Лабораторная работа 1
Лабораторная работа 2
Вязально-прошивные машины «АРАХНЕ»
Вязально-прошивные машины «Арахне» выпускают трех основных типов: «Арахне II» моделей Р-1 и Р-2, «Арахне» II АД-25 модели Р-2, «Арахне-35».
Процесс провязывания на машине «Арахне» аналогичен процессу провязывания на машинах типа ВП, однако конструкция петлеобразующих органов и механизмов и их компоновка иные. У машин «Арахне» игольница и гребенки с ушковинами находятся почти в горизонтальной плоскости, причем крючки провязывающих игл обращены вниз (рис. 1).
Волокнистый холст 1 подается решеткой 2 в зону петлеобразования, проходит между столом 3 подвижных и 4 неподвижных пластин, выполняющих функции, аналогичные подвижным и неподвижным платинам на машине ВП, уплотняющим холст в момент прокола его пазовыми движковыми иглами, расположенными в игольнице 5. Нити для прошива разматываются с навоев 8 и 9 и с помощью ушковых игл 6 и 7 прокладываются на пазовые иглы. Накатка готового товара осуществляется в верхней части машины на товарный валик 10.

Рис. 1. Технологическая схема машины «Арахне»
Табл. 1
Технико-технологические данные вязально-прошивных машин «Арахне»
| Параметры
| Арахне II моделей Р-1 и Р-2
| Арахне II АД-25 модели Р-2
| Арахне-35
|
|
|
|
|
|
| Рабочая скорость, мин-1
| 250-1000
| 250-850
| 315-1000
|
| Наладочная скорость, мин-1
|
|
| -
|
| Класс машины
| 40 или 50
| 40 или 50
| 40 или 50
|
| Ширина игольницы, мм
|
|
|
|
| Плотность провязывания на 100 мм
| 17-100
| 17-100
| 17-100
|
| Поверхностная масса холста, г/м2
| 100-700*
| 100-700*
|
|
| Масса нетканого материала при классе машины, г/м2
|
до 500
до 400
|
до 500
до 400
|
|
| Диаметр узорного диска, мм, при основе:
одинарной
двойной
|
|
|
|
| Теоретическая производительность, м/ч
| 60-352
| 51-300
| 60-352
|
* Холст большой массы провязывают при проборке игл с раппортом 1+1, то есть на машинах вдвое меньшего класса.
Лабораторная работа 3
Иглопробивные агрегаты
Иглопробивные машины при изготовлении иглопробивных полотен разного ассортимента используются, как правило, в составе иглопробивных агрегатов.
Агрегат АИН—1800М предназначен для производства иглопробивных полотен из лубяных, шерстяных, химических волокон и их смесей с поперечной ориентацией волокон в холсте. Специальное дополнительное устройство позволяет получать холсты со звездообразным расположением волокон. Выпускают две модификации агрегата: АИН—1800М—01 с чесальными машинами Ч-11-200ШМ-01 и АИН-1800М-02 с чесальными машинами Ч—11—И, предназначенными для чесания химических волокон.
Кроме двух чесальных машин в состав агрегата входят два преобразователя прочеса ПП—201, уплотнитель холста УХ—201, иглопробивная машина ИМ—1800М, устройство для резки и наматывания УРН—1800.
Прочесанные волокна снимаются со съемного барабана 1 (рис. 1) чесальной машины и поступают на верхний транспортер 2 преобразователя прочеса. Верхний транспортер получает движение от электродвигателя через вариатор скорости, редуктор и систему шестерен и звездочек. От верхнего транспортера движение передается среднему 3 и нижнему 4 транспортерам, а через вариатор скорости — поперечному транспортеру 5.
Получаемый волокнистый холст с преимущественно поперечной ориентацией волокон может дублироваться с каркасом 6 или 7. Каркас может располагаться как внутри нетканого полотна, так и с внешней стороны.
