КОНКУРЕНТОСПОСОБНОСТЬ АРМАТУРНОГО ЛИТЬЯ
ЗА ПРЕДЕЛАМИ УДАРНОЙ ВЯЗКОСТИ ИЛИ ПРИМЕНЕНИЕ НОВОГО КОМПЛЕКСНОГО МЕТОДА ДЛЯ ПОДТВЕРЖДЕНИЯ НАДЕЖНОСТИ АУСТЕНИТНЫХ СТАЛЕЙ ДЛЯ КРИОГЕННОЙ АРМАТУРЫ
Горобченко С.Л., к.т.н., Санкт- Петербург, [email protected]
Кривцов Ю.С., академик Международной академии холода, Санкт-Петербург
Андреев А.К., д.т.н., профессор СПб АНТ и ПП, Санкт-Петербург,
Рис. 1. Характер вязкого излома стали 07Х13Г28Н3Л, увеличение х300
а) - в литом состоянии; б) - после закалки при 1050оС;
Таким образом, повышение ударной вязкости может происходить не только за счет увеличения доли волокна в изломе, но и за счет качественного изменения самих ямок. Просто наличие ямочного рельефа не всегда свидетельствует о высоких вязких свойствах.
Наши исследования фрактограмм множества аустенитных сталей показали, что ямочный рельеф изломов большинства сталей с высокой ударной вязкостью, существенно различается в зависимости от температуры испытания, степени легирования, скорости деформации и др. Могут наблюдаться крупные неглубокие ямки с поверхностью, сглаженной при вытягивании, мелкие ямки с незначительными следами пластического течения на перемычках, или достаточно глубокие ямки со следами серпантинного скольжения по стенкам. В сталях с наиболее высокой низкотемпературной ударной вязкостью обнаруживалось сочетание достаточно глубоких ямок с хорошо выраженными следами серпантинного скольжения, чередование крупных сильно пластически продеформированных ямок с мелкими ямками отрыва, или чередование мелких ямок с областями значительного вытягивания, рис.2.

Рис. 2. Поверхность разрушения стали 07Х13Г28Н3Л, увеличение х1000
Как правило, стали с мелкими ямками показывали более высокую прочность, но меньшую пластичность, а стали с крупными ямками более высокую пластичность. В первом случае материал обладает малым сопротивлением касательным напряжениям, во втором – нормальным.
Можно предположить, что механические свойства при криогенных температурах зависят от среднего диаметра ямки, наблюдаемого по характерной микроплощади центральной части вязкого излома. Мы также проводили такой анализ и сопоставляли механические свойства сталей с размером ямки в изломе. Средний диаметр ямки находили как частное от деления видимой площади излома на число ямок в поле зрения.
Сопоставление прочностных, пластических и вязких свойств при комнатной и криогенных температурах показало, что в наибольшей степени с диаметром ямки в изломе коррелировали пластические и вязкие свойства. При этом рост пластичности и вязкости с увеличением размера ямки наблюдается в основном при комнатной температуре и мало зависит от размера ямки при криогенных. В тоже время у большинства сталей, вязко разрушающихся при низких температурах, размер ямки оставался практически неизменным при всех температурах испытаний.
Сопоставление пластичности и вязкости со средним диаметром ямки при 77К после закалки с различных температур показало следующее: закалка с температуры 1050оС и 1100оС приводила к незначительному росту ямок и относительному удлинению, а высокие значения ударной вязкости при всех температурах испытаний наблюдались в области размеров ямок 10-30мкм. Этой же тенденции соответствовали стали с высокой ударной вязкостью при криогенных температурах, например, сталь 07Х8Г28Н3ФЛ. Высокие значения ударной вязкости этой стали (110Дж\см2) при 77 и 20К обнаруживались при среднем диаметре ямки 5-10мкм. Таким образом, несмотря на наличие тенденции к росту пластических и вязких свойств с увеличением диаметра ямки, возможны случаи, когда высокая низкотемпературная вязкость наблюдается и при низких размерах ямки.
