Токарная обработка (точение) характеризуется вращательным движением заготовки (главное движение) и поступательным движе-нием режущего инструмента (движение подачи). На токарно-винторезных станках обрабатывают заготовки, имеющие форму тел вращения, и выполняют следующие виды работ с применением различных токарных резцов:
1) обтачивание черновое наружных цилиндрических поверх-ностей проходными резцами с прямой (рис. 1.1, а, б), отогнутой го-ловкой (рис. 1.1, в, г) и проходными упорными резцами (рис. 1.1, д). Проходные резцы в зависимости от направления используемой подачи при обработке также делятся на правые (рис. 1.1, а, в) и левые (рис. 1.1, б, г);
2) обтачивание чистовое наружных цилиндрических поверхнос-тей резцами с закруглёнными режущими кромками (рис. 1.1, е) и резцом В. А. Колесова[2](рис. 1.1, ж);
3) проточка канавок и отрезка заготовок (рис. 1.1, з) отрезными резцами;
4) обработка галтелей[3]– закруглённых переходов между ступеньками валов галтельными резцами (рис. 1.2, и);
5) обработка фасонных поверхностей небольшой длины фасонными призматическими (рис. 1.1, к, л) или круглыми резцами (рис. 1.1, м) поперечной подачей;
6) подрезание торцов подрезными (рис.1.1, н) или проходными отогнутыми резцами (рис.1.1, о);
7) растачивание сквозных отверстий проходными резцами (рис. 1.1, п) и глухих отверстий расточными упорными резцами (рис. 1.1, р);
8) нарезание резьб резцами (рис.1.1, с, т);
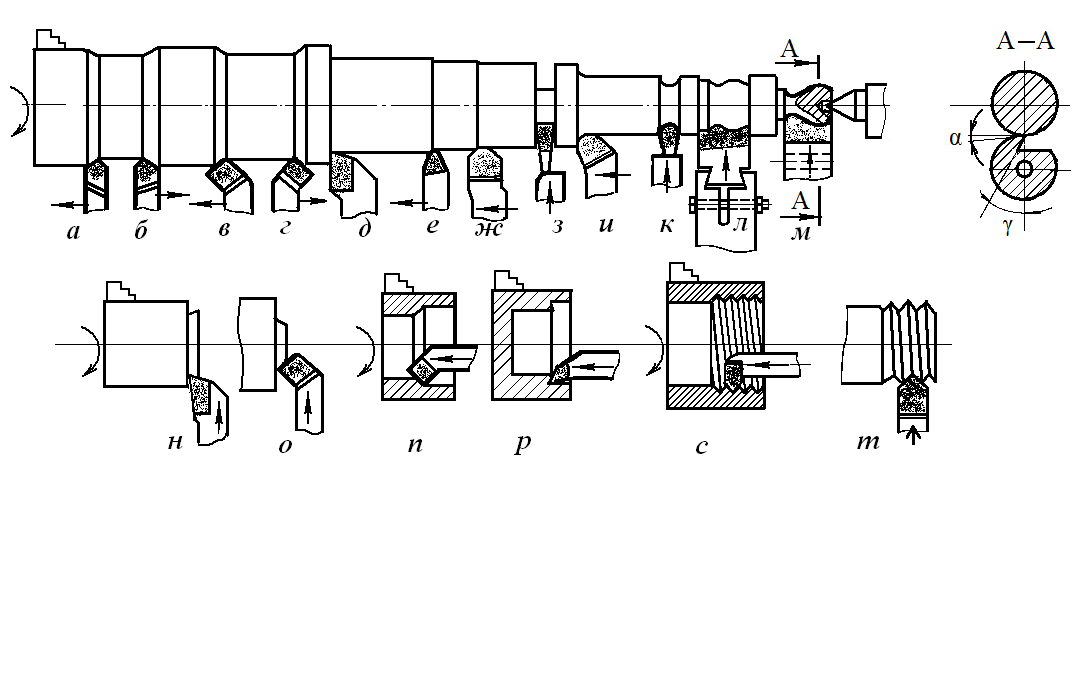
Рис. 1.1. Типы резцов и основные токарные операции
9) обработка отверстий сверлами, зенкерами и развёртками, вставленными в коническое отверстие пиноли 15 задней бабки О (рис.1.2);
10) обработка конических поверхностей следующими спосо-бами: а) широким проходным резцом; б) поворотом резцовых салазок Н; в) смещением корпуса задней бабки относительно её подошвы путём вращения болта 18 (см. рис.1.2).