После прохождения через уплотняющие валики 8 холст по транспортеру 9 поступает в иглопробивную машину 10. Вырабатываемое иглопробивное полотно после обрезания кромок сматывается в рулон 11.
На агрегате АИН—1800М—01 вырабатываются прокладочные материалы для автомобильной промышленности, материалы для стелек и др. На агрегате АИН—1800М—02 — прокладка для релина, линолеума и др.
После создания иглопробивной машины ИМ—2000М на базе агрегата АИН—1800М был разработан иглопробивной агрегат АИН—2000М, который позволяет вырабатывать иглопробивные полотна шириной до 2100 мм из хлопковых, шерстяных, химических волокон и их смесей.
Применение иглопробивной машины с увеличенной рабочей
шириной потребовало замены преобразователя прочеса
ПП—201 преобразователем прочеса ПП—201—01 (с шириной поперечного транспортера 2400 мм), а уплотнителя холста УХ—201 — уплотнителем УХ—201—01. Агрегат АИН—2000M используется для производства настенных и напольных покрытий, геотекстильных (для дорожного строительства и ремонта) утеплительных, фильтровальных
и прокладочных полотен, основы для линолеума. Производительность агрегата АИН—2000М на 35 % выше, чем агрегата АИН-1800М.
В результате дальнейшего увеличения рабочей ширины пробивного оборудования был создан иглопробивной агрегат АИН—3600, в состав которого входят:
- чесальный аппарат фирмы Befama (Польша);
- преобразователь прочеса ПП—361;
- иглопробивная машина для предварительного прокалывания ИП—361;
- иглопробивная машина для окончательного прокалывания ИМ—361;
- уплотнитель холста.
Технические характеристики иглопробивных агрегатов АИН-1800M и АИН-3600 приведены в табл. 3.4.
Агрегат АИН—181 состоит из:
- двух чесальных машин КД-4;
- двух преобразователей прочеса ПП—201;
- двух уштотнителей холста УХ—201;
- иглопробивных машин ИМ—1800М и ИМД—1800;
- устройства для поворота холста УП—181;
- устройства для поворота материала УП—182;
- раскладчика;
- пульта управления.
Суровый материал поверхностной плотности до 0,3 кг/м2 с агрегата АИН—181 поступает для обработки связующим на агрегат АОС—181.
Агрегат АИН—182 (рис. 3.16), предназначенный для производства суровых иглопробивных напольных покрытий, сдублированных с нижним слоем (основой) или без него, с поперечной ориентацией волокон. Он состоит из двух чесальных машин Ч—11—И, двух преобразователей прочеса ПП—201, уплотнителя холста УХ-201, двух иглопробивных машин ИМ—1800М—А, устройства для поворота УП—182, раскатывающего устройства 7АИЛ—181, устройства для резки и наматывания УРН—1800, пульта управления.
Для удобства обслуживания агрегата предусмотрена специальная платформа, которая представляет собой площадку, расположенную вокруг устройства поворота материала, откуда полотно проходит по направляющей и поступает на контрольный стенд. Стенд предназначен для визуальной оценки качества полотна путем его просвечивания. Управление агрегатом осуществляется с двух станций управления, установленных у иглопробивной машины. На станциях управления сдублированы кнопки управления машинами и устройствами, имеющими собственный привод.
Теоретическая производительность агрегата при массе декоративного слоя до 450 г/м2, ширине 1,85 м и скорости вы пуска 2,8 м/мин составляет 310 м2/ч. При массе декоративного слоя до 1000 г/м2, ширине 1,85 м и скорости выпуска 1,25 м/мин теоретическая производительность предполагается 139 м2/ч.
