 1 служит ресивером для сжатого воздуха, который подводится (в данной конструкции) по трубопроводу 3 через обратный клапан 2. При повороте крана 4 подача воздуха в ресивер прекращается, сжатый воздух из полости 5 над клапаном выходит в атмосферу, под действием давления воздуха в ресивере клапан резко отбрасывается вверх. Сжатый воздух через выпускное отверстие 9 и полость 7 рассекателя попадает в пространство над смесью и уплотняет ее.
Рабочий процесс пневмоимпульсной головки заключается в истечении сжатого воздуха из ресивера в полость рассекателя, а из полости рассекателя в пространство над смесью. Как первый, так и второй процесс описывается сложными дифференциальными уравнениями, которые невозможно решить аналитическими методами.
Площадь выпускного отверстия изменяется в зависимости от пути, пройденного клапаном. Движение клапана описывается уравнением
 , ,
|
где M и a – масса и ускорение клапана;
p 0, p р и p 1 – давление соответственно в ресивере, полости рассекателя и над клапанном пространстве;
F к, F 0 и F 1 – эффективная площадь соответственно кромки клапана, выпускного отверстия и верхнего торца клапана.
|
|
Главными параметрами головки являются: давление p 0 воздуха в ресивере и его объем V 0, площадь F 0 выпускного отверстия, площадь сечения F p, объем V p и конструкция рассекателя. В настоящее время нет апробированной методики расчета указанных параметров, поэтому их определяют эмпирическим путем. Ниже приведены рекомендации Г. А. Гейдебрехова и С. Н. Козлова по подбору указанных параметров.
Выбор давления воздуха в ресивере и объема ресивера зависит от технологически необходимого максимального давления воздуха над смесью и объемов полостей рассекателя и наполнительной рамки. В установках высокого давления используется сжатый воздух под давлением 7¸10 МПа, в установках низкого давления под давлением 0,6¸0,7 МПа. Соответственно в установках высокого давления удельный объем V р/ F оп ресивера (отнесенный к площади опоки F оп) берется равным 0,03¸0,05 м3/м2, в установках низкого давления – равным 0,6¸0,7 м3/м2.
Чем больше площадь F 0 выпускного отверстия, тем выше скорость подъема давления воздуха в пространстве над смесью. Однако при использовании подобных клапанов, с увеличением площади выпускного отверстия растет масса клапана и уменьшается скорость его подъема, определяющим сечением становится сечение зазора между клапаном и седлом. Практически установлено, что для установок высокого давления F 0/ F оп = 0,043¸0,025, для установок низкого давления F 0/ F оп = 0,1¸0,12. Большая относительная площадь отверстия во втором случае объясняется существенно меньшей скоростью истечения газа.
Назначение рассекателя – равномерное распределение потока воздуха по сечению формы. При отсутствии рассекателя струя воздуха выдувает смесь из части формы, противолежащей к выпускному отверстию. Контрлад формы становится неровным, толщина рыхлого слоя увеличивается, иногда обнажается модель. Вместе с тем рассекатель не должен уменьшать интенсивность поступления сжатого воздуха в пространство над смесью. Поэтому, с учетом уменьшения плотности воздуха, сечения полости и отверстий рассекателя должны быть больше сечения F 0 выпускного отверстия. Вместе с тем объем V р полости рассекателя увеличивает общий объем пространства над смесью, а чем больше этот объем, тем больше падает в нем давление газа.
Для импульсных головок высокого давления F р/ F 0 ³ 2,4; V р/ V 0 £ 0,47; для головок низкого давления F р/ F 0 ³ 1,5; V р/ V 0 £ 0,034. Хорошие результаты получают при использовании рассекателя в виде плиты с отверстиями диаметром 10 мм. Если размеры выпускного отверстия близки к размерам опоки (в плане), рассекатель не нужен, что позволяет уменьшить объем ресивера.

Рисунок – 7. Эскиз импульсной головки.
|
|
Безопасность.
Для обеспечения сти труда, конструкции машин для сборки литейных форм должны следующим требованиям:
1) В формовочной машине с поворотной модельной плитой, должна автоматизация зажима полуформ.
2) Покраска поверхностей – ПФ ГОСТ
Безопасные секции –.
Опасные секции –.
Движущиеся – желтые в полоску.
3) Не к работе лиц, не инструктаж по технике работы пескомёта, о чём быть сделана с запись в журнале.
Посторонним лицам находиться в непосредственной
бл от работающей машины.
Запрещается производить или очистку узлов механизма подъема во время его работы.
Все виды ремонта и технического следует выполнять после отключения от.
7) Перед работы убедитесь в исправности машины, наличие и прочность всех узлов, а целостность электрического
8) Выявленные дефекты быть ликвидированы до работ, следует проверить состояние.
9)  новых
новых  технологий должны
технологий должны  временным технологическим
временным технологическим  , утвержденным
, утвержденным  и согласованным с
и согласованным с  органами Госгортехнадзора России.
органами Госгортехнадзора России.
Правила пожарной
1) Следите за т состоянием машины для сборки форм.
Место работы и обеспечьте средствами, согла с пожарной инспекцией.
Фундамент.
 проектирования фундамента установки
проектирования фундамента установки  :
:
-  (общая масса и масса движущихся частей, мощьность, наименование, тип и т.п.).
(общая масса и масса движущихся частей, мощьность, наименование, тип и т.п.).
-  и направлениях действия статических нагрузок, а также об амплитудах, фазах, нагрузках действующих на фундаментальные
и направлениях действия статических нагрузок, а также об амплитудах, фазах, нагрузках действующих на фундаментальные  ;
;
-  машин с указанием динамических нагрузок, передаваемых на фундаменты с учетом этой виброизолции; данных о предельных значениях деформаций фундаментов и их
машин с указанием динамических нагрузок, передаваемых на фундаменты с учетом этой виброизолции; данных о предельных значениях деформаций фундаментов и их  и его элементов, амплитуда колебаний и др.).
и его элементов, амплитуда колебаний и др.).
 вызываются условиями технологии производства,
вызываются условиями технологии производства,
 расположенного высокоточного и чувствительного к вибрациям оборудования; требования по ограничению взаимных деформаций отдельных частей машины;
расположенного высокоточного и чувствительного к вибрациям оборудования; требования по ограничению взаимных деформаций отдельных частей машины;
- данные об условиях размещения машины размещения машины (оборудования) на фундаментах: отдельные фундаменты под каждую машину (агрегат) или групповая их установка на общем фундаменте; данные о характеристиках опорных рам агрегатного оборудования, данные о типе их соединения с фундаментом;
- чертежи габаритов фундамента в пределах расположения машины, элементов ее крепления, а также вспомогательного оборудования и коммуникаций с указанием расположения и размеров выемок, каналов и отверстий, размеров подливки и пр.,
чертежи размещения фундаментных болтов с указанием их типа и диаметра, закладных деталей и т.п.;
-Данных об использовании машин во время для фундаментов, строящихся на вечномерзлых грунтах.
Кроме перечисленных выше данных, в соответствующих разделах приведены дополнительные исходные данные для проектирования, вытекающее из специфики каждого вида машин.
Список литературы.
1.Аксенов П.Н. Оборудование литейных цехов. – М.: Машиностроение,1977. – 509 с.
2.Аксенов П.Н. Машины литейного производства. Атлас конструкции. – М.: Машиностроение, 1972. – 52 с.
3.Беликов О.А. Приводы литейных машин. – М.: Машиностроение, 1971. – 311 с.
4.Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т.Т.1.
5-е изд., перераб. И доп. –М: Машиностроение, 1978. – 728с., ил.
5.Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т.Т.2.
5-е изд., перераб. И доп. –М: Машиностроение, 1978. – 728с., ил.
6.Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т.Т.3.
5-е изд., перераб. И доп. –М: Машиностроение, 1978. – 728с., ил.
КУРСОВОЙ ПРОЕКТ
на тему: «Конструирование формовочной машины с поворотной модельной плитой»
по дисциплине «Оборудование литейных цехов»
Студент Карагодин Виталий Дмитриевич группы ВМ-131
(Ф.И.О. полностью)
Пояснительная записка
Шифр проекта КП-2068999-65-ВМ-131-65.000
Разработал студент гр. ВМ-131
Карагодин В.Д. подпись
Руководитель проекта
Доцент, Мальгавко Д.С.
подпись
Омск 2017 г.
Задание
Чертеж.
Чертеж 2
Аннотация
Расчетно-пояснительная записка к курсовому проекту “ Конструирование формовочной машины с поворотной модельной плитой ” содержит 27 страницы машинного текста, 10 рисунков,выполнена в формате А4.
В расчетно-пояснительной записке приведены: конструкция установки и принцип ее работы, конструкция и расчет привода вращения модельной плиты, конструкция и расчет привода подъемного стола, конструкция и расчет привода челночного перемещения узла, расчет анкерных болтов (необходимых для закрепления установки к фундаменту), описание и расчет фундамента, техника безопасности по работе с установкой, список рекомендованной литературы.
Annotation
Calculation-explanatory note for the course project "Designing a molding machine with a rotary model plate" contains 27 pages of machine text, 10 drawings, made in A4 format.
In the calculation and explanatory note are given: the design of the installation and the principle of its operation, the design and calculation of the rotation drive of the model plate, the design and calculation of the drive of the lifting table, the design and calculation of the shuttle drive drive unit, the calculation of anchor bolts (necessary for fixing the installation to the foundation), description and the calculation of the foundation, safety technology for working with the installation, a list of recommended literature.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| КП-2068999-65-ВМ-131-65.000.000ПЗ КП-2096889-21-ЛМ-312-09 |
| Разраб. |
| Карагодин В.Д |
| Провер. |
| Мальгавко Д.С. |
| Т. Контр. |
| Н. Контр. |
| Утв. |
| Гарибян Г.С. |
| Конструирование формовочной машины с поворотноймодельной плитой |
| Лит. |
| Листов |
| ОмГТУ, ВМ-131 |
| Масса |
| Масштаб |
| 1:1 |
1. Введение…………………………………………………………………8
2. Назначение машины с поворотной модельной плитой …….……….9
3. Описание конструкции…………………………………………………10
4. Работа установки и ее узлов…………………………….……………...11
5.Расчеты…………………………………………………………………...12
5.1. Механизм вращения модельной плиты………………………...12
5.2. Механизм перемещения узла засыпки и уплотнения смеси…..13
5.3. Импульсная головка……………………………………………..16
5.4. Конструкция и расчёт привода подъемного стола ……………19
6. Конструктивная безопасность…………………………………………..23
7. Фундамент ……………………………………………………………….24
8.Список используемой литературы………………………………………26
Введение.