Противоречие может быть разрешено при сопоставлении количества видимых в изломе мелких ямок, снижающих вязкость и пластичность с числом крупных ямок, ответственных за повышение пластических свойств. В случае превалирования мелких ямок пластичность должна падать, при большом числе ямок – расти.
Для ряда сталей была проведена оценка распределения ямок одного размера по их количеству и занимаемой площади одного размера при различных температурах испытаний, рис.3.

Рис. 3. Гистограммы распределения ямок по количеству (N) и занимаемой площади (S) от диаметра ямки (d).
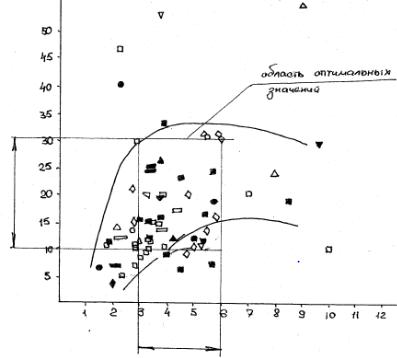
Рис. 4. Сравнение сталей в литом и деформированном состоянии
Стали в литом состоянии
● -3Х18Н10
▲- 07Х25Н20
■ – 03Х17Н12М2
▼ – 12Х18Н10Т
►- 10Х14Г14Н4Т
◄ -04Х16Н20Г10М2
Рис. 5. Частота появления неметаллических включений различных размерных групп в структуре (1) и вязком изломе (2)
С увеличением размера включений частота появления их в структуре монотонно убывает. При этом она близка к гиперболической зависимости. В вязком изломе распределение частиц по размерам, характеризуется максимумом в области включений с размером 2-8 мкм и далее монотонно убывает, как при комнатной температуре, так и при криогенных температурах. Отсюда можно заключить, что в образовании вязкого излома в сталях с равной вероятностью участвуют не все включения, а только включения определенных размерных групп.
Влияние различных видов частиц на степень развития вязкого разрушения оценивали при сравнении химического состава, размера (dнв) и формы (фф) неметаллических включений с размером ямки, который они вызывают при различных температурах испытаний. Форму включений оценивали соотношением максимальной и минимальной протяженности самих включений.
Анализ показал, что все виды включений приводят к развитию вязкого разрушения. С повышением размера включения размер вызываемой им ямки увеличивается. Для большинства частиц наиболее вероятный размер ямки, который они вызывают, составляет 5-40 мкм. Выделить соответствующие области для карбидных, оксидных, силикатных и других включений при различных температурах испытаний, однако, не удалось. Химический состав включений играл меньшую роль по сравнению с их другими характеристиками.
Сопоставление размеров ямок и диаметра включений, которое их вызывает при различных температурах испытаний, показало, что с увеличением диаметра включений большую часть видимой ямки занимает не зона пластически продеформировавшихся стенок ямок, а само включение, рис.6.
dя
dя/dнв
Рис. 6. Зависимость диаметра вязкой ямки (dя) от пластической деформации, претерпеваемой ямкой, зародившейся на включении
При примерно одинаковых размерах ямок и включений на фрактограммах наблюдаются ямки отрыва независимо от величины включений. При низком размере включения степень пластического течения, которое претерпевает ямка до слияния с другими ямками, велика, однако сам размер ямки при этом мал (dя<7мкм).
Таким образом, для крупных включений размер образуемой ими ямки приближается к размеру включения, а для малых включений размер ямки, образовавшейся на них, незначителен. В обоих случаях степень пластической деформации, претерпеваемой ямкой, мала. Наиболее часто характерные для сталей вязкие ямки размером 10-40мкм обнаруживались при размере включений 2-8 мкм.
Вслед за размером включения сильное влияние на микроразрушение оказывает его форма. Форму включения можно оценить при помощи известных методик определения форм-фактора, как отношение максимального и минимального размера включений. Сравнение форм-фактора с размером ямки для конкретных включений показало, что с увеличением асимметрии включений происходит как уменьшение размера ямки (dя), так и степени пластической деформации ямки по сравнению с включением, которое ее вызвало (dя\dнв) независимо от состава включения и температуры испытаний.
