Система смазывания станка должна обеспечивать непрерывную или периодическую подачу к трущимся поверхностям смазочного материала в количестве, достаточном для того, чтобы между этими поверхностями сохранилась по возможности непрерывная пленка смазки и чтобы температура этих поверхностей была в установленных пределах. Смазывание способствует уменьшению трения, потерь энергии, изнашивания и нагрева трущихся поверхностей, увеличению долговечности станка, плавности и бесшумности работы передач, повышению КПД, длительному сохранению точности.
Системы смазывания в станках подразделяют на индивидуальные, когда отдельные механизмы смазывают независимо друг от друга, и централизованные, когда точки смазывания объединены.
Централизованную систему смазывания применяют в тех случаях, когда сборочные единицы станка не изменяют относительного расположения и можно использовать один смазочный материал.
Схема автоматической централизованной системы смазывания зубострогального станка 5А250 показана на рис. 2.38. Из масляного резервуара масло двумя насосами Н нагнетается по маслопроводам к местам его подвода (точки 1—21), которые обеспечивают подачу масла ко всем основным узлам: к корпусу люльки (точки 4—8), к приводу (точки 9—11), к распределительному барабану (точки 12—17), к бабