Порядок эксплуатации аккумуляторных батарей
Режим постоянногоподзаряда.
Все аккумуляторной батареи на электрических станциях и подстанциях должны работать в режиме постоянногоподзаряда.
Полностью заряженную аккумуляторной батареи необходимо включить на шины параллельно с постоянно работающим подзарядным агрегатом. Подзарядный агрегат питает нагрузку постоянного тока и одновременно подзаряжает батарею, компенсируя ее саморазряд. Концевые элементы также должны работать в режиме постоянногоподзаряда.
При включении мощной толчковой нагрузки, а также при потере питания подзарядного агрегата на стороне переменного тока аккумуляторная батарея берет на себя всю нагрузку сети постоянного тока.
Для аккумуляторной батареи типа СК напряжение подзаряда должно соответствовать 2,2±0,05 В на аккумулятор.
Для аккумуляторной батареи типа СН напряжение подзаряда должно соответствовать 2,18±0,04 В на аккумулятор при окружающей температуре не выше 35°С и если эта температура выше –2,14±0,04 В.
Необходимые конкретные значения тока и напряжения не могут быть заданы заранее. Необходимо установить и поддерживать среднее значение напряжения подзаряда и вести за батареей наблюдение. Снижение плотности электролита в большинстве аккумуляторов свидетельствует о недостаточности тока подзаряда. При этом, как правило, необходимое напряжение подзаряда оказывается 2,25 В для аккумуляторов СК и не ниже 2,2 В - для аккумуляторов СН.
Режим заряда
Заряд может производиться любым из известных методов:
1. при постоянной силе тока;
2. плавно убывающей силой тока;
3. при постоянном напряжении.
Метод заряда устанавливается местной инструкцией.
Заряд при постоянной силе тока необходимо производить в одну или две ступени.
При двухступенчатом заряде зарядный ток первой ступени не должен превышать для аккумуляторов СК 0,25·C10, для аккумуляторов СН 0,2·C10. При повышении напряжения до 2,3-2,35 В на аккумулятор заряд переводится на вторую ступень, ток заряда при этом должен быть не более 0,12·C10 для аккумуляторов СК, для аккумуляторов СН - 0.05·C10.
При одноступенчатом заряде ток заряда не должен превышать значения, равного 0,12·C10 для аккумуляторов СК и СН. Заряд таким током аккумуляторов СН допускается только после аварийных разрядов.
Заряд ведется до постоянства напряжения и плотности электролита в течение одного часа для аккумуляторов СК, для аккумуляторов СН - двух часов.
Заряд плавно убывающей силой тока аккумуляторов СК и СН проводят при начальном токе, не превышающем 0,25·C10 и конечном токе, не превышающем 0,12·C10. Признаки окончания заряда такие же, как для заряда при постоянной силе тока.
Заряд при постоянном напряжении необходимо производить в одну или две ступени.
Заряд в одну ступень производится при напряжении 2,15-2,35 В на аккумулятор. При этом начальный ток может значительно превышать значение 0,25·C10, но затем он автоматически снижается ниже значения 0,005 C10.
Заряд в две ступени производится на первой ступени током, не превышающим-0,25·C10 до напряжения 2,15-2,35 В на аккумулятор, а затем при постоянном напряжении от 2,15 до 2,35 В на аккумулятор.
Заряд аккумуляторной батареи с элементным коммутатором необходимо производить в соответствии с местной инструкцией.
При заряде при постоянной силе тока или плавно убывающей силой тока напряжение в конце заряда может достигать 2,6-2,7 В на аккумулятор и заряд сопровождается сильным «кипением» аккумуляторов, что вызывает более усиленный износ электродов.
На всех зарядах аккумуляторам должно быть сообщено не менее 115% емкости от снятой на предыдущем разряде.
Во время заряда необходимо проводить измерения напряжения, температуры и плотности электролита аккумуляторов.
Перед включением, через 10 мин после включения и по окончании заряда перед отключением зарядного агрегата необходимо измерить и записать параметры каждого аккумулятора, а в процессе заряда - контрольных аккумуляторов.
Записывается также ток заряда, сообщаемая емкость нарастающим итогом и дата заряда.
Температура электролита при заряде аккумуляторов СК не должна превышать 40°С. При температуре 40°С Зарядный ток должен быть снижен до значения, обеспечивавшего указанную температуру.
Температура электролита при заряде аккумуляторов СН не должна превышать 35°С. При температуре выше 35°С заряд проводятся током, не превышающим 0,05·C10, а при температуре выше 45°С - током 0,025·C10.
При зарядах аккумуляторов СН постоянной или плавно убывающей силой тока необходимо снять вентиляционные фильтр-пробки.
Уравнительный заряд
Одинаковый ток подзаряда даже при оптимальном напряжении подзаряда батареи из-за различий в саморазряде отдельных аккумуляторов может быть недостаточным для поддержания всех аккумуляторов в полностью заряженном состоянии.
Для приведения всех аккумуляторов СК в полностью заряженное состояние и для предотвращения сульфатации электродов должны проводиться уравнительные заряды напряжением 2,3-2,35 В на аккумулятор до достижения установившегося значения плотности электролита во всех аккумуляторах 1,2-1,21 г/см3 при температуре 20°С.
Частота проведения уравнительных зарядов аккумуляторов и их продолжительность зависят от состояния батареи и должны быть не реже одного раза в году; продолжительностью не менее 6 ч. '
На тех аккумуляторной батареи, где по условиям работы электроустановки напряжение подзаряда может поддерживаться лишь на уровне 2,15 В на аккумулятор уравнительные заряды необходимо проводить ежеквартально.
При снижении уровня электролита до 20 мм над предохранительным щитом аккумуляторов СН следует произвести доливку воды и уравнительный заряд для полного перемешивания электролита и приведения всех аккумуляторов в полностью заряженное состояние.
Уравнительные заряды проводится при напряжении 2,25-2,4 В на аккумулятор до достижения установившегося значения плотности электролита во всех аккумуляторах 1,240±0,005 г/см3 при температуре 20°С и уровне 35-40 мм над предохранительным щитком.
Продолжительность уравнительного заряда ориентировочно составляет:
1. при напряжении 2,25 В - 30 сут.;
2. при 2,4 В - 5 сут.
Если в аккумуляторной батареи имеются единичные аккумуляторы с пониженный напряжением и сниженной плотностью электролита (отстающие аккумуляторы), то для них может проводиться дополнительный уравнительный заряд от отдельного выпрямительного устройства.
Разряд батарей
Аккумуляторные батареи, работающие в режиме постоянногоподзаряда, в нормальных условиях практически не разряжаются. Они разряжаются только в случаях неисправности или отключения подзарядного устройства, в аварийных условиях илл при проведении контрольных разрядов.
Отдельные аккумуляторы или группы аккумуляторов подвергаются разряду при проведении ремонтных работ или при устранении неисправностей в них.
Для аккумуляторных батарей на электростанциях и подстанциях расчетная длительность аварийного разряда устанавливается равной 1,0 или 0,52. Чтобы обеспечить указанную длительность разрядный ток не должен превышать значении 18,5×№А и 25×№А соответственно.
При разряде батареи токами меньшими разрядами в течение 10 ч разряда не допускается определять окончание разряда только по напряжению. Конец разряда определяется из следующих условий
- снижение плотности электролита до значения 1,15 г/см3;
- снижение напряжения до значения не менее 1,8 В;
- снятие емкости после 10-часового режима.
Контрольный разряд
Контрольные разряды необходимо выполнять для определения фактической емкости аккумуляторной батареи л производить десяти- или трехчасовым режимом разряда.
На тепловых электростанциях контрольный разряд батарей должен выполняться один раз в один - два года. На гидростанциях и подстанциях разряды должны выполняться по мере необходимости. В тех случаях, когда число аккумуляторов недостаточно, чтобы обеспечить напряжение на шинах в конце разряда в заданных пределах, допускается осуществлять разряд части основных аккумуляторов.
Перед контрольным разрядом необходимо провести уравнительный заряд батареи.
Результаты измерений необходимо сравнить с результатами измерений предыдущих разрядов. Для более правильной оценки состояния батареи необходимо, чтобы все контрольные разряды данной батареи проводились в одном и том же режиме и заносились в журнал аккумуляторной батареи.
Перед началом разряда необходимо фиксировать дату разряда, напряжение, плотность каждого электролита итемпературу в контрольных аккумуляторах.
При разряде на контрольных и отстающих аккумуляторах следует произвести измерения напряжения, температуры и плотности электролита.
В течение последнего часа разряда напряжение аккумуляторов требуется измерять через 15 мин.
Контрольный разряд необходимо производить до напряжения 1,8 В хотя бы на одном аккумуляторе.
Если средняя температура электролита во время разряда будет отличаться от 20°С, то полученная фактическая емкость должна быть приведена к емкости при 20°С по формуле:

где C20 - емкость, приведенная к температуре 20°С, А-ч;
Сф - емкость, фактически полученная при разряде, А-ч;
α - температурный коэффициент (см. таблицу 9.1);
t - средняя температура электролита при разряде, °С.
Таблица 9.1.
| Продолжительность разряда, ч
| Температурный коэффициент при температурах
|
| От 5 до 20°С
| От 20 до 45°С
|
|
| 0,0060
| 0,0026
|
|
| 0,0104
| 0,0050
|
|
| 0,0125
| 0,0078
|
| 0,5
| 0,182
| 0,0095
|
| 0,25
| 0,0228
| 0,0166
|
Доливка аккумуляторов
Электроды в аккумуляторах должны быть всегда полностью погружены в электролит.
Уровень электролита в аккумуляторах СК необходимо поддерживать на 1,0–1,5 см выше верхнего края электродов. При понижении уровня электролита требуется производить доливку аккумуляторов дистиллированной водой, проверенной на отсутствие содержания хлора и железа. Допускается использование парового конденсата. Вода может подаваться в придонную часть бака через трубку или в верхнюю его часть. В последнем случае рекомендуется провести подзаряд батареи с «кипением» для выравнивания плотности электролита по высоте бака.
Доливки электролитом плотностью 1,18 г/см3 аккумуляторов с плотностью электролита ниже 1,20 г/см3 можно производить только при выявлении причин понижения плотности.
Уровень электролита в аккумуляторах СП должен быть в пределах от 20 до 40 мм над предохранительным щитком. Если доливка производится при снижении уровня до минимального, то необходимо провести уравнительный заряд.
Профилактический контроль
Профилактический контроль проводят в целях проверки состояния и работоспособности аккумуляторной батареи.
Проверка работоспособности аккумуляторной батареи на ПС предусматривается вместо проверки емкости. Допускается производить ее при включении ближайшего к AБ выключателя с наиболее мощным электромагнитом включения.
При контрольном разряде пробы электролита необходимо отбирать в конце разряда, так как во время разряда ряд вредных примесей переходит в электролит.
Внеплановый анализ электролита из контрольных аккумуляторов следует проводить при обнаружении массовых дефектов в работе батареи:
1. короблении и чрезмерном росте положительных 'электродов, если не обнаружены нарушения режима работы батареи;
2. выпадении светло-серого шлама;
3. пониженной емкости без видимых причин.
При внеплановом анализе, кроме железа и хлора, определяются следующие примеси при наличии соответствующих показаний:
1. марганца (электролит приобретает малиновый оттенок);
2. меди (повышенный саморазряд, при отсутствии повышенного содержания железа);
3. окислов азота (разрушение положительных электродов при отсутствии в электролите хлора).
Пробу нужно отбирать резиновой грушей со стеклянной трубкой, доходящей до нижней трети аккумуляторного бака. Пробу заливают в банку с притертой пробкой. Банку следует предварительно помыть горячей водой и ополоснуть дистиллированной водой. На банку наклеить этикетку с названием батареи, номером аккумулятора и датой отбора пробы.
Предельное содержание примесей в электролите работающих аккумуляторов ориентировочно может быть принято в два раза больше, чем в свежеприготовленном электролите из аккумуляторной кислоты 1 сорта.
Сопротивление заряженной аккумуляторной батареи измеряют с помощью устройства контроля изоляции на шинах щита постоянного тока или вольтметром с внутренним сопротивлением не менее 50 кОм.
Расчет сопротивления изоляции (Rиз) в килоомах при измерении вольтметром производится по формуле:
 ,
,
где Rи з - сопротивление вольтметра, кОм;
U - напряжение аккумуляторной батареи, В;
U+,U_ - напряжение плюса и минуса относительно «земли», В.
По результатам этих же измерений могут быть определены сопротивления изоляции полюсов (Rи з+и Rи з-) в килоомах.

Ремонт аккумуляторных батарей
Аккумуляторные батареи с пониженной емкостью, низким напряжением или другими неисправностями, которые не могут быть устранены при техническом обслуживании, направляются в ремонт.
Характеристика неисправностей. Некоторые неисправности можно устранить без разборки батарей. К ним относятся: трещины в мастике, отсутствие контакта между МЭС и борном, изношенные выводные клеммы, пониженная емкость аккумуляторов, сульфатация электродов и иногда повышенный саморазряд. Ремонт с разборкой батарей требуется в случаях, когда они выходят из строя вследствие коррозии токоотводов, оплывания активной массы, коротких замыканий, обрывов цепи внутри аккумуляторов, трещин крышек и моноблоков.
Батарею, подлежащую ремонту, очищают от пыли и грязи, подвергают наружному осмотру и проверке ее технического состояния для определения объема и характера ремонта. Батареи хорошо очищаются теплым или горячим 10 %-ным раствором кальцинированной соды. Наружную мойку можно производить с помощью волосяной щетки водой, подогретой до температуры 80—90 °С. После мойки наружную поверхность батареи насухо протирают ветошью.
Для определения объема и характера ремонтных работ важное значение имеет применение единой терминологии при описании различных дефектов. Ниже приводятся сведения о признаках неисправностей и терминах, которые рекомендуется применять. Дефекты и неисправности можно классифицировать на следующие группы: неисправности моноблоков; неисправности электродов; неисправности сепараторов.
Неисправности выводов: износ вывода, т. е. уменьшен диаметр вследствие оплавления или коррозии; обрыв – нет электрического контакта между выводами и блоками электродов, в том числе и у МЭС; расшатывание выводов.
Неисправности крышек и пробок: сквозные трещины и трещины у выводов (кольцевые и радиальные); разрушение резьбы заливаемой горловины; деформация, срыв резьбы пробки; повреждение вентиляционных штуцеров.
Неисправности моноблока: сколы на кромках моноблока; сквозные трещины стенок моноблока; растрескивание, вспучивание или затекание мастики.
Неисправности электродов: оплывание активной массы; сульфатация (при проведении по поверхности электрода металлическим предметом не видно металлического блеска); спекание массы отрицательных электродов; коррозия токоотводов; коробление электродов.
Неисправности сепараторов: «прорастание»; сквозные отверстия; трещины; обломы.
Внутреннее замыкание — напряжение или ЭДС одного или нескольких аккумуляторов равны нулю; обрыв внутренней цепи — ЭДС батареи равна нулю; пониженная емкость батареи, т.е. емкость при 20-часовом режиме разряда менее 40 % номинальной; повышенный саморазряд — разряд батареи за 14 сут превышает 10 % при температуре окружающего воздуха 20±5°С.
Осмотр и дефектовка аккумуляторной батареи. Принятая в ремонт аккумуляторная батарея подвергается внешнему осмотру и проверочным испытаниям, в результате которых определяют необходимость разборки батареи, объем и вид ремонта. Проверяется состояние моноблока, крышек, заливочной мастики, прочность крепления МЭС и выводных клемм с борнами и свинцовыми втулками.
Состояние аккумуляторной батареи проверяется вольтметром класса точности не менее 0,5 со шкалой на 3 В с ценой деления 0,02 В; для батарей со скрытыми МЭС — вольтметром со шкалой на 30 В с ценой деления 0,2 В. ЭДС аккумуляторной батареи должна быть не менее 12 В.
Проверка состояния батарей может также осуществляться нагрузочной вилкой — измерением напряжения, каждого аккумулятора батареи под нагрузкой. Если стрелка вольтметра при замере не отклоняется, то можно предполагать короткое замыкание внутри аккумулятора, вследствие чего он полностью разрядился, или ненадежный контакт между борном, мостиком и выводной клеммой. Аккумуляторную батарею с указанными неисправностями следует подвергнуть разборке.
Места контактов наконечников вилки с выводными клеммами аккумуляторной батареи должны быть очищены от оксидов. Нагрузочную вилку необходимо подключить к аккумулятору на 5 с. Если напряжение аккумулятора батареи в процессе проверки падает, то проверяемый аккумулятор разряжен. Низкие значения напряжений всех аккумуляторов батареи после заряда свидетельствуют о ее неработоспособности вследствие износа в эксплуатации.