Сферические, глобулярные и прямоугольные частицы с низким значением форм-фактора (с\а=фф=1,0-1,25) могли обнаруживаться и в малых и в больших ямках. С увеличением вытянутости включения размер вызываемой ими ямки уменьшается. Наиболее низкие значения (dя) и (dя\dнв) имеют вытянутые пластинчатые включения. Для получения высокой пластичности на участке микроразрушения форм-фактор частицы не должен превышать 1,5-1,75.
ОЦЕНКА ВЛИЯНИЯ ХИМИЧЕСКОЙ НЕОДНОРОДНОСТИ НА ХАРАКТЕР РАЗРУШЕНИЯ АУСТЕНИТНЫХ СТАЛЕЙ
При неравномерном распределении элементов и превышении предела растворимости ряда элементов с понижением температуры, они могут значительно охрупчивать сталь, рис. 7.
| | | | | | | | |
| | | | Граница раствори-мости при Т1
| |
| | |  |
| | |
| |
| |
| | | | | Граница раствори-мости при Т2
| |
| | |
| |
| |
Табл.1. Характеристики дендритной ликвации в аустенитных Cr-Mn и Cr-Ni сталях
| элемент
| Коэффициент
ликвации
| Содержание, %
|
| максимальное
| Минимально е
|
| Cr
| 1,11 (1,25)
| 7,4
| 5,1
|
| Mn
| 1,12 (1,38)
| 32,8
| 23,8
|
| Ni
| 1,10
| 3,18
| 2,53
|
| V
| 1,28
| 2,6
| 1,0
|
| S
| 10,5 (19,9)*
|
|
|
| P
| -
|
|
|
· Сталь 12Х18Н10ТЛ
Характер распределения элементов по сечению образца в зоне, непосредственно примыкающей к излому, показан на рис. 8.

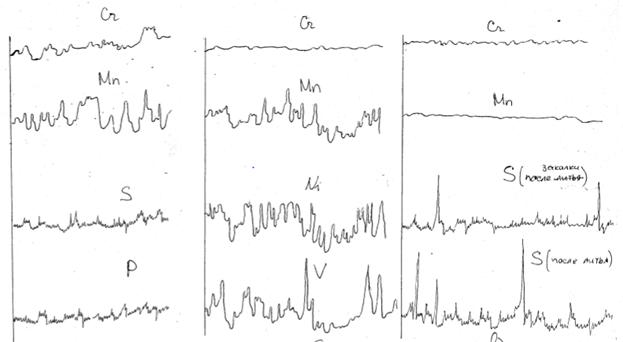
а) б) в)
Рис. 8. Распределение легирующих элементов и примесей в сталях с различным содержанием хрома и марганца.
а) сталь 07Х8Г28Л
б) сталь 07Х8Г28Н3ФЛ
в) сталь 07Х13Г28Л
Совместный анализ данных показывает, что наибольшая ликвация характерна для марганца и зависит от содержания хрома. При кристаллизации сталей с 13% хрома марганец распределяется практически равномерно, (рис. 8в). В сталях с 8% хрома марганец сильно ликвирует к границам, тогда как хром сосредотачивается в осях литых зерен, рис 9.
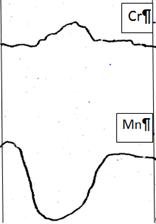
Рис. 9. Распределение хрома и марганца по дендриту в стали 07Х8Г28Л
Сопоставление пиков ликвации легирующих элементов между собой показало, что в структуре более часто обнаруживались зоны совместной ликвации марганца, никеля и ванадия. В большинстве случаев это были межосные участки или границы литых зерен (в сталях с ванадием).
Методика анализа химической неоднородности позволила объяснить и высокие значения ударной вязкости аустенитных Cr-Mn сталей при криогенных температурах. При сравнении ликвации элементов со значениями ударной вязкости и характера разрушения выяснилось, что изменение КСV может быть объяснено особенностями ликвации элементов.
