Содержание
Введение…………………………………………………………………………………………………………………………………………3
1. Анализ технологичности конструкции детали………………………………………………………………….4
2. Выбор заготовки………………………………………………………………………………………………………………….4
3. Разработка маршрута………………………………………………………………………………………………………...5
4. Расчёт припусков и промежуточных размеров………………………………………………………………..6
5. Разработка операционной технологии…………………………………………………………………………….9
6. Анализ экономической эффективности…………………………………………………………………………...17
Список используемых источников……………………………………………………………………………………………...20
Введение
Деталь представляет собой вал, с размерами 87хØ26мм. Деталь получена прокатом.
Материал заготовки – сталь 45, имеющая характеристики:
— классификация: сталь конструкционная углеродистая качественная.
— Плотность: 7810 кг/м3.
— Твердость HB =170МПа
— Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
— Обрабатываемость резанием: в горячекатаном состоянии при HB 170-179 и σв =640 МПа, К υ тв. спл=1 и Кυб.ст=1
— Флокеночувствительность: малочувствительна.
— Склонность к отпускной хрупкости: не склонна.
— Назначение: валы-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
— Химический состав:
С=0.42-0.5%
Si=0.17-0.37%
Mn=0.5-0.8%
Ni до 0.25%
S до 0.4%
P до 0.035%
Cz до 0.25%
Cu до 0.25%
As до 0.08 %
Fe ̴ 97%
— ГОСТ: 1050-88
— Деталь применяется в среднесерийном производстве. Среди обрабатываемых поверхностей есть поверхности, с особым требованием к точности(js6,Rz=0.8).Остальные выполняются по 14 квалитету.
Анализ технологичности конструкции детали.
Обеспечение технологичности конструкции изделия - это взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции может быть качественной и количественной. Обеспечение качественной оценки технологичности конструкции достигается опытом конструктора и технолога. Количественная оценка ведется с помощью системы показателей и применяется главным образом для сборочных единиц и специфицированных изделий.
1) Размеры, поставленные на чертеже, должны способствовать наиболее простому и точному измерению обрабатываемых элементов.
2) При нарезании зубьев, шлицов, резьбы и т.п. поверхностей, конструкция детали должна обеспечивать свободный выход режущего инструмента.
3) Поверхности, обрабатываемые в разных операциях, должны быть чётко разграничены между собой.
4) Стандартизация и унификация тел вращения (галтелей, фасок, канавок)
5) Поставить размеры на чертеже от одной базовой поверхности (повышается точность и устраняется необходимость делать пересчёт на операционных картах в связи со сменой баз)
6) Унифицировать размеры и формы выточек, канавок, фасок и т.п. (сокращается количество инструментов за счет использования резцов, обрабатывающих основные поверхности).
Выбор метода получения заготовки
Заготовка выполнена из сортового материала – круглого калиброванного прутка 12 квалитета точности, полученного плоским прокатом.
Расчёт размера заготовки:
D1=D+Zнар+δ1заг,
где D1, - наружный расчетный диаметр заготовки
D- наружный диаметр детали по чертежу
Zнар. - припуск на обработку по наружной поверхности
δ1заг - учитываемая часть величины допуска заготовки, указанного в сортаменте
D1=26+2.2-0.045=28,2мм
Округляем до стандартного и получаем D1=29-0.045 (мм); но так как деталь не требует дополнительной обработки, выберем стандартный диаметр 27-0.045.
L1=L+2l1+l2+(l3+l4)/n;
где L1 - размер детали по чертежу; l1 - припуск на подрезку торца с одной стороны;
L2 - припуск на отрезку детали; l3 - длина отрезка, необходимого для зажима прутка в патроне или цанге при обработке последней детали; l4 - припуск на отрезку прутка в заготовительном цехе (участке); n - количество деталей, получаемых из прутка.
L1=87+1,5+3+(40+5)/31=92,95(мм);
Округляем, получаем L1=93мм
Разработка маршрута технологического процесса
Обоснование выбора баз
Технологическая база - это поверхность, сочетание поверхностей, ось или точка, принадлежащая заготовке и используемая для определения ее положения в процессе изготовления.
Базирование при механической обработке - это придание заготовке с помощью комплекта баз требуемого положения для ее обработки.
Выбор технологических баз осуществляется для операции 020.
Для этой операции используется самоцентрирующееся приспособление – трёхкулачковый патрон.
Схема базирования изображена на рисунке 1.
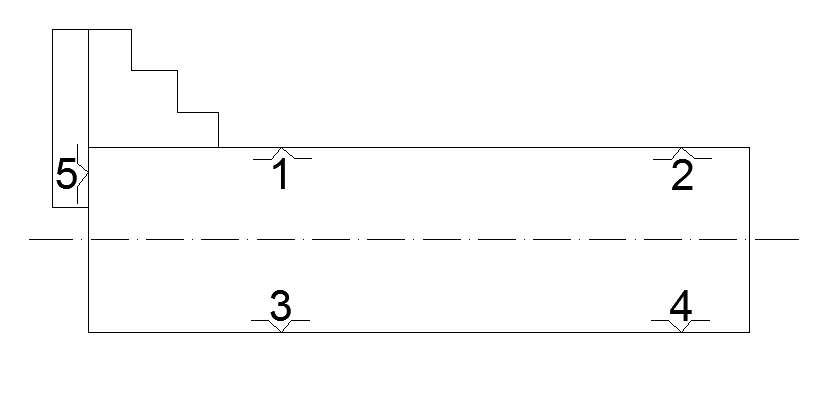
Рисунок 1 – Схема базирования детали
Расчет припусков
Расчет промежуточных припусков выполнен для наиболее точной поверхностиØ20js6
При использовании расчетно–аналитического метода общий припуск на обработку внутренней поверхности детали определяется формулой:

где Ао - размер заготовки; Аn - размер детали по рабочему чертежу; n - число операции (переходов), необходимых для получения размера, заданного рабочим чертежом; Zmax - максимальный промежуточный припуск, снимаемый при выполнении i - го перехода и определяемый формулой:

Ai-1 - размер, выдерживаемый при выполнении предшествующей операции (переходe), Ai - размер, выдерживаемый при выполняемой i-oй операции (переходе).
Максимальный промежуточный припуск при обработке наружных и внутренних поверхностей деталей типа "тело вращения" выражается формулой:

где δ(i-1) - допуск на размер при выполнении предшествующей операции (перехода); Zmin - минимальный промежуточный припуск на обработку

где Rz - наибольшая высота шероховатости поверхности, оставшаяся от предшествующего перехода (операции)
Tmax - наибольшая глубина дефектного поверхностного слоя, оставшаяся от предшествующего перехода (операции);  - сумма пространственных отклонений, получившихся в предшествующем переходе, учитывает отклонения от номинальной геометрической формы детали, отклонение от соосности, неперпендикулярность и т.д.;
- сумма пространственных отклонений, получившихся в предшествующем переходе, учитывает отклонения от номинальной геометрической формы детали, отклонение от соосности, неперпендикулярность и т.д.;  - сумма погрешностей, возникающих при выполняемом переходе (операции):
- сумма погрешностей, возникающих при выполняемом переходе (операции):

Δу - погрешность установки (базирования), мкм; Δзакр - погрешность закрепления, мкм).
Содержание
Введение…………………………………………………………………………………………………………………………………………3
1. Анализ технологичности конструкции детали………………………………………………………………….4
2. Выбор заготовки………………………………………………………………………………………………………………….4
3. Разработка маршрута………………………………………………………………………………………………………...5
4. Расчёт припусков и промежуточных размеров………………………………………………………………..6
5. Разработка операционной технологии…………………………………………………………………………….9
6. Анализ экономической эффективности…………………………………………………………………………...17
Список используемых источников……………………………………………………………………………………………...20
Введение
Деталь представляет собой вал, с размерами 87хØ26мм. Деталь получена прокатом.
Материал заготовки – сталь 45, имеющая характеристики:
— классификация: сталь конструкционная углеродистая качественная.
— Плотность: 7810 кг/м3.
— Твердость HB =170МПа
— Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
— Обрабатываемость резанием: в горячекатаном состоянии при HB 170-179 и σв =640 МПа, К υ тв. спл=1 и Кυб.ст=1
— Флокеночувствительность: малочувствительна.
— Склонность к отпускной хрупкости: не склонна.
— Назначение: валы-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
— Химический состав:
С=0.42-0.5%
Si=0.17-0.37%
Mn=0.5-0.8%
Ni до 0.25%
S до 0.4%
P до 0.035%
Cz до 0.25%
Cu до 0.25%
As до 0.08 %
Fe ̴ 97%
— ГОСТ: 1050-88
— Деталь применяется в среднесерийном производстве. Среди обрабатываемых поверхностей есть поверхности, с особым требованием к точности(js6,Rz=0.8).Остальные выполняются по 14 квалитету.
Анализ технологичности конструкции детали.
Обеспечение технологичности конструкции изделия - это взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции может быть качественной и количественной. Обеспечение качественной оценки технологичности конструкции достигается опытом конструктора и технолога. Количественная оценка ведется с помощью системы показателей и применяется главным образом для сборочных единиц и специфицированных изделий.
1) Размеры, поставленные на чертеже, должны способствовать наиболее простому и точному измерению обрабатываемых элементов.
2) При нарезании зубьев, шлицов, резьбы и т.п. поверхностей, конструкция детали должна обеспечивать свободный выход режущего инструмента.
3) Поверхности, обрабатываемые в разных операциях, должны быть чётко разграничены между собой.
4) Стандартизация и унификация тел вращения (галтелей, фасок, канавок)
5) Поставить размеры на чертеже от одной базовой поверхности (повышается точность и устраняется необходимость делать пересчёт на операционных картах в связи со сменой баз)
6) Унифицировать размеры и формы выточек, канавок, фасок и т.п. (сокращается количество инструментов за счет использования резцов, обрабатывающих основные поверхности).