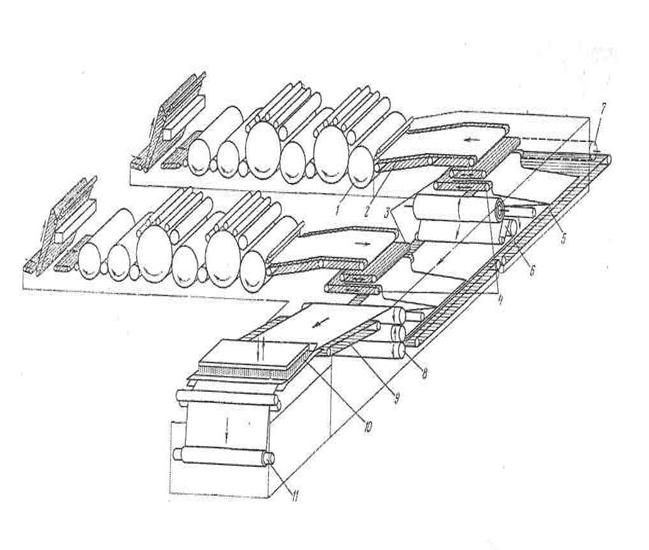
Рис. 1. Схема иглопробивного агрегата АИН-1800
Табл. 1
Технические характеристики агрегатов АИН-1800М и АИН-3600
| Показатели
| АИН-1800М-01
| АИН-1800М-02
| АИН-3600
|
| Рабочая ширина, мм
|
|
|
|
| Поверхностная
плотность вырабатываемого полотна, г/м2
| до 1500
| до 1500
| до 1500
|
| Теоретическая
производительность, м2/ч
| 115-450
| 110-450
| 500-1950
|
| Установленная
мощность электродвигателей, кВт
| 33,45 (9,0*)
| 24,6
| 40*
|
| Габаритные
размеры, мм:
длина
ширина
высота
|
|
|
|
| Масса, кг
| 43800 (10580*)
|
|
|
| * без чесальных машин
|

Рис. 2. Схема иглопробивного агрегата АИН-182:
1 — чесальная машина 4—11—И; 2 - преобразователь прочеса ПП-201; 3 - устройство поворота материала; 4 – иглопробивные машины ИМ—1800М-А; 5 — раскатывающее устройство 7АИЛ — 181; 6 - устройство для резки и наматывания УРН—1800; 7 – пульт управления.
Лабораторная работа 4
Лабораторная работа 5
Лабораторная работа 6
Лабораторная работа 7
Лабораторная работа 8
Лабораторная работа 1
Вязально-прошивная машина типа ВП
В современных вязально-прошивных машинах используют принцип петлеобразования, применяемый на трикотажных основовязальных машинах. Однако от последних они отличаются более жесткой конструкцией основных рамных узлов, а также усиленной конструкцией петлеобразующих органов, так как при каждом рабочем ходе иглы вязально-прошивной машины прокалывают ниточный или волокнистый холст.
Промышленность выпускает вязально-прошивные машины типа ВП трех классов: 2,5; 5 и 10. Машины «Арахне» выпускаются 40, 50 и 60 кл. (по чешской классификации). В Германии выпускаются машины 3; 3,5; 7; 10; 12; 14; 18 и 22 кл.
На рис. 1 показаны отдельные операции процесса петлеобразования, характерные для машин типа ВП.
В качестве исходного принято положение, когда вязальная игла находится в крайнем нижнем положении (рис. 1, ж). Крючок иглы закрыт. Старая петля находится под крючком иглы. Верхние подвижные платины 4 движутся вперед, прижимая волокнистый холст 5 к неподвижным нижним платинам 1, создавая тем самым оптимальные условия для его прокола вязальной иглой 3. Ушковые иглы 2 находятся в переднем положении.
Заключение (рис. 1, а, б, з, и) осуществляется подъемом вязальных игл. При этом волокнистый холст прочно удерживается неподвижными нижними и подвижными верхними платинами, находящимися в крайнем переднем положении. Прокол осуществляется вязальной иглой с открытым крючком, поэтому движок иглы, сначала опускается, а затем поднимается вслед за иглой, оставляя крючок все время открытым. Старая петля задерживается холстом, а затем соскальзывает на стержень иглы. Подвижные верхние платины после прокола начинают медленно отходить внутрь машины. Ушковые иглы совершают прокачку к центру машины и к концу операции заключения проходят между вязальными иглами.