Пробки, имеющие трещины, сколы и сорванную резьбу, направляют в утиль. Проверяется наличие и уровень электролита в аккумуляторах батареи, сдаваемой в ремонт. Уровень электролита должен быть выше верхних кромок сепараторов или предохранительных щитков. Отсутствие электролита дает основание предполагать наличие сквозных трещин в моноблоке и наличие сульфатации электродов.
По внешним признакам, показаниям нагрузочной вилки и сведениям, полученным после заряда, определяют вид и объем ремонта аккумуляторной батареи. Если батарея требует только припайки МЭС и заливки мастикой, то она подлежит текущему ремонту и направляется в сборочное отделение. Если аккумуляторная батарея не может быть восстановлена текущим ремонтом, то она должна быть направлена на разборку для уточнения объема ремонтных работ.
Разборка аккумуляторной батареи. Разборку аккумуляторных батарей следует производить после удаления из них электролита, для чего батарею устанавливают в ванну в опрокинутом положении на 3—5 мин. Начинают разборку с удаления МЭС и выводных клемм (рис. 7.26). Для этого необходимо кернить центры на выводах и МЭС аккумуляторной батареи. Перемычки и выводы высверливают специальным или обычным сверлом на всю толщину до полного отделения от свинцовой втулки и борна. При неисправных крышках моноблока допускается удаление МЭС и выводов свинцерезом, ножовкой и т. п. Для сохранения длины борна перемычку и выводные клеммы сверлят трубчатым сверлом. После выполнения этих операций надо заложить рабочий конец отвертки или другого предмета под перемычки и пользоваться ими как рычагом. Запрещается ударять по этим предметам, так как это может вызвать поломку крышек и моноблока. Снятые годные перемычки после промывки направляются в ремонтно-сборочное отделение для повторного использования, а негодные и стружка собираются в ящик для свинца и направляются в литейное отделение на переплавку.
Затем следует разогреть мастику на поверхности аккумуляторной батареи до температуры 80—100 °С. Для разогрева мастики батарею помещают в отражательную печь или удаляют мастику электростамеской, которую предварительно включают в электрическую сеть для нагрева до 180—200 °С. Снятую мастику можно использовать повторно после нейтрализации в 2—3 %-ном растворе щелочи или соды и промывки в чистой воде.

Рис. 7.26. Высверливание МЭС аккумуляторных батарей
Крышки с моноблока аккумуляторной батареи снимают специальным съемником, плавно нажимая на его рукоятку (рис. 7.27). При отсутствии съемника, крышку аккумуляторного элемента можно снять, используя в качестве рычага, например, напильник согнутый под углом 90° со стороны рукоятки. Во избежание поломки крышки не следует прикладывать к ней усилие свыше 5 кг. Если требуется приложить усилие свыше 5 кг, следует дополнительно разогреть мастику.
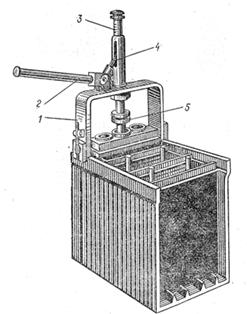
Рис. 7.27. Снятие крышки моноблока съемником
1 — скоба; 2 — рукоятка; 3 — рейка; 4 - защелка; 5 — запорное кольцо
После снятия крышек при помощи экстрактора или другого приспособления поочередно извлекают блоки электродов из моноблока (рис. 7.28) и устанавливают их на него наклонно на 2—3 мин, чтобы стекли остатки электролита. После разъединения блоки электродов дефектуют и уточняют вид и объем их ремонта.
