Углеродистые стали. Классификация и маркировка углеродистых сталей. Инструментальные и конструкционные углеродистые стали
Классификация углеродистых сталей
Углеродистые стали классифицируют:
- по структуре
- по способу получения
- по степени раскисления
- по качеству
- по назначению
По структуре углеродистые стали подразделяют на:
- доэвтектоидные (содержат менее 0,8% С)
- эвтектоидные (0,8% С)
- заэвтектоидные (С более 0,8%)
По способу получения углеродистые стали разделяют на:
- кислородно-конвертерные
- мартеновские
- электростали
По степени раскисления углеродистые стали бывают:
- спокойные
- полуспокойные
- кипящие
По качеству (качество определяется содержанием вредных примесей в стали) углеродистые стали разделяют на:
- стали обыкновенного качества
- качественные стали
По назначению углеродистые стали разделяют на:
- конструкционные
- инструментальные
Маркировка углеродистых сталей
Маркировка углеродистых сталей зависит от их качества и назначения.
Стали обыкновенного качества имеют 3 группы поставки: А, Б, В.
Стали группы А поставляются с гарантированными механическими свойствами, химический состав не регламентируют.
Стали группы Б поставляются с гарантированным механическим составом, механические свойства не гарантируются.
Стали группы В поставляются с гарантированными химическим составом и механическими свойствами.
Все эти стали обыкновенного качества (ГОСТ 380-71) маркируются буквами Ст, после которых ставится цифра от 0 до 6.
Впереди марки – буква, указывающая группу поставки (для стали группы А – не ставится). В конце марки указывается степень раскисления: пс, кп (для спокойных – не указывают).
Ст3кп – углеродистая сталь обыкновенного качества, группы поставки А, с номером 3, кипящая.
ВСт4пс – углеродистая сталь обыкновенного качества, группы поставки В, с номером 4, полуспокойная.
Для сталей группы поставки А номер характеризует механические свойства (выше номер – выше прочность). У сталей группы Б с возрастанием номера возрастает содержание углерода. У сталей группы В механические свойства такие же как у стали группы А, а химический состав как у стали группы Б аналогичного номера.
О механических свойствах и химическом составе информацию получают в сопроводительных документах.
Качественные конструкционные углеродистые стали (ГОСТ 1050-74) маркируют цифрами 08, 10, 15, 20, 25… до 85. Цифры означают среднее содержание углерода в сотых долях процента.
Если сталь содержит повышенное количество марганца (0,8-1,2%), то после цифр ставится буква Г. В конце марки указывают степень раскисления (кп или пс).
Сталь 40 – качественная конструкционная углеродистая сталь с содержанием углерода 0,4 %, спокойная.
Сталь 65Гпс – качественная конструкционная углеродистая сталь с содержанием углерода 0,65%, более 0,8% марганца, полуспокойная.
Инструментальные углеродистые стали (гост 1435-74) тоже качественные. Они маркируются большой буквой У и цифрами, которые означают содержание углерода в десятых долях процента. Эти стали всегда качественные. Однако, если сталь имеет повышенное качество, то в конце марки ставится буква А.
Обычно в качестве инструментальной стали используют стали с повышенным содержанием углерода (0,75-1,3%). Они отличаются высокой твердостью и прочностью. Из них изготавливают сверла, метчики, развертки, а также пуансоны и матрицы штампов для холодной штамповки. Недостатком углеродистых инструментальных сталей является их низкая теплостойкость – при нагреве выше 200?С их твердость снижается, поэтому в этих случаях целесообразно применять легированные инструментальные стали.
У8 – инструментальная углеродистая со средним содержанием углерода 0,8% (имеет точно такой же химический состав, что и Сталь 80, но отличается структурой и свойствами).
У12А – углеродистая инструментальная сталь, 1,2% углерода, повышенного качества.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью.
Улучшаемые стали
· Химия
Улучшаемыми сталями называют среднеуглеродистые конструкционные стали (0,3–05 % С), подвергаемые закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Углеродистые улучшаемые стали (стали 35, 40, 45 и 50) обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для мелких деталей после термической обработки получают sв=600¸700 МПа и КСU=0,4–0,5 МДж/м2. Если от деталей требуется более высокая поверхностная твердость (шпиндели, валы, оси и т.д.), то после закалки их подвергают отпуску на твердость НRС 40–50. Для получения высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.).
Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. Отсюда их основное преимущество перед углеродистыми конструкционными сталями–лучший комплекс механических свойств: выше прочность при сохранении достаточной вязкости и пластичности, ниже порог хладноломкости.
Большинство легированных конструкционных сталей относится к перлитному классу.
При создании легированных сталей всегда учитывают стоимость легирующего элемента и его дефицитность.
Основным легирующим элементом в конструкционных сталях является хром, содержание которого обычно составляет 0,8–1,1 %; марганца в сталях до 1,5 %; кремния 0,9–1,2 %; молибдена 0,15–0,45 %; никеля 1–4,5 %. Общая сумма легирующих элементов не превышает 3–5 %.
Все перечисленные элементы, кроме никеля, увеличивая прочность стали, понижают ее пластичность и вязкость. Никель является исключением–он оказывает особенно положительное влияние на свойства стали, увеличивая ее прочность, не понижая пластичность и вязкость. Кроме того, никель понижает порог хладноломкости. Поэтому стали, содержащие никель, особенно ценны как конструкционный материал.
Кроме названных элементов, в конструкционные стали для деталей машин вводят около 0,1 % V, Тi, Nb, Zr для измельчения зерна. Введение 0,002–0,003 % В увеличивает прокаливаемость.
Улучшаемые стали можно условно разделить на несколько групп. Широко применяют стали, легированные хромом, особенно стали марок 40Х, 45Х. Для увеличения прокаливаемости в них иногда добавляют бор (сталь 40ХР). Увеличение прокаливаемости (в сечении до 40 мм) достигается и добавлением в хромистые стали около 1 % Мn: 30ХГ, 40ХГ, 40ХГР и др. Для уменьшения склонности хромистых сталей к отпускной хрупкости II рода вводят 0,15–0,25 % Мо.
Хромомарганцевые стали 20ХГС, 25ХГС, 30ХГС, называемые хромансиль, легированы хромом, кремнием и марганцем, т.е. не содержат дефицитных легирующих элементов. Эти стали обладают хорошей свариваемостью и прочностью, например, сталь 30ХГС после термической обработки имеет sв=1650 МПа при КСU=0,4 МДж/м2. Недостаток этих сталей склонность к отпускной хрупкости II рода и к обезуглероживанию поверхности при нагреве.
Чем больше размер детали, сложнее ее конфигурация, выше напряжения, возникающие в ней в процессе работы, тем с большим количеством никеля применяют сталь для ее изготовления: 40ХНМ, 30ХН2МФ, 38ХНЗМФ и т.д.
Молибден и волъфрам вводят в состав сталей также для уменьшении склонности к отпускной хрупкости. На рис.3 приведена диаграмма, позволяющая выбрать нужную марку стали, в зависимости от заданных прочности и размеров сечения.
Рис. 3.Диаграмма для выбора марок конструкционной стали в зависимости от заданной прочности и размера сечения детали:
1 - 30ХН3М; 2 - 30ХН3; 3 - 34ХМА; 4 - 33ХСА;
5 - 30Н3; 6 - 35ХА; 7 - 35СГ; 8 - сталь 30
Рессорно-пружинные стали
Пружины работают в области упругих деформаций, когда между действующим напряжением и деформацией наблюдается пропорциональность. При длительной работе пропорциональность нарушается из-за перехода части энергии упругой деформации в энергию пластической деформации. Напряжения при этом снижаются.
Самопроизвольное снижение напряжений при постоянной суммарной деформации называется релаксацией напряжений. Релаксация приводит к снижению упругости и надежности работы пружин.
Пружины изготавливаются из углеродистых (65, 70) и легированных (60С2, 50ХГС, 60С2ХФА, 55ХГР) конструкционных сталей.
Для упрочнения пружинных углеродистых сталей применяют холодную пластическую деформацию посредством дробеструйной и гидроабразивной обработок, в процессе которых в поверхностном слое деталей наводятся остаточные напряжения сжатия.
Повышенные значения предела упругости получают после закалки со средним отпуском при температуре 400…480 oС.
Для сталей, используемых для пружин, необходимо обеспечить сквозную прокаливаемость, чтобы получить структуру троостита по всему сечению.
Упругие и прочностные свойства пружинных сталей достигаются при изотермической закалке.
Пружинные стали легируют элементами, которые повышают предел упругости – кремнием, марганцем, хромом, вольфрамом, ванадием, бором.
В целях повышения усталостной прочности не допускается обезуглероживание при нагреве под закалку и требуется высокое качество поверхности.
Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенито-мартенситных (09Х15Н8Ю), быстрорежущих (Р18) и других сталей и сплавов.
Шарикоподшипниковые стали
Территория рекламы
Шарикоподшипниковые стали по своему назначению являются конструкционными, но по составу, свойствам и структуре аналогичны инструментальным сталям. Это объясняется требованиями предъявляемым конструкторами к этим деталям:
1.Высокая статическая грузоподъемность.
2.Высокое сопротивление контактной усталости.
3.Высокая износостойкость.
4.Размерная стабильность.
Такие требования обеспечиваются химическим составом и термообработкой.
Основными легирующими элементами этих сталей являются углерод в количестве 0,85 — 1,15% и Cr 0,6 – 2,5%.
Хром обеспечивает высокую прокаливаемость а карбиды Cr23C6 высокую твердость и износостойкость. Марганец и кремний до 1% каждого 117348025400
дополнительно повышают прокаливаемость стали, которая применяется для крупногабаритных подшипников. Эта сталь должна быть высокой степени чистоты, с низким содержанием неметаллических включений.
Для обеспечения необходимой структуры и свойств, сталь подвергают отжигу на сфероидезацию, затем делают закалку 850ºС (масло). После закалки для всех шарикоподшипниковых сталей проводят низкий отпуск - 170-220ºС. В результате в стали образуется мелко игольчатый отпущенный мартенсит, с равномерно распределёнными по всему объему карбидами.
Маркировка шарикоподшипниковой стали особая. Вначале ставятся буквы ШХ, а затем цифры, показывающие содержание хрома в десятых долях процента (ШХ6- Cr0,6%).
Основные марки ШХ9, ШХ12, ШХ15, ШХ15СГ, ШХ20, ШХ25.
Стали ШХ работают от -40 до +300ºС
Для рабочих температур до +600ºСиспользуют стали типа 8Х4В9Ф2Ш.
Для работы в агрессивных средах в качестве шарикоподшипниковых используют коррозионностойкую сталь 95Х18Ш.
Для изготовления крупногабаритных подшипников диаметром больше 500мм используют малоуглеродистые стали 20Х, 18ХГТ, 20ХН3А, 15ХГР. Первоначально полосу из этой стали сворачивают в кольцо, сваривают встык, механически обрабатывают до нужных размеров, а затем подвергают сквозной цементации для того чтобы количество углерода составило С ̃≥ 1,0%. После цементации применяют термообработку - нормализацию, закалку и низкий отпуск.
Нормализация проводится для устранения цементной сетки по границам зерен. Закалка для получения структуры мартенсита. Низкий отпуск для снятия внутренних напряжений.
Требования к сталям
Режущий инструмент работает в условиях длительного контакта и трения с обрабатываемым металлом. В процессе эксплуатации должны сохраняться неизменными конфигурации и свойства режущей кромки. Материал для изготовления режущего инструмента должен обладать высокой твердостью (ИКС ^ 60—62) и износостойкостью, т. е. способностью длительное время сохранять режущие свойства кромки в условиях трения.
Чем больше твердость обрабатываемых материалов, толще стружка и выше скорость резания, тем больше энергия, затрачиваемая на процесс обработки резанием. Механическая энергия переходит в тепловую. Выделяющееся тепло нагревает резец, деталь, стружку и частично рассеивается. Поэтому основным требованием, предъявляемым к инструментальным материалам, является высокая теплостойкость, т. е. способность сохранять твердость и режущие свойства при длительном нагреве в процессе работы. По теплостойкости различают три группы инструментальных сталей для режущего инструмента: нетеплостойкие, полутеплостойкие и теплостойкие.
При нагреве до 200—300 °С нетеплостойких сталей в процессе резания углерод выделяется из мартенсита закалки и начинается коагуляция карбидов цементитного типа. Это приводит к потере твердости и износостойкости режущего инструмента. К нетеплостойким относятся углеродистые и низколегированные стали. Полутеплостойкие стали, к которым относятся некоторые средне-легированные стали, например 9Х5ВФ, сохраняют твердость до температур 300—500 °С. Теплостойкие стали сохраняют твердость и износостойкость при нагреве до температур 600 °С.
Углеродистые и низколегированные стали имеют сравнительно низкую теплостойкость и невысокую прокаливаемость, поэтому их используют для более легких условий работы при малых скоростях резания. Быстрорежущие стали, имеющие более высокую теплостойкость и прокаливаемость, применяют для более тяжелых условий работы. Еще более высокие скорости резания допускают твердые сплавы и керамические материалы. Из существующих материалов наибольшей теплостойкостью обладает нитрид бора — эльбор, Эльбор позволяет обрабатывать материалы высокой твердости, например закаленную сталь, при высоких скоростях.
Углеродистые стали
Углеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %.
По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента.
Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высока
я режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.).
Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования.
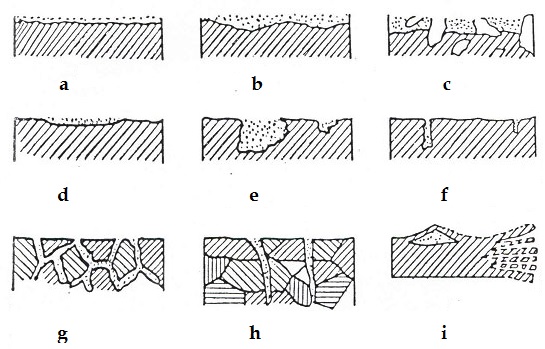
Углеродистые доэвтектоидные стали после горячей пластической обработки {ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита.
Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок.
Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента.
Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидныхсталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.
Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается.
Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации.
Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит.
Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики.
Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64.
Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии.
Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.
Легированные стали
Низколегированные стали для режущего инструмента (13Х, 9ХС) также не обладают высокой теплостойкостью и обычно пригодны для работы при температурах не более 200 — 250 <:С. Сред-нелегированные стали типа 9Х5ВФ, 8Х4ВЗМЗФ2 имеют более высокую теплостойкость (300 — 400!'С). В отличие от углеродистых легированные стали обладают большей устойчивостью переохлажденного аустенита, следовательно большой прокаливае-мостью и несколько более высокой износостойкостью.
Их можно закаливать в масле до критического диаметра 40 мм и более. Применение масла или горячих закалочных сред позволяет уменьшить деформацию и коробление инструмента. Он может иметь большее сеченне, а благодаря меньшему короблению — и большую длину.
Низколегированная сталь 13Х имеет сравнительно неглубокую прокаливаемость и рекомендована для инструментов диаметром до 15 мм. Из этой стали изготавливают хирургический, гравировальный инструменты, лезвия безопасных бритв.
Стали 9ХС, ХВГ, ХВСГ используют для изготовления инструментов крупного сечения: сверл, разверток, протяжек диаметром 60—80 мм (табл. 14, ГОСТ 5950—73).
Обычная термическая обработка легированных режущих сталей состоит из закалки от 830 — 870 "С в масле или ступенчатой закалки и отпуска при температуре 200 °С. Твердость после термообработки составляет //ЯС 61 — 65. Если необходимо увеличить вязкость, то температуру отпуска повышают до 200—300 (1С. Вследствие некоторого распада мартенсита твердость после этого снижается до Н=С 55—60.
Таблица 14. Химический состав некоторых легированных инструментальных сталей, %
| Марка стали
| С
| мп
|
| Сг
| ш
| V
|
| 13Х
| 1,25—1,40
| 0,30—0,60
| 0,15—0,35
| 0,40—0,70
|
|
|
| 9ХС
| 0,85—0.95
| 0,30-0,60
| 1,20—1,60
| 0,95—1,25
|
|
|
| ХВГ
| 0,90—1,05
| 0,80—1,10
| 0,15—0,35
| 0,90—1,20
| 1,20—1,60
| —
|
| ХВСГ
| 0,95—1,05
| 0,60—0,90
| 0,65—1,00
| 0,60—1,10
| 0,50—0,80
| 0,05-0,15
|
| 9Х5ВФ
| 0,85—1,00
| 0,15—0,40
| 0,15—0,40
| 4,50—5,50
| 0,80—1,20
| 0,15—0,30
|
Быстрорежущие стали
С увеличением скорости резания возрастают требования к теплостойкости стали. Этим требованиям в большей мере удовлетворяют быстрорежущие стали.