Во время прокладывания (рис. 1, в) после выхода гребенки ушковых игл из зоны вязальных игл к движению прокачки добавляется сдвиг вдоль фронта вязальных игл. К моменту прихода ушковых игл в крайнее заднее положение они получают сдвиг на половину игольного шага и находятся точно против головок вязальных игл. Затем ушковые иглы совершают прокачку в обратном направлении, в то же время, сдвигаясь на вторую половину игольного шага так, что при входе в зону вязальных игл они располагаются точно посередине расстояния между иглами. В результате такого движения ушковых игл нити охватывают стержень вязальных игл. Верхние платины в период прокладывания нити выстаивают в крайнем заднем положении.
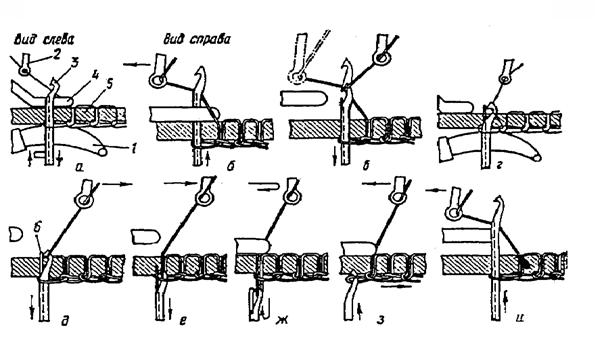
Рис. 1. Процесс петлеобразования на вязально-прошивной машине
типа ВП
При вынесении (рис. 1, г) вязальная игла начинает опускаться и нить, проложенная на ее стержень, перемещается под ее открытый крючок. Верхние платины начинают перемещаться в переднее положение. Ушковые иглы заканчивают прокачку в переднее положение и начинают сдвигаться вдоль игольницы в противоположном направлении.
Во время прессования (рис. 1, д) скорость опускания вязальной иглы значительно больше скорости движка, благодаря чему крючок иглы закрывается движком 6, запирая вновь проложенную нить. Ушковые иглы продолжают сдвиг вдоль игольницы. Верхние платины продолжают движение вперед.
При нанесении (рис. 1, е) закрытые движком вязальные иглы продолжают опускаться, протаскивая запрессованную нить через волокнистый холст. В это время происходит интенсивное потребление провязывающей нити. Старая петля скользит по стержню иглы, переходя на движок (наносится на движок).
Соединение (рис. 1, е) происходит следующим образом. При выходе вязальной иглы из волокнистого холста старая петля соединяется с новой, которая находится под крючком иглы. Между старой и новой петлями оказывается зажатым пучок волокон холста. Ушковые иглы заканчивают сдвиг вдоль игольницы.
Сбрасывание (рис. 1, ж) происходит в процессе дальнейшего опускания вязальной иглы. При этом старая петля сбрасывается с иглы, и очередной участок волокнистого холста оказывается закрепленным с помощью провязывающей нити.
Под действием оттяжного механизма холст, освобожденный от игл, начинает перемещаться. Величина смещения холста определяет плотность провязывания по вертикали.
При формировании и оттяжке (рис. 1, ж) вязальные иглы, опускаясь, доходят до крайнего нижнего положения.
Размеры и форма новой петли определяются взаимным положением иглы и нижней платины, натяжением нити и силой оттяжки материала.
На вязально-прошивных машинах волокнистый холст прошивается нитями, образующими одногребеночные или двухгребеночные переплетения. Наиболее часто используются одногребеночные переплетения с минимальными сдвигами ушковых гребенок – цепочка, трико, сукно. Реже используются переплетения шарме, атлас.
Двухгребеночные основовязальные переплетения образуются из двух систем нитей, прокладываемых на иглы с помощью двух гребенок.
