Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
выполнения лабораторных и контрольной работы по дисциплине
«Основы метрологии, стандартизации и сертификации»
для студентов специальности 31.14.00 - «Электрификация и автоматизация сельского хозяйства», 26.02.00 - «Технология деревообработки», 31.10.00 - «Земельный кадастр».
Тюмень 2010
Составители: Немков М.В. – канд. техн. наук, доцент
Головкин А.В. – канд. педаг. наук, доцент
Христель М.А. – ассистент
Головкина Е.А. – соискатель
Рецензент: Белов А.Г. - канд. техн. наук, доцент
Методические указания для выполнения лабораторных и контрольной работ по дисциплине «Основы метрологии, стандартизации и сертификации» выполнены в соответствии с Государственным образовательным стандартом по направлению «Агроинженерия».
Представлена методика расчёта типовых соединений и назначения предельных отклонений и посадок в машиностроении с учётом Единой системы допусков и посадок. Методическое указание содержит исходные данные для выполнения лабораторных и контрольной работ по вариантам и нормативный стандартный материал.
Методическое указание предназначено для студентов специальностей 31.14.00 - «Электрификация и автоматизация сельского хозяйства», 26.02.00 - «Технология деревообработки», 31.10.00 - «Земельный кадастр».
ВВЕДЕНИЕ
При современном развитии науки и техники, организации производства стандартизация, основанная на широком внедрении принципов взаимозаменяемости, является одним из наиболее эффективных средств, способствующих прогрессу во всех областях хозяйственной деятельности и повышению качества выпускаемой продукции.
Одной из основных задач инженера-механика является создание новых и модернизация существующих изделий, подготовка чертежной документации, способствующей обеспечению необходимой технологичности и высокого качества изделий. Решение этой задачи непосредственно связано с выбором необходимой точности изготовления изделий, расчетом размерных цепей, выбором допусков отклонений от геометрической формы и расположения поверхностей.
ЦЕЛЬ РАБОТЫ
Закрепить теоретические положения курса «Основы метрологии, стандартизации и сертификации», привить навыки в пользовании справочным материалом, ознакомить студентов с основными типами расчетов допусков и посадок.
Содержание работы
3.1. Рассчитать «Допуски и посадки гладких цилиндрических соединений».
3.1.1. Для гладкого цилиндрического соединения номинального диаметра D определить:
- предельные размеры,
- допуски,
- наибольший, наименьший и средний зазоры,
- допуск посадки,
- исполнительные размеры предельных калибров.
3.1.2. Расположение полей допусков изобразить графически.
3.1.3. Студент производит расчеты, рисует поля допусков, по результатам выполнения расчетно-практической работы оформляет отчет.
3.2. Рассчитать размерные цепи.
3.2.1. Изучить методику расчета размерных цепей, обеспечивающую полную взаимозаменяемость.
3.2.2. Определить номинальное значение, предельные отклонения и допуск замыкающего звена.
4.3. Справочный материал (Мягков В.Д. Допуски и посадки. Справочник. Ленинград: Машиностроение, 1982 г.).
Организация работы
Лабораторные и контрольная работа состоит из шести задач по основным разделам курса «Основы метрологии, стандартизации и сертификации». Задачи составлены в тридцати вариантах. Номер варианта каждого студента определяется преподавателем во время установочной лекции.
Методические указания помимо формулировки задач и представления вариантов заданий включают также необходимый теоретический материал, методику определения допусков и посадок рассматриваемых типов соединений, примеры выполнения задач, часть справочного материала (приложения). В качестве литературного источника, необходимого для решения всех типов задач предлагается Справочник под редакцией В.Д.Мягкова «Допуски и посадки», Ленинград: Машиностроение, 1982 г. (2 тома).
Отчет по результатам выполнения лабораторных и контрольной работы оформляется и сдается преподавателю до начала экзаменационной сессии.