Высокая ударная вязкость сталей с 8%Cr и 28%Mn появляется при формировании благоприятной композитной структуры, образующейся из переплетенных более прочных осей и пластичных межосных участков. Если в эти области дополнительно ликвирует ванадий (сталь 07Х8Г28ФЛ), то, несмотря на измельчение дендритной структуры, падает ударная вязкость из-за большей хрупкости ликвационных зон. При наличии никеля в зонах ликватов устраняется вредное действие ванадия, а значения ударной вязкости при криогенных температурах увеличиваются на 50-60Дж\см2 (сталь 07Х8Г28Н3ФЛ). При легировании азотом (сталь 07Х8АГ28Л) большая концентрация марганца в межосных пространствах обеспечивает хорошую растворимость сильно ликвирующего азота, отсутствие пор и хорошую плотность металла. Значения КСV при этом малы из-за хрупкости областей с повышенным содержанием азота. Ликвация ванадия в зоны, обогащенные азотом, приводят к образованию карбонитридов и снижению хрупкости, вносимой азотом. Рост ударной вязкости стали 07Х8Г28АФЛ по сравнению со сталью 07Х8АГ28Л при 20К составил до 40Дж\см2. При отсутствии ликвации марганца и значительно более равномерном распределении легирующих элементов появляются сульфидные плены и примеси по границам дендритов, охрупчивающие сталь уже при комнатных температурах.
Учитывая рост вязкости после закалки при неизменном распределении легирующих элементов, можно сказать, что он происходит вследствие благоприятного распределения серы и легких элементов (C,N,O) в закаленном состоянии. Действительно, микротвердость межосных участков сталей с азотом была на уровне или выше микротвердости осей дендритов. Сопоставление пластичности и ударной вязкости хромомарганцевых сталей и стали 12Х18Н10ТЛ показало, что повышенные пластические и вязкие характеристики сталей на хромомарганцевой основе обусловлены меньшим числом сульфидных плен и в ряде случаев, как для сталей с 8%Cr и 28%Mn полным их отсутствием.
Таким образом, при наиболее однородном распределении легирующих элементов могла наблюдаться низкая ударная вязкость, тогда как композитной структурой с неравномерным распределением легирующих элементов обеспечивалась высокая ударная вязкость уже в литом состоянии, а также отсутствие сульфидных плен. В пределах исходных диапазонов концентраций основные легирующие элементы (Cr, Mn, Ni, V) и связанная с ними химическая неоднородность в изломе и структуре мало влияют на характер разрушения и вязкие свойства в диапазоне температур 293-20К. Основное понижение пластичности и вязкости происходит в результате ликвации углерода, кислорода, азота и серы.
КОМПЛЕКСНАЯ ОЦЕНКА ВЛИЯНИЯ КОМПОНЕНТОВ ЛИТОЙ СТРУКТУРЫ И РЕКОМЕНДАЦИИ ПО ПОВЫШЕНИЮ ВЯЗКОСТИ ИЗЛОМА АУСТЕНИТНЫХ СТАЛЕЙ ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ
Сравнение влияния дендритной структуры, неметаллических включений и распределения элементов вследствие ликвации показало, что они неравноценны между собой. Размерность дендритной структуры не играет решающей роли при температурах до 77К в случае благоприятного расположения неметаллических включений и ликватов. В случае отсутствия облачных и пленочных сульфидных включений хрупкая трещина распространяется не по включениям, а по участкам скола и не способствует повышению хрупкости. Наибольшее понижение вязких свойств аустенитных хромомарганцевых сталей определяется степенью загрязненности межосных участков легко ликвирующими примесями (C,N, O) и серой.
Высокая ударная вязкость аустенитных сталей независимо от характера распределения основных легирующих элементов и структуры обеспечивается тем, что наибольшая площадь излома после закалки приходится на ямки диаметром не менее 10-15 мкм.
Режим раскисления при этом должен обеспечивать образование равномерно и беспорядочно распределенных включений, хорошо сопрягающихся с основным металлом. Размер включений должен находиться в пределах 2-8 мкм с коэффициентом асимметрии (форм-фактором) не более 1,75.
Выделение серы в виде пленочных включений и пористости при кристаллизации из расплава выделяющихся газов (O,N) можно подавить легированием. Наиболее благоприятствует такому процессу кристаллизации и способствует росту вязких свойств композитная структура с неравномерным распределением легирующих элементов по дендриту. Она образуется при кристаллизации составов с 5-8% хрома и 28% марганца.