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 16
1. Продольно-фрезерный станок. Устройство, назначение.
Продольно-фрезерные станки (рис. 5.22, в) бывают одно- и двухстоечные. Они предназначены для обработки крупных корпусных деталей в серийном производстве.
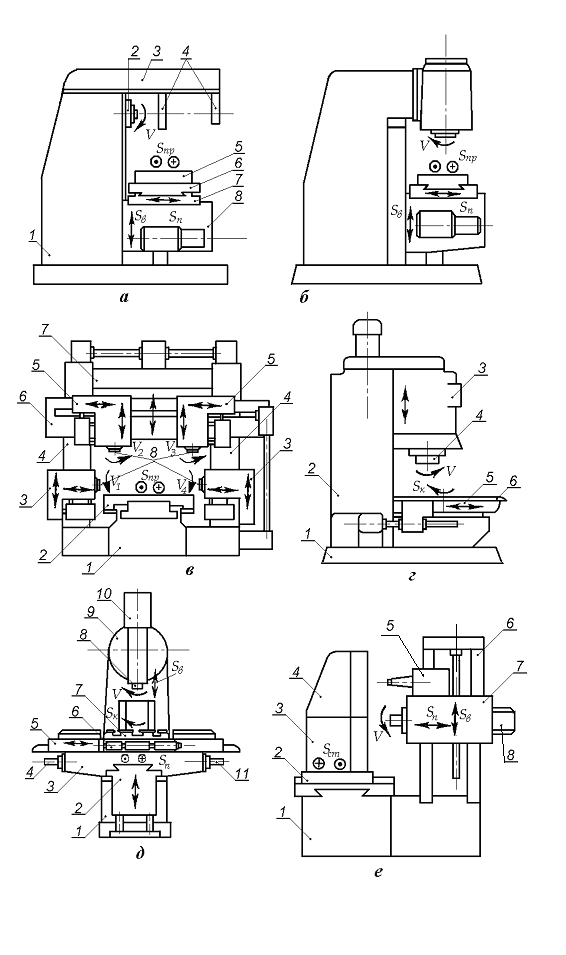
Рис. 5.22. Типы фрезерных станков
В массовом производстве для высокопроизводительного непрерывного фрезерования заготовок небольших размеров (рычаги, кронштейны и т. д.) применяют карусельно-фрезерные (рис. 5.22, г) станки. Более крупные заготовки обрабатывают на барабанно-фрезерных станках. Эти типы станков широко применяют в автотракторной промышленности. Копировально-фрезерные станки (рис. 5.22, е) предназначены для получения деталей со сложными фасонными поверхностями в индивидуальном и мелкосерийном производствах. Примером таких деталей являются штампы и пресс-формы. Фрезерные станки (рис. 5.22, д) с ЧПУ делают на базе универсальных фрезерных станков, поэтому в них наиболее полно сочетаются широкие технологические возможности универсальных станков с достоинствами автоматизированного цикла обработки.
2. Сварочные трансформаторы с повышенным магнитным рассеянием.
Современные сварочные трансформаторы [4]
Несмотря на то, что дуга переменного тока менее устойчива, чем дуга постоянного тока, сварочные трансформаторы находят широкое применение. Это объясняется тем, что они более просты в изготовлении и менее прихотливы при обслуживании, чем другие источники.
Трансформаторы экономичны: их КПД достигает 85 %, имеют меньшую стоимость. Сегодня на предприятиях встречаются свароч-ные трансформаторы с повышенным магнитным рассеянием с подвижной обмоткой серии ТС, ТСК, ТД, ТДМ. Среди них более удачное схемное и конструктивное решение воплощено в трансформаторах нового поколения с подвижными обмотками серии ТДМ [3].
Особенностью конструкции трансформаторов с повышенным магнитным рассеянием является то, что первичная и вторичная обмотки расположены на общем магнитопроводе на некотором уда-лении друг от друга. Причем одна из обмоток является подвижной.
Принцип действия трансформаторов этих серий иллюс-трирует рис. 2.1. Они имеют стержневой удлинённый магнитопровод 3, цилиндрическую первичную 1 и вторичную 2 обмотки с числами витков W1 и W2 соответственно.
| Рис. 2.1. Схема трансформаторов с подвижными обмотками [3]
|
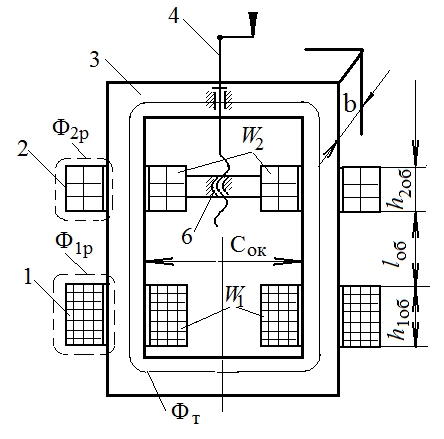
Каждая из обмоток разбиты на две катушки, охватывающие стержни магнитопровода. Основной магнитный поток трансформа-тора Ф т замыкается по магнитопроводу, а потоки рассеяния Ф 1р и Ф 2р - по воздуху в пространстве между первичной и вторичной обмоткам. Поэтому значительная часть магнитных потоков рассеяния первичной обмотки не достигает витков вторичной и они рассеиваются. Другими словами, на пути движения магнитного потока из первичной обмотки во вторичную имеется значительное индуктивное сопротивление. Индуктивное сопротивление трансфо-рматора х т сильно зависит от числа витков вторичной обмотки W 2, а также конструктивных параметров трансформатора: ширины магни-топровода b, высоты катушек h 1об, h 2об и расстояния между ними Cок:
 (2.1)
(2.1)
В уравнении (2.1) все геометрические размеры по рис. 2.4 приведены в сантиметрах. Видно, что зависимость индуктивного сопротивления трансформатора х т от расстояния между обмотками l об линейная. В режиме нагрузки (рис. 2.2) сила тока во вторичной обмотке трансформатора будут соответствовать следующей зависимости:
 (2.2)
(2.2)
где х т - полное индуктивное сопротивление трансформатора (вклю-чающее индуктивное сопротивление рассеяния);
U 2 – напряжение во вторичной обмотке трансформатора (холо-стого хода), значение которого приводится в паспорте трансформа-тора. Для сварочных трансформаторов оно по условиям электро-безопасности при проведении сварочных работ не должно превышать 80 В. Чем выше напряжение холостого хода трансформа-тора, тем легче возбуждается дуга;
U д - – напряжение сварочной дуги.
Из выражения (2.2) следует, что регулировку тока при сварке можно осуществлять изменением напряжения холостого хода U 2, т. е. изменением соотношения числа витков W 1 /W 2и изменением х т. Однако параметры U 2 и W 1 /W 2 заложены в конструкцию трансформатора и имеют зависимость  . Поэтому регулировку сварочного тока осуществляют изменением индуктивного сопротивления х т, которое достигается изменением расстояния между обмотками.
. Поэтому регулировку сварочного тока осуществляют изменением индуктивного сопротивления х т, которое достигается изменением расстояния между обмотками.
Для регулирования режима сварки в обойму крепления катушек вторичной обмотки вмонтирована неподвижная гайка 6, в которую ввинчивается или вывинчивается из неё ходовой винт 4 при вращении рукоятки. При этом изменяется расстояние между подвижной и неподвижной обмотками трансформатора l об, что приводит к измене-нию магнитных потоков рассеяния Ф р. При увеличении расстояния l об между обмотками W 1 и W 2 магнитные потоки рассеяния возрастают, также возрастает индуктивное сопротивление вторичной обмотки (согласно 2.1), а сварочный ток уменьшается. При уменьшении расстояния между обмотками W 1 и W 2 идет обратный процесс. Так происходит плавное регулирование силы сварочного тока.
Падающая внешняя характеристика у трансформатора с подвиж-ными обмотками получается благодаря увеличенному магнитному рассеянию, вызванному размещением первичной и вторичной обмоток на значительном расстоянии l об друг от друга, а также конструкции магнитопровода.