Таблица 15. Химический состав некоторых быстрорежущих сталей,
| Марка
|
| Сг
| XV
| V
| Мо
|
|
|
|
|
|
|
|
| Р18
| 0,70—0,80
| 3,8—4,4
| 17,0—18,5
| 1,0—1,4
| До 1,0
|
| Р9
| 0,65—0,95
| 3,8—4,4
| 8,5—10,0
| 2,0—2,6
| До 1,0
|
| Р6М5
| 0,80—0,88
| 3,8—4,4
| 5,5—6,5
| 1,7—2,1
| 5,0—5,5
|
| Р6А13
| 0,85—0,95
| 3,0—3,5
| 5,5—6,5
| 2,0—2,5
| 3,0—3,6
|
Быстрорежущие стали маркируют буквой Р (гарМ быстрый, скорый), цифры показывают среднее содержание вольфрама, являющегося основным легирующим элементом. Среднее содержание углерода и хрома во всех быстрорежущих сталях обычно составляет соответственно 1 и 4 %, поэтому эти элементы не указываются. Содержание остальных легирующих в целых процентах указывается как обычно в цифрах, следующих за их буквенным обозначением.
Быстрорежущая сталь после закалки и отпуска имеет структуру высоколегированного отпущенного мартенсита с карбидами. Она сохраняет первоначальную структуру практически неизменной при нагреве до 600—620 °С. Резцы из быстрорежущей стали позволяют увеличить скорость резания в 8—10 раз по сравнению с инструментом из углеродистых сталей УЮ—У10А.
Химический состав некоторых быстрорежущих сталей приведен в табл. 15 (ГОСТ 19265—73).
Известно, что потери твердости при нагреве обусловлена в первую очередь, коагуляцией выделившихся карбидов. Коагуляция карбидов в углеродистой и легированной сталях при температурах более 300 °С ведет к быстрой потере твердости. Теплостойкость быстрорежущих сталей обусловлена легированием их карбидо-образующими элементами вольфрамом, ванадием и молибденом в количествах, достаточных для связывания почти всего углерода в специальные карбиды. Они коагулируют при температурах более 600 °С.
Микроструктура быстрорежущей стали приведена на рис. 126. При затвердевании литой быстрорежущей стали образуется эвтектика, напоминающая ледебурит и располагающаяся по границам зерен. После ковки или прокатки сетка эвтектики подвергается дроблению с измельчением входящих в нее карбидов и более равномерным их распределением в основной матрице.
После прокатки или ковки быстрорежущую сталь подвергают изотермическому отжигу для уменьшения твердости и облегчения механической обработки. Сталь выдерживают при 740 °С до полного превращения аустенита в перлито-сорбитную структуру.
Высокую теплостойкость инструмент из быстрорежущих сталей приобретает после закалки и многократного отпуска. При нагреве под закалку необходимо обеспечить максимальное растворение карбидов и получение высоколегированного аустенита. Такая структура увеличивает прокаливаемость и позволяет получить стали для изготовления режущего инструмента и быстроизнашивающихся деталей технологического оборудования.
Особо твердые инструментальные материалы созданы на основе нитрида бора и нитрида кремния. В них нет пластичной металлической связки. Изделия из этих материалов изготавливают либо с помощью взрыва, либо в условиях сверхвысоких статических давлений и высоких температур. Изделия из нитридов бора и кремния используют в качестве материала иденторов (наконечников) для измерения твердости тугоплавких материалов в интервале температур 700—1800 °С, как абразивный материал и в качестве сырья для изготовления сверхтвердых материалов, применяемых для оснащения режущей части инструментов для обработки закаленных сталей, твердых сплавов, стеклопластиков, цветных металлов. Они обладают высокой твердостью (НК.А 94—96), прочностью, износостойкостью, теплопроводностью, высокой стабильностью физических свойств и структуры при повышении температуры до 1000 °С. Их преимуществом является доступность и дешевизна исходного продукта, благодаря чему они используются для замены вольфрамсодержащих твердых сплавов.
Для изготовления доводочных паст, шлифовальных кругов применяют абразивные материалы. Они представляют собой порошки, либо скрепленные связкой, либо нанесенные на гибкую основу — ткань или бумагу. Различают природные и искусственные абразивные материалы. К природным относятся алмазы, гранаты, корунд; к искусственным — искусственные алмазы, гексагональный нитрид бора (эльбор), карборунд.
Применение твердых сплавов
· сплавы с малым количеством кобальта обладают повышенной твердостью и износостойкостью, но минимальной прочностью, Поэтому их используют для чистового точения (ВК3, Т30К4);
· сплавы с повышенным содержанием кобальта используют для чернового точения (ВК8, Т14К8);
· сплав ВК20 начинают использовать для армирования штампов, что повышает их износостойкость.
Износостойкость инструментов из твердых сплавов превышает износостойкость инструментов из быстрорежущих сталей в 10…20 раз и сохраняется до температур 800…1000oС.
Виды коррозии металлов
Наиболее часто встречаются следующие виды коррозии металлов:
- Равномерная – охватывает всю поверхность равномерно
- Неравномерная
- Избирательная
- Местная пятнами – корродируют отдельные участки поверхности
- Язвенная (или питтинг)
- Точечная
- Межкристаллитная – распространяется вдоль границ кристалла металла
- Растрескивающая
- Подповерхностная
 Основные виды коррозии
Основные виды коррозии
С точки зрения механизма коррозионного процесса можно выделить два основных типа коррозии: химическую и электрохимическую.
Металлические покрытия.
Металлическое покрытие наносится на металл, который нужно защитить от коррозии, слоем другого металла, устойчивого к коррозии в тех же условиях. Если металлическое покрытие изготовлено из металла с более отрицательным потенциалом ( более активный ), чем защищаемый, то оно называется анодным покрытием. Если металлическое покрытие изготовлено из металла с более положительным потенциалом (менее активный), чем защищаемый, то оно называется катодным покрытием.
Например, при нанесении слоя цинка на железо, при нарушении целостности покрытия, цинк выступает в качестве анода и будет разрушаться, а железо защищено до тех пор, пока не израсходуется весь цинк. Цинковое покрытие является в данном случае анодным.
Катодным покрытием для защиты железа, может, например, быть медь или никель. При нарушении целостности такого покрытия, разрушается защищаемый металл.
Неметаллические покрытия.
Такие покрытия могут быть неорганические (цементный раствор, стекловидная масса) и органические (высокомолекулярные соединения, лаки, краски, битум).
Химические покрытия.
В этом случае защищаемый металл подвергают химической обработке с целью образования на поверхности пленки его соединения, устойчивой к коррозии. Сюда относятся:
оксидирование – получение устойчивых оксидных пленок (Al2O3, ZnO и др.);
фосфатирование – получение защитной пленки фосфатов (Fe3(PO4)2, Mn3(PO4)2);
азотирование – поверхность металла (стали) насыщают азотом;
воронение стали – поверхность металла взаимодействует с органическими веществами;
цементация – получение на поверхности металла его соединения с углеродом.
Изменение состава технического металла также способствует повышению стойкости металла к коррозии. В этом случае в металл вводят такие соединения, которые увеличивают его коррозионную стойкость.
Изменение состава коррозионной среды (введение ингибиторов коррозии или удаление примесей из окружающей среды) тоже является средством защиты металла от коррозии.
Электрохимическая защита основывается на присоединении защищаемого сооружения катоду внешнего источника постоянного тока, в результате чего оно становится катодом. Анодом служит металлический лом, который разрушаясь, защищает сооружение от коррозии.
Протекторная защита – один из видов электрохимической защиты – заключается в следующем.
К защищаемому сооружению присоединяют пластины более активного металла, который называется протектором. Протектор – металл с более отрицательным потенциалом – является анодом, а защищаемое сооружение – катодом. Соединение протектора и защищаемого сооружения проводником тока, приводит к разрушению протектора.
Требования к инструментальным сталям
К инструментальным сталям предъявляются более высокие требования, чем к конструкционным. Это объясняется тем, что рабочие поверхности инструментов, изготовленных из инструментальных сталей, работают при высоких контактных напряжениях, больших удельных давлениях и подвергаются износу и нагреву. Инструментальные стали обладают высокой твердостью, прочностью, износостойкостью и рядом других свойств, необходимых для обработки материалов резанием и давлением.
Применение тех или иных материалов определяется требованиями, предъявляемыми к различным инструментам.
Материалы, из которых изготовляют режущие инструменты, должны обладать следующими свойствами:
— высокой прочностью, так как в процессе резания инструменты испытывают большие усилия;
— высокой твердостью, потому что процесс резания можно осуществить только в том случае, если твердость материала инструмента значительно больше твердости обрабатываемого материала;
— высокой износостойкостью, потому что стойкость инструмента зависит от степени истирания режущих кромок;
— высокой теплостойкостью, так как в процессе резания выделяется большое количество тепла, часть которого идет на нагрев режущих кромок инструмента, а последний, нагреваясь, теряет первоначальную твердость и быстро выходит из строя.
Инструментальные материалы не одинаково устойчивы против действия тепла: одни теряют свои режущие свойства при нагреве до температуры 200—250 °С, а другие способны резать даже при температуре до 1000 °С и более.
Стали для измерительных инструментов и деталей высокой точности должны обладать высокой износостойкостью, необходимой для сохранения инструментами размеров и формы в процессе эксплуатации, а также хорошей обрабатываемостью для получения высокого класса чистоты поверхности измерительных инструментов.
Требуемая износостойкость обеспечивается закалкой и отпуском сталей определенных марок, после чего они приобретают высокую твердость и сохраняют мартен-ситную структуру.
Постоянство размеров и формы достигается специальной термической обработкой измерительных инструментов, во многом отличающейся от обработки режущих инструментов и штампов.
Хорошая обрабатываемость необходима для получения при доводке поверхностей 13—14-го классов чистоты. При изготовлении, например, концевых мер длины высокий класс чистоты поверхности обеспечивает сцепляемость (притираемость) плиток.
При изготовлении штампов для холодного деформирования к сталям предъявляются два основных требования: высокая прочность и износостойкость. По сравнению с режущими инструментами твердость деталей штампов в зависимости от условий эксплуатации выбирают в более широких пределах (HRC 54—66).
Стали, из которых выполняют штампы для горячего деформирования, должны иметь:
— высокую прочность, необходимую для сохранения формы штампа при высоких удельных давлениях при деформировании;
— определенную теплостойкость — для сохранения повышенных прочностных свойств при нагреве;
— вязкость — для предупреждения поломок и выкрашивания и получения высокой разгаростойкости;
— разгаростойкость— для предупреждения трещин, возникающих при многократном чередовании нагрева и охлаждения;
— износостойкость;
— окалиностойкость (если поверхностный слой деталей штампа нагревается до температуры выше 600°С);
— теплопроводность — для лучшего отвода тепла, передаваемого заготовкой;
- прокаливаемость, так как многие детали штампов имеют большие размеры и высокие прочностные свойства должны быть получены по всему сечению.
Углеродистые тли
Углеродистые инструментальные стали делятся на качественные и высококачественные. Каждая из этих групп имеет восемь марок стали.
Буквы и цифры в обозначении марок стали означают: У — углеродистая; следующие за ней цифры — среднее содержание углерода (в десятых долях процента);
буква Г —сталь с повышенным содержанием марганца. Буквой А обозначаются высококачественные стали — более чистые, чем качественные, т. е. с меньшим содержанием серы, фосфора и остальных примесей, а также неметаллических включений и с более узкими пределами содержания марганца и кремния.
Увеличение в стали содержания углерода повышает ее твердость, но одновременно увеличивает и хрупкость. Поэтому для ударных инструментов применяют стали с меньшим содержанием углерода (У7 и У8), а для режущих и измерительных инструментов, требующих высокой твердости и износоустойчивости, — с большим содержанием углерода (У10 и У12).
Углеродистые стали обладают высокой твердостью после термической обработки и имеют низкую твердость в отожженном состоянии, что обеспечивает хорошую обрабатываемость резанием и давлением.
Недостаток углеродистых сталей — низкая теплостойкость – 200-250 °С.
Стали марок У7, У7А, У8, У8ГА, У9 и У9А служат для изготовления зубил, ножниц и пил для резки металлов и дерева, резцов для обработки меди и ее сплавов.
Стали марок У8А и У10А применяют для пуансонов, матриц, ножей и других деталей штампов.
Из сталей марок У10А, У11, У11А, У12 и У12А выполняют сверла малого диаметра, метчики, развертки, плашки, фрезы малого диаметра, пилы по металлу, ножовочные полотна, измерительные инструменты, зубила для насечки напильников.
Стали марок У13 и У13А служат для изготовления инструментов особо высокой твердости: резцов, зубил для насечки напильников, шаберов, напильников и т. п.
Углеродистые стали поставляются в отожженном состоянии в виде горячекатаных, кованых или калиброванных прутков различного сечения или в виде полос.
Легированные стали
В зависимости от назначения и свойс<