Задание № 1
Средства измерений
Средство измерений - техническое устройство, предназначенное для измерений, имеющее метрологические характеристики. По конструктивному исполнению делятся:
- Мера - это средство измерений, предназначенные для воспроизведения (однозначные - гиря, многозначные - масштабная линейка, стандартные образцы, набор мер - набор гирь и т.д.)
- Измерительный прибор - это средство измерений, предназначенное выработки сигнала информации, доступной для восприятия наблюдателем.
- Измерительная установка — это совокупность функционально объединенных средств измерений, предназначенных для выработки сигнала информации в форме удобной для восприятия информации.
- Измерительная система — это совокупность средств измерений, соединенных между собой каналами связи, предназначенная для выработки сигнала информации в форме, удобной для автоматической обработки.
Показатели средств измерения (паспортные данные):
- Цена деления шкалы — разность значений величин, соответствующих двум соседним отметкам шкалы (например, 1мм - для мерной линейки, 0,1мм — для штангенциркуля и т.д.);
- Диапазон показаний — область значений шкалы, ограниченная ее начальными и конечными показаниями (например, 0-1 мм для микрометра - полный один оборот стрелки);
- Предел измерений - наибольшее или наименьшее значение диапазона измерений (например, до 10мм - для микрометра);
- Точность средств измерений - качество средств измерений, характеризующее близость к нулю их погрешностей (для мерной линейки 1мм, для штангенциркуля - 0,1мм).
Виды измерений классифицируются по следующим видам:
По характеристике точности:
- Равноточные (ряд измерений, выполненных одинаковыми по точности СИ и в одинаковых условиях;
- Неравноточные (ряд измерений, выполненных несколькими различными по точности СИ и в разных условиях);
По числу измерений:
- Однократные (измерение, выполненное один раз); Многократные (измерение, состоящее из ряда однократных измерений)
По отношению к изменению измеряемой величины:
- Статические (измерение неизменной по времени физической
величины);
- Динамические (измерение изменяющейся по размеру физической величины); По выражению результата измерений:
- Абсолютные (измерения, основанные на прямых измерениях величин);
- Относительные (измерение отношения величины к однократной величине, выполняющей роль единицы)
По приемам получения результатов измерений:
- Прямые (измерение, значение физической величины получают
непосредственно);
- Косвенные (измерение, при котором значение физической величины определяют на основании прямых измерений других физических величин);
Методы измерений классифицируются по следующим признакам:
По общим приемам получения результатов измерений;
- Прямой метод измерений (непосредственное измерение);
- Косвенный метод измерений (измерение через другие величины); По условиям измерений:
- Контактный метод измерений (элемент приборы в контакте с объектом измерения, например, термометр);
- Бесконтактный метод измерений - элемент прибора находится не в контакте с объектом, например, локатор
По способу сравнения измеряемой величины:
- Метод непосредственной оценки - значение величины определяют непосредственно по СИ, например, термометр
- Метод сравнения с мерой - измеряемую величину сравнивают
с воспроизводимой мерой, например, измерение массы на рычажных весах.
Погрешность измерения:
Абсолютная погрешность - разность между результатом измерений и истинным (действительным) значением измеряемой величины, (например 0,5мм - для мерной линейки с ценой деления 1мм, для приборов указывается в паспорте);
Относительная погрешность — это абсолютная погрешность, выраженная в долях измеряемой величины в %. Например, измеренная длина предмета 50мм, при погрешности 0,5мм, относительная погрешность составит (0,5: 50) х 100%= 1%
Пример выполнения расчетноЙ работы
Измерение длины:
Средство измерений - мерная линейка 1м. Измерительные металлические линейки изготовляются из стальной пружинной термообработанной ленты со светлополированной поверхностью длиной до 1 м с ценой деления 1 мм.
Задание:
1. Измерить длину и ширину стола.
2. Измерить длину и ширину тетради (книги).