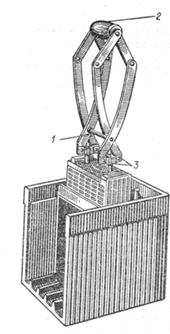
7.28. Извлечение блока электродов из моноблока
1 – соединительный стержень; 2 – рукоятка; 3 – шарнирный захват
При выпадении активной массы, поломке токоотводов, сплошной сульфатации поверхности электродов блоки электродов выбраковывают. В блоках электродов, не имеющих дефектов, следует сменить сепараторы, удалить с кромок свинцовые мостики, а также шлам со дна моноблока и направить на сборку. Для удаления микропористых сепараторов следует осторожно развести электроды в стороны, так чтобы не допустить выпадения активной массы из ячеек под ушками электродов и не вызвать поломку токоотводов. Предохранительные хлорвиниловые щитки и сепараторы без изломов, трещин и сквозных отверстий можно вновь использовать (предварительно они должны быть промыты и обработаны 0,5 % -ным раствором сульфанола).
Моноблоки, крышки и пробки должны направляться на мойку и дефектовку.
Разборку и предварительную дефектовку электродов выполняют в спецодежде (брезентовые брюки, куртка, рези новые сапоги, перчатки и защитные светлые очки).
Дефектовка и ремонт электродов. Окончательнуюдефектовку электродов выполняют при наружном осмотре. Электроды выбраковываются приследующих условиях: разрыв одной из рамок; трещины на рамке, токоотводе или излом рамки; коробление, если стрела прогиба более 3 мм; сквозные трещины на семи ячейках и более в разных местах или на трех ячейках рядом; сквозное выкрашивание активной массы из трех ячеек и более рядом или из двух рядом под ушком;сульфатация поверхности электродов более 20%.
Ремонт отрицательных электродов. Электроды ремонтируют при сульфатации поверхности до 20 %; поверхностном налете желтого, зеленого и белого цветов; отломе ушка; короблении, если стрела прогиба менее 3 мм. Полублоки, годные к сборке и требующие ремонта, а также полублоки, имеющие хотя бы один исправный электрод, направляют на мойку.
Годные полублоки и полублоки, подлежащие ремонту, промывают в дистиллированной воде в течение 25— 30 мин. Если электроды будут долго храниться до сборки, время на промывку рекомендуется увеличить вдвое. Для промывки полублоки устанавливают вертикально на решетку в ванну на расстоянии не менее 10 мм один от другого по направлению движения потока воды. Отрицательные электроды с поверхностным налетом желтого, зеленого и белого цвета во время мойки очищают жесткой волосяной щеткой. Промытый полублок отрицательных электродов, имеющих хотя бы один годный электрод, разбирают, выпиливая годные электроды из мостика баретки ножовочным полотном для металла или любым другим способом так, чтобы сохранить длину ушков электродов.
Во время эксплуатации аккумуляторной батареи активная масса отрицательных электродов разбухает, и на их поверхности появляются пузыри (рис. 12.4). Если такой электрод поставить в аккумулятор, он быстро выйдет из строя. Поэтому перед установкой отрицательные электроды необходимо спрессовать, для чего каждый электрод обкладывают с двух сторон газетной бумагой и укладывают стопкой по 5—10 шт, прокладывая между электродами металлические прокладки толщиной не менее 7 мм. Бумага во время прессования предотвращает попадание оксидов железа в активную массу электродов и, кроме того, хорошо поглощает влагу. Подготовленную таким образом стопку электродов спрессовывают в течение 30 с любым устройством, обеспечивающим усилие около 5 т. От усилия прессовки зависит срок службы электродов и их емкость.

Рис. 7.29. Отрицательный электрод после разборки аккумулятора
Отрицательные электроды допускается спрессовывать только один раз, так как при повторном прессовании количество активной массы уменьшается и электрод не будет иметь необходимой емкости. Спрессованные электроды повторно промывают в дистиллированной воде, используя волосяную щетку для смывки выкрашивающихся из токоотводов частиц активной массы. Невыполнение этой операции приводит к тому, что в собранной после ремонта батарее эти частицы скапливаются на дне ячеек моноблока в виде шлама.
Промытые отрицательные электроды вновь осматривают и дефектуют, а затем сушат. Во время сушки активная масса отрицательных электродов, состоящая из губчатого свинца, интенсивно окисляется кислородом воздуха и электроды нагреваются. Для предотвращения растрескивания активной массы сильно нагретые электроды, над которыми выделяется пар, помещают на 1— 2 мин в холодную дистиллированную воду. После охлаждения их вновь просушивают. В исключительных случаях отрицательные электроды допускается собирать в полублоки сразу же после промывки, без сушки.