Следует отметить, что сопротивление растяжению материалов, провязанных двухгребеночными переплетениями, примерно в 1,5 раза больше, чем провязанных одногребеночных, при несколько меньшем их удлинении. Однако применение двойной системы прошивных нитей увеличивает расход пряжи в 1,5-2 раза, что повышает стоимость продукции.
В общем случае свойства суровых нетканых материалов, полученных методом провязывания волокнистых холстов, зависят от применяемой техники провязывания, используемого переплетения, свойств используемого волокнистого сырья, поверхностной плотности исходного волокнистого холста, физико-механических свойств пряжи, числа основ, используемых для провязывания.
Технологическая схема вязально-прошивной машины типа ВП представлена на рис. 2. Сформированный и уплотненный раскладчиком волокнистый холст определенной плотности поступает по конвейеру 1 на направляющий столик 2 и далее к петлеобразующим органам машины. Нити для прошивания волокнистого холста подаются с катушек навоев 3, закрепленных на валах. Для параллельной расправки нитей служат разделительные гребенки 4. Между разделительными гребенками на нити основы навешиваются ламели 5 для останова машины при их обрыве.
Далее нити основы, огибая подпружиненное скало 6, заправляются в ушковые иглы 7. С направляющего столика 2 волокнистый холст попадает в промежуток между неподвижными платинами 9 и подвижными верхними платинами 8. В промежутке между платинами проходят пазовые иглы 10, которые, двигаясь вверх, прокалывают холст и в верхнем положении захватывают провязывающие нити, подаваемые ушковыми иглами 7. При обратном движении вниз движковые иглы протаскивают захваченные нити сквозь волокнистый холст, скрепляя его основовязальными переплетениями. Прошитый холст, огибая направляющие валы 11 и 13, оттягивается оттяжным валом 12 и наматывается в рулон на товарный вал 14.

Рис. 2. Технологическая схема холстопровязывающей машины типа ВП
Производительность машин типа ВП, м/ч.

или, м2/ч

где n – частота вращения главного вала машины, мин-1;
ПВ – плотность по вертикали, петельных рядов на 100 мм;
b – ширина полотна, мм;
КП.В . – коэффициент полезного времени.
Коэффициент полезного времени (КП.В .) вязально-прошивных машин типа ВП составляет 0,65-0,95, а частота вращения главного вала – от 250 до 800мин-1.
Основные технические данные вязально-прошивных машин типа ВП приведены в таблице 1.
Табл. 1
Основные технические данные вязально-прошивных машин
| Показатели
| Модель машины
|
| ВП-180-М
| ВП-9
| ВП-10
|
|
|
|
|
|
| Класс машины (число игл на 25 мм)
| 5,1
|
| 2,5
|
| Число игольниц
|
|
|
|
| Рабочая ширина игольницы (расстояние между серединами крайних игл в игольнице), мм
|
|
|
|
| Число ушковых гребенок
|
| 1-2
|
|
| Скорость вязания, рядов в минуту:
для одногребеночного переплетения
для двухгребеночного переплетения
для производных, рисунчатых, не менее
|
800-850
|
850-1000
800-850
|
-
|
| Поверхностная плотность вырабатываемого полотна, г/м2
|
200-350
|
200-400
|
160-350
|
| Плотность провязывания по длине (количество петель на 50 мм)
|
12-45
|
20-45
|
9-15
|
| Используемые переплетения: одногребеночные
двухгребеночные
| цепочка, трико
трико,
трико,
трико,
цепочка
| цепочка,
трико
сукно, трико, трико,
трико-сукно, трико-цепочка, сукно-цепочка
| цепочка, трико
|
| Номинальная линейная плотность прошивных нитей, текс
хлопчатобумажных
вискозных
комплексных синтетических
|
25х2;18,5х2
11,7х2
6,7; 5,6;29,4
|
15,4х2
25х2
6,7; 15,6; 29
|
25х2, 50
15,6; 29,4
|
| Габаритные размеры, мм
длина
ширина
высота
|
|
|
|
| Масса машины, кг
|
|
|
|
Лабораторная работа 2