Определить (назвать), пользуясь приложением:
- какое это средство измерений по конструктивному исполнению;
- показатели средств измерений;
- вид измерений;
- метод измерений;
- относительная и абсолютная погрешности;
- рассчитать действительное значение полученной величины.
Измерение температуры:
Средство измерений - термометр.
Задание:
1. Измерить температуру воздуха в помещении.
2. Измерить температуру воздуха снаружи.
Определить (назвать), пользуясь приложением:
- какое это средство измерений по конструктивному исполнению;
- показатели средств измерений;
- вид измерений;
- метод измерений; - относительная и абсолютная погрешности;
- рассчитать действительное значение полученной величины.
Измерение массы:
Средство измерений – весы чашечные циферблатные.
Задание:
1. Измерить массу одной книги.
2. Измерить массу трех книг
Определить (назвать), пользуясь приложением:
- какое это средство измерений по конструктивному исполнению;
- показатели средств измерений;
- вид измерений;
- метод измерений;
- относительная и абсолютная погрешности;
- рассчитать действительное значение полученной величины.
Измерение диаметра образца:
Средство измерений – штангенциркуль.
Задание:
1. Измерить диаметр ручки.
2. Измерить диаметр карандаша.
Определить (назвать), (пользуясь таблицей 1):
- какое это средство измерений по конструктивному исполнению;
- показатели средств измерений;
- вид измерений;
- метод измерений;
- относительная и абсолютная погрешности;
- рассчитать действительное значение полученной величины.
Средство измерений - рулетка. Измерительные металлические рулетки выполняются из инвара, нержавеющей стали и светлополированной стальной ленты длиной 1, 2, 5, 10, 20, 30, 40, 50, 75, 100 м. Они выпускаются 2-го и 3-го классов точности. Допускаемые отклонения | Действительной длины миллиметровых делений рулеток должны быть не более ±0,15 и ±0,20 мм, сантиметровых — не более ±0,20 и ±0,30 мм, дециметровых и метровых — не более ±0,30 и ±0,40 мм для 2-го и 3-го классов точности соответственно.
Задание:
1. Измерить длину классной доски.
2. Измерить ширину классной доски.
3. Определить площадь доски
Определить (назвать), пользуясь приложением:
- какое это средство измерений по конструктивному исполнению;
- показатели средств измерений;
- вид измерений;
- метод измерений;
- относительная и абсолютная погрешности;
- рассчитать действительное значение полученной величины.
Задание № 2
«Допуски и посадки гладких цилиндрических соединений»
Предельные размеры.
Допуски.
Допуск посадки.
Система допусков и посадок
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает достижение их качества.
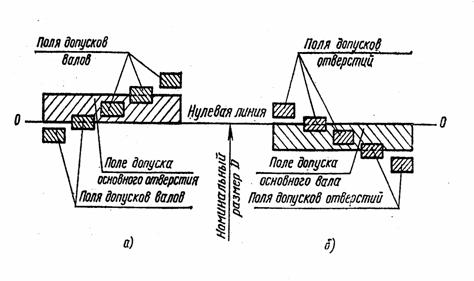
Система допусков и посадок ИСО для типовых деталей машин построена по единым принципам. Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ) ( рис.4 ). Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием ( рис.4, а ), которое обозначают Н. Посадки в системе вала - посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом ( рис.4, б ), который обозначают h.
Рисунок 4 - Примеры расположения полей допусков для посадок
в системе отверстия (а) и в системе вала (б)
Для всех посадок в системе отверстия нижнее отклонение отверстия EI=0, т.е. нижняя граница поля допуска основного отверстия, всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es=0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией. Поле допуска основного отверстия откладывают вверх, поле допуска основного вала - вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной.
В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия.
Для образования посадок с различными зазорами и натягами в системе ИСО для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение - это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии ( рис.5 ).
Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера.
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
Рисунок 5 - Основные отклонения, принятые в системе ИСО
В каждом изделии детали разного значения изготовляют с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты изготовления деталей и изделий. Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера.
В системе ИСО установлено 19 квалитетов: 01,0,1,2,...,17. Для квалитетов 5-17 при переходе от одного квалитета к следующему, более грубому, допуски возрастают на 60%. Через каждые пять квалитетов допуски увеличиваются в 10 раз.
Для каждого квалитета построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность.
Для построения рядов допуска каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: до 3, свыше 3 до 6, свыше 6 до 10 мм,..., свыше 400 до 500 мм. Для всех размеров, объединенных в один интервал, например для размеров свыше 6 до 10 мм, значения допусков приняты одинаковыми.
Калибры
Годность деталей с допуском от IT6 до IT17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируется предельный размер, соответствующий максимуму материала проверяемого объекта, рис.6 ) и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта). С помощью предельных калибров определяют не числовое значение контролируемых параметров, а годность детали, т.е. выясняют, выходит ли контролируемый параметр за нижний или верхний предел, или находится между двумя доступными пределами.
Рисунок 6 - Схема для выбора номинальных размеров
предельных гладких калибров
Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами. Если проходной калибр не проходит, деталь является исправимым браком; если непроходной калибр проходит, деталь является неисправимым браком, так как размер такого вала меньше наименьшего допускаемого предельного размера детали, а размер такого отверстия - больше наибольшего допускаемого предельного размера.
Для контроля калибров-скоб применяют контрольные калибрыК-И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб.
Для контроля валов используют главным образом скобы. Наиболее распространены односторонние двухпредельные скобы ( рис.7 ).
Рисунок 7 - Односторонние двухпредельные скобы
Допуски калибров
ГОСТ 24853-81 на гладкие калибры устанавливает следующие допуски на изготовление: Н - рабочих калибров (пробок) для отверстий (Нs - тех же калибров, но со сферическими измерительными поверхностями); Н1 - калибров (скоб) для валов; Нp - контрольных калибров для скоб ( рис.8 ).
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ. Для размеров до 500 мм износ калибров ПР с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и Y1 для скоб; для калибров ПР с допусками от IT9 до IT17 износ ограничивается проходным пределом, т.е. Y = 0 и Y1 = 0.
Для всех проходных калибров поля допусков Н (Hs) и Н1 сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z1 для калибров-скоб.
Необходимые для выполнения расчетно-практической работы значения Z, Y, Z1, Y1, H, Hs, H1, Hp приведены в приложении 2.
Для гладкого цилиндрического соединения Н7/h6 номинального диаметра D = 24 мм определяем:
1. Предельные размеры.
2. Допуски.
3. Наибольший, наименьший и средний зазоры.
4. Допуск посадки.
5. Исполнительные размеры предельных калибров.
Расположение полей допусков изобразить графически.
1. Определяем предельные размеры.
Посадка 24 H7/h6 является посадкой с зазором в системе отверстия. Поле допуска основного отверстия H7 для диаметра 24 мм определяется по табл.1.27 [ 1 ]:
ES = +0,021 мм;
EI =0.
Поле допуска вала (6-й квалитет) для диаметра 24 мм определяется по табл.1.28 [ 1 ]:
es = 0;
ei = -0,013 мм.
Определим предельные размеры отверстия:
D max = D + ES = 24,000 + 0,021 = 24,021(мм);
D min = D + EI = 24,000 + 0= 24,000 (мм).
Определим предельные размеры вала:
d max = d + es = 24,000 +0 = 24,000 (мм);
d min = d + ei = 24,000 +(-0,013) = 23,987 (мм).
2. Определяем допуски.
Определяем допуск диаметра отверстия:
TD = D max - D min = 24,021 – 24,000 = 0,021 (мм);
Td = d max - d min = 24,000 – 23,987 = 0,013 (мм).
3. Определяем наибольшие, наименьшие и средние зазоры.
Наибольший зазор:
S max = D max - d min = 24,021 – 23,987 = 0,034 (мм).
Наименьший зазор:
S min = D min - d max = 24, 000 – 24,000 = 0 (мм).
Средний зазор:
S m = (S max + S min) / 2 = (0,034 + 0) / 2 = 0,017 (мм).
4. Определение допуска посадки.
Определяем допуск в посадке с зазором:
TS = S max - S min = 0,034 - 0= 0,034 (мм).
5. Определяем исполнительные размеры предельных калибров.
5.1. Определяем размеры калибров-пробок.
Для отверстия диаметра 24 мм с полем допуска H7 (7-й квалитет) определяем по ГОСТ 24853 -81:
H = 4 мкм = 0,004 мм;
Z = 3 мкм = 0,003 мм;
Y = 3 мкм = 0,003 мм.
Наибольший размер проходного нового калибра-пробки:
ПР max = D min + Z + H/2 =24,000 + 0,003 + 0,004 / 2 = 24,005 (мм).
Наименьший размер проходного нового калибра-пробки:
ПР min = D min + Z - H/2 = 24,000+ 0,003 - 0,004 / 2 = 24, 001 (мм).
Наименьший размер изношенного проходного калибра-пробки:
ПР изн = D min - Y = 24,000 - 0,003 = 23,997 (мм).
Наибольший размер непроходного нового калибра-пробки:
НЕ max = D max + H/2 = 24,021 + 0,004 / 2 = 24,023 (мм).
Наименьший размер непроходного нового калибра-пробки:
НЕ min = D max - H/2 = 24,021 - 0,004 / 2 = 24,019 (мм).
5.2. Определяем размеры калибров-скоб.
Для вала диаметром d = 24 мм с полем допуска h6 (6-й квалитет) определяем по ГОСТ 24853 -81:
H1 = 4 мкм = 0,004 мм;
Z1 = 3 мкм = 0,003 мм;
Y1 = 3 мкм = 0,003 мм.
Hp = 1,5 мкм = 0,0015 мм.
Наибольший размер проходного нового калибра- скобы:
ПР max = d max - Z1 + H1/2 = 24,000 - 0,003 + 0,004 / 2 = 23,999 (мм).
Наименьший размер проходного нового калибра-скобы:
ПР min = d max - Z1 - H1/2 = 24,000 - 0,003 - 0,004 / 2 = 23,995 (мм).
Наибольший размер изношенного проходного калибра-скобы:
ПР изн = d max + Y1 = 24,000 + 0,003 = 24,003 (мм).
Наибольший размер непроходного нового калибра-скобы:
НЕ max = d min + H1/2 = 23,987 + 0,004 / 2 = 23,989 (мм).
Наименьший размер непроходного нового калибра-скобы:
НЕ min = d min - H1/2 = 23,987 - 0,004 / 2 = 23,985 (мм).
Размеры контрольных калибров:
К-ПР max = d max - Z1 + Hp/2 = 24,000 - 0,003 + 0,0015/2=23,99775(мм).
К-ПР min = d max - Z1 - Hp/2 = 24,000 - 0,003 - 0,0015/2 = 23,99625(мм).
К-НЕ max = d min + Hp/2 =23,987 + 0,0015/2 = 23,98775(мм).
К-НЕ min = d min - Hp/2 = 23,987 - 0,0015/2 = 23,98625(мм).
К-И max = d max + Y1 + Hp/2 = 24,000 + 0,003 + 0,0015/2 = 24,00375(мм).
К-И min = d max + Y1 - Hp/2 = 24,000 + 0,003 - 0,0015/2 = 24,00225(мм).
6. Расположение полей допусков представлено на рис. 9.