Электроды, имеющие укороченные ушки, после сушки направляют на операцию напайки ушек. При этом электрод нужно уложить в шаблон, предварительно зачистив металлической щеткой кромки навариваемого ушка, пламя горелки подвести к ушку электрода и нагреть его кромки до плавления (рис. 7.30). Не отводя пламя от кромки ушка, быстро направляют в него свинцовый пруток, который, плавясь, заполняет шаблон и ушко до номинальных размеров. Затем электрод вынимают из шаблона и опиливают ушко до толщины, равной толщине электрода.

Рис. 7.30. Напайка ушка электрода
Ремонт положительных электродов. Электроды ремонтируют при сульфатации поверхности менее 20 %; разбухании активной массы на глубину менее 0,5 мм и менее 20 % поверхности электродов; шелушении и пузырении активной массы на глубину менее 0,5 мм и менее 20 % поверхности электродов; отломе ушка электрода; короблении электрода, если стрелка прогиба менее 3 мм. Полублоки, годные к сборке и требующие ремонта, а также полублоки, имеющие хотя бы один исправный электрод, направляют на мойку.
Годные полублоки и полублоки, подлежащие ремонту, устанавливают в ванну вертикально на решетку на расстоянии 10 мм друг от друга и промывают в течение 25–30 мин потоком циркулирующей дистиллированной воды. Полублоки электродов с разбухшей активной массой, с шелушением и пузырением этой массы предварительно разбирают и тщательно очищают в воде, применяя волосяную щетку. Полублоки с частично сульфатиованными электродами после мойки направляются непосредственно на сборку. Допускается отправлять на сборку годные электроды сразу после мойки без сушки, если они будут использованы на сборке не позднее следующих суток.
Разборке подвергают полублоки, электроды которых требуют ремонта. Бракованные электроды отделяют от мостика баретки при помощи ножовочного полотна по металлу или любым другим способом. Покоробленные электроды направляют на правку. Электроды правят только во влажном и заряженном состоянии непосредственно после мойки. Затем эти электроды спрессовывают таким же образом, как указано при описании ремонта отрицательных электродов. Усилие прессования увеличивают со скоростью не более 0,5 т/мин. После опрессования стопку электродов снимают с пресса, удаляют прокладки, проверяют исправность электродов и направляют на мойку. После сушки полублоки и отдельные электроды направляют на сборку. Электроды с отломанными и укороченными ушками направляют в напайку.
Дефектовка и ремонт моноблоков, крышек и пробок. Изучение состояния аккумуляторных батарей в эксплуатации показало, что повторное использование моноблоков (за исключением моноблоков, изготовленных из полиэтиленовой композиции) не рекомендуется. Использование исправных моноблоков, вышедших из строя по естественному износу, возможно, но при этом нельзя гарантировать длительный срок их службы. Не рекомендуется также производить их ремонт, так как надежность таких моноблоков гарантировать нельзя. Однако в практике иногда возникает необходимость в ремонте моноблоков. Моноблоки, крышки и пробки должны тщательно промываться струей чистой воды с применением волосяной щетки. Шлам, собранный в ванне, подлежит сдаче на базы Вторцветмета. На моноблоке допускаются сколы на углах глубиной до 2 мм, общей площадью 1 см2; сколы на ребрах отделки глубиной до 2 мм, общей площадью 5 см2. Крышки моноблока не должны иметь трещин, сколов, пробоин, срывов или износов резьбы в отверстии.
Пробки аккумуляторных батарей не должны иметь трещин, сколов, срывов или износов резьбы. Вентиляционные отверстия в пробках должны быть прочищены. Наличие старой мастики на поверхности моноблока и крышек не допускается. Моноблоки, крышки и пробки должны высушиваться. Сушка моноблока, крышек и пробок производится на стеллажах при температуре 15—20°С в течение 3—4 ч. Для ускорения процесса допускается производить их сушку в шкафах при температуре не выше 60°С.
Сквозные трещины моноблоков заделываются. Для этого просверливаются отверстия диаметром 3 мм на концах трещины, и она разделывается под углом 90—120° на глубину 4 мм (рис. 7.31). Разделка трещин в асфальтопековых моноблоках производится только с наружной стороны, а в эбонитовых — с двух сторон. Разделанная трещина зачищается наждачной бумагой и обезжиривается ацетоном.Места зачистки должны иметь шероховатую поверхность шириной не менее 10 мм с каждой стороны разделанной трещины. После обезжиривания производят сушку в течение 5—6 мин при температуре 15—20°С.

Рис. 7.31. Разделка трещин в эбонитовом моноблоке
Клей для заделки трещин может быть изготовлен по следующим трем рецептам.
На основе эпоксидной смолы ЭД-6. Отмеряют необходимое количество эпоксидной смолы ЭД-6, дибутилфталата (пластификатор) и тщательно перемешивают их между собой. На каждые 100 г эпоксидной смолы необходимо добавить 10—15 г дибутилфталата. Затем в эту смесь добавляют 50 г асфальтопековой муки (наполнитель), которую получают из материала выбракованного моноблока. Смесь тщательно перемешивают. В готовую смесь добавляют 8—10 г поли-этиленполиамина (отвердитель) и тщательно перемешивают. Приготовленный клей хранению не подлежит.
На основе стиракрила. Отмеряют необходимое количество стиракрила ТШ и растворителя и тщательно перемешивают. На каждые 100 г стиракрила необходимо добавить 75 г растворителя. Приготовленный клей хранению не подлежит.
На основе полистирола. В 1 л этилацетата или растворителя КР-36 растворяют 300 г полистирола. В плотно закрытой посуде клей можно хранить длительное время.
При заделке трещин клей наносят на всю разделанную поверхность и просушивают моноблок до затвердевания клея. Трещину, разделанную с двух сторон, заклеивают также с обеих сторон. Температура сушки допускается в пределах от 15 до 60 °С. Место склейки зачищают. Швы с внутренней стороны моноблока должны быть зачищены заподлицо. Моноблок следует проверять на электропроницаемость.
Приготовление сплава, отливка свинцовых деталей и паяльных прутков.
В аккумуляторной мастерской в литейном отделении производят отливку МЭС, борнов и свинцовых прутков, используемых в качестве припоя при сборке батарей.
Эти детали отливают из свинцово-сурьмянистых сплавов. Для приготовления сплава применяют свинец марок С1, С2 и СЗ и сурьму марок СуО, Су1 и Су2 или сплав свинцово-сурьмянистый марки ССуА.
Свинцово-сурьмянистый сплав приготовляют в специальных стальных котлах. Вначале в котел загружают свинец и нагревают его до температуры 400°С. Спустя 15 мин после расплавления снимают слой оксидов, температуру доводят до 450—500 °С и в котел загружают сурьму, измельченную на кусочки (25—30 мм), из расчета 3—4 % от общего количества свинца. При использовании готового сплава, в котором уже содержится сурьма, его нагревают до 400—450 °С и приступают к отливке деталей или прутков. Для уменьшения окисления сплава и выгорания сурьмы поверхность сплава в котле покрывается слоем древесного угля.
Перед отливкой деталей поверхности литейных форм подготавливают путем покрытия их теплоизоляционной суспензией. При отливке деталей формы нагревают до 120—160 °С. Нагрев может быть осуществлен самим сплавом, который предварительно заливают в форму и оставляют там на несколько минут. Для отливки деталей сплав зачерпывают из котла ручным черпаком и заливают форму до полного заполнения литниковой системы. Убедившись, что сплав в форме полностью затвердел, форму открывают и из нее вынимают деталь. При зачерпывании сплава необходимо следить за тем, чтобы,в ковш не попали частицы угля или шлака, так как это может привести к дефектам литья. Заливку сплава в форму следует производить быстро, непрерывной струей, до полногр заполнения формы (рис.7.32). Перерывы в заливке детали ведут к образованию спаев и браку отливаемой детали.
Не допускаются такие дефекты отлитых свинцовых деталей, как трещины, недолив, слоистость, усадка, раковины и заусеницы. Отлитые детали должны иметь ровную чистую поверхность, без наплывов, раковин и посторонних включений. Геометрические размеры отлитых деталей должны соответствовать размерам рабочих чертежей или эталонов. Годные детали укладывают в ящик и направляют на сборку, а негодные возвращают на переплавку в котел.

Рис. 7.32. Отливка свинцовых деталей: а - отливка борнов; б – отливка МЭС; в -отливка прутков