РАЗВИТИЕ АВТОМАТИЧЕСКИХ СПОСОБОВ ФРАКТОГРАФИЧЕСКОГО АНАЛИЗА
Главным препятствием широкому внедрению методики фрактографического анализа была его высокая трудоемкость. Если раньше можно было только мечтать о том, чтобы полностью «прочесть» ФРАКТОГРАФИЧЕСКИЕ особенности излома, то в настоящее время, с развитием информационных технологий это стало достаточно простым делом. Для литых сталей с композитной структурой и многообразием фактографических структур использование современных информационных технологий становится прорывным решением в доказательстве надежности сталей. Для этого можно использовать такие программы распознавания как Thixomet PRO, рис.10.

Рис. 10. Использование программы анализа изображений Thixomet PRO для количественного фрактографического анализа
Соединение способности к измерению, анализу, сравнению с эталоном и обработке статистического материала создает новые возможности для расчета надежности по микрофрактографическим данным. Так, рассмотренные выше особенности микропластического разрушения показывают, как участки с мелкими ямками, как более прочные по своим характеристикам и способные сдерживать зарождение трещины, так и участки с выраженными пластическими димплами, способные переводить энергию трещины в пластическую деформацию и тормозящие ее развитие. Их общий расчет сопротивления разрушению создает как картину течения деформации и прохождения трещины, так и дает весомые гарантии надежности литых аустенитных сталей.
Не за горами и использование новых методик оценки фрактографического разрушения. Развиваются новые способы мультифрактальной параметризации, основанные на рассмотрении структур разрушения с точки зрения теории фракталов (4). На их основе с применением современных способов распознавания образов и применения автоматических анализаторов появляются новые возможности получения данных о типах благоприятных структур, препятствующих хрупкому разрушению, их расчета и прогнозирования надежности.
ЗАКЛЮЧЕНИЕ
Как видите, наше исследование показало, что существуют достаточно эффективные комплексные методы оценки надежности литых аустенитных сталей. Чтобы полностью подтвердить надежность стали, необходимо оценить ее не только по ударной вязкости, но и применить методы фрактографической оценки изломов.
Именно фрактографический анализ изломов, докажет возможность использования литой аустенитной стали в условиях динамического нагружения. Для этого необходимо провести анализ поверхности разрушения при больших увеличениях, оценить влияние неметаллических включений и химической неоднородности на поверхности изломов и в структуре на вязкие свойства. А в своем развернутом варианте - составить карту оптимальных структурных элементов излома для конкретной стали.
Повышая надежность, мы повышаем и конкурентоспособность арматурного литья. Внедрив показанную комплексную методику, включая разработанную нами методику фрактографического анализа в технические условия для конкретных сплавов, можно в большей степени обеспечить и большую эксплуатационную надежность арматурного литья, повысить категорийность безопасности, например, по SIL, в большей степени заменять деформированные сплавы и стали на литейные аустенитные стали.
Источники
1. С.Л. Горобченко. Комплексное влияние легирующих элементов на механические и литейные свойства аустенитных сталей для криогенной арматуры, а\д, Л., ЛТИХП, 1991.
2. М. Гордеева Т. А., Жегина И. П. Анализ изломов при оценке надежности материалов. — М.: Машиностроение, 1978. — 200 с.
3. Н. В. Копцева, М. В. Чукин, О. А. Никитенко. Использование программного продукта Thixomet PRO для количественного анализа ультрамелкозернистой структуры низко- и среднеуглеродистой стали, подвергнутой равноканальному угловому прессованию, МиТОМ, №2\2013.
4. Встовский В.Г., Колмаков А.Г., Терентьев В.Ф., Применение мультифрактальной параметризации для количественной оценки нарушенной симметрии структур металлических материалов, формирующихся в неравновесных условиях/Вестник ВГТУ. Сер. Материаловедение. Вып. 1.5. с. 34-39.
КОНКУРЕНТОСПОСОБНОСТЬ АРМАТУРНОГО ЛИТЬЯ