Литейное производство позволяет изготавливать различные детали и механизмы, предметы и вещи. Однако для того, чтобы превратить шихту или прутик в сплав, необходимо специализированное литейное оборудование, именно при его помощи можно изготавливать продукцию из металла. Современные установки и машины помогают сводить к минимуму человеческий труд, практически все они поддаются автоматизации и роботизации, что значительно упрощает и ускоряет производственные процессы. Рассмотрим более подробно, какое оборудование литейных цехов используется в наши дни и как оно помогает наладить сложные узкоспециализированные технологические процессы.
Если рассматривать в целом оборудование для литейного производства, то можно выделить две основные категории: специализированные и общие установки и механизмы.
Машинная формовка является основным методом изготовления форм в массовом и крупносерийном и серийном производствах. Машины позволяют механизировать две основные операции формовки: уплотнение смеси и удаление модели из формы и, кроме того, некоторые вспомогательные операции (устройство литниковых каналов, поворот опок и т.д.). При механизации процесса формовки улучшается качество уплотнения,возрастает точность геометрических размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшается санитарно-гигиенические условия в цеху, уменьшается количество брака.
Назначение машины с поворотной модельной плитой.
Много технологических операций в литейном производстве доставляют массу сложностей.
Для уменьшения этих сложностей в работе и создание более удобных условий труда в литейных цехах применяют различные стредства автоматизации и механизации процессов и транспортных операций. На каждой технологической операции стремятся заменить ручной труд машинным: улучшают оборудование для изготовления форм и стержней, оборудование для выбивки и очистки форм, транспортировку отливок и необходимых материалов, все больше внедряют конвейеры, для поточного производства. Особенно наилучшим внедрением, стало комплексные механизация и автоматизация.
Формовка опок на данной машине производится одновременно с транспортировкой их с рольганга. Начинается подъем опоки при помощи механизма поднятия стола для сопряжения с модельной плитой. После скрепления опоки с плитой механизм стола опускается,а плита поворачивается на валу на 180ᵒ,переводя опоку в верхнее, а изготовленную в предыдущем цикле полуформу – в нижнее положение.Такое решение позволяет повысить производительность машины при одновременном сокращении занимаемой ею площади и исключить избыточные нагрузки на модельную плиту при уплотнении смеси.
Конструкции.
Формовочная машина с поворотной модельной плитой на основе патента 227354, ГДР. Заявленная 28.09.84,№2677203 В.С. Палестин.
разрабатываемая машина к области литейного Заявляемое техническое в сравнении с известными ми имеет следующие – при уплотнении смеси исключается избыточная нагрузка на модельную плиту и сокращении занимаемой площадью.
Рис – 1. Формовочная машина с поворотной модельной плитой.
На рисунке – 1, показан вид формовочной машины с поворотной модельной плитой.
Формовочная машина содержит узел засыпки и уплотнения смеси (16), поворотную,на 180ᵒ вокруг горизонтальной оси, 2-х стороннюю модельную плиту (4),рольганг (2) подачи опок (17) и подъемный механизм стола (3).. Особенность машины состоит в том, что поворотная модельная плита выполнена подвижной в вертикальном направлении. В представленном варианте исполнения машины привод (13) поворота плиты жестко смонтирован на раме (1), а подшипник (6) поворотного вала (5) установлен в вертикальных направляющих при этом вал и привод оснащены кривошипным механизмом, состоящих из рычагов. Амортизирующие упоры (8) для ограничения вертикального хода подшипников.
Рис – 2. Формовочная машина с поворотной модельной плитой. Вид сверху.
Работа установки и её.
Рабочий цикл машины начинается подъем пустой опоки при помощи механизма поднятия стола для сопряжения с модельной плитой. После скрепления опоки с плитой механизм стола опускается,а плита поворачивается на валу на 180ᵒ,переводя опоку в верхнее, а изготовленную в предыдущем цикле полуформу – в нижнее положение. Очередным ходом механизм стола поднимает плиту до контакта пустой опоки с наполнительной рамкой. Далее следует засыпка в опоку формовочной смеси из дозатора узла,а после замены дозатора в позиции над опокой на импульсную головку путем челночного перемещения узла – уплотнение смеси. Затем плита с двумя изготовленными полуформами в опоках опускается механизмом стола до контакта подшипника с нижним упором, производится съем находящийся снизу полуформы и ее замена на исходной позиции на очередную пустую опоку, после чего цикл повторяется в описанной последовательности.
Расчеты.
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!