Рисунок 9 - Расположение полей допусков
Приложение 1
Варианты заданий
на проведение работы
Вари- ант
Номинальные размеры, мм
Виды соединений
Вари- ант
Номинальные размеры, мм
Виды соединений
H7/k6
H7/h6
H7/i7
G6/h7
G6/h6
H6/h7
K8/h7
H6/g6
H6/is6
G6/h7
K7/h8
H6/f6
H7/k7
F8/h7
H6/is6
H7/g6
H7/h7
Js6/h6
K6/h6
K6/h7
E8/h7
M6/h7
H6/f6
H6/k6
G7/h8
M6/h7
H7/d7
H6/is6
H6/f6
M8/h7
Приложение 2
Допуски и отклонения калибров
(по ГОСТ 24853-81)
Ква-
Обозначение
Интервалы размеров, мм
ли-
размеров и
Св.18 до 30
Св.30 до 50
Св.50 до 80
Св.80 до 120
Св.120 до 180
теты
допусков
размеры и допуски, мкм
Z
2,5
2,5
Y
1,5
Z1
3,5
Y1
H, Hs
2,5
2,5
H1
Hp
1,5
1,5
2,5
3,5
Z, Z1
3,5
Y, Y1
H, H1
Hs
2.5
2,5
Hp
1,5
1,5
2,5
3,5
Z, Z1
Y, Y1
H
H1
Hs, Hp
2,5
2,5
Задание № 3
«Допуски и посадки подшипников качения»
Класс точности.
Номер подшипника.
Радиальная нагрузка R, Н.
Пример выполнения расчетноЙ работы
Для радиального однорядного подшипника построить схемы расположения полей допусков с указанием отклонений. Нагружение – циркуляционное. Вал – сплошной.
Исходные данные:
1. Класс точности – 0.
2. Номер подшипника – 224.
3. Радиальная нагрузка R = 6000 Н.
4. Характер нагружения – с умеренными толчками и вибрацией.
1. По ГОСТ 8338 – 75 для подшипника № 224 определяются:
d = 120 мм – диаметр внутреннего кольца;
D = 215 мм – диаметр наружного кольца;
B = 40 мм – ширина подшипника;
r = 3,5 мм – координата монтажной фаски кольца подшипника.
2. Определим интенсивность нагрузки на посадочной поверхности шейки сплошного вала:
Pr = R × Kn × F × Fa / b = 6000 × 1 × 1 × 1 / 0,033 = 181818 (Н/м)» 182 (кН/м),
где R = 6000 – радиальная нагрузка, Н; Кn = 1,0 для нагрузки с умеренными толчками и вибрацией; F = 1 при сплошном вале; Fa = 1 для радиальных подшипников; b = B – 2r = 40 – 2 × 3,5 = 33 (мм) = 0,033 (м).
3. Найденному значению интенсивности нагрузки Pr = 182 кН/м соответствуют поля допусков вала js5 и js6. При классе точности 0 рекомендуемые поля допусков – n6; m6; k6; js6; h6; g6. Таким образом выбранное поле допуска вала – js6.
По табл. 1.29 [ 1 ] для d = 120 мм полю допуска js6 соответствуют:
es = + 0,011 мм;
ei = – 0,011 мм.
Отклонения диаметра внутреннего кольца подшипника d = 120 мм для класса точности 0 принимаются по ГОСТ 520 – 89:
верхнее отклонение – 0;
нижнее отклонение – 0,020 мм.
4. Для класса точности 6 выбирается одно из рекомендуемых полей допусков отверстия корпуса. Предпочтительное поле допуска – Н7.
По табл. 1.27 [ 1 ] для D = 215 мм полю допуска Н7 соответствуют:
ES = + 0,046мм;
EI = 0.
Отклонению диаметра наружного кольца подшипника D = 215 мм для класса точности 0 принимаются по ГОСТ 520 – 89:
верхнее отклонение – 0;
нижнее отклонение – 0,030 мм.
4. Схема расположения полей допусков представлена на рис 11.
а) б)
Рисунок 11 - Схемы расположения полей допусков
а) для соединения вала с внутренним кольцом подшипника;
б) для соединения внешнего кольца подшипника с корпусом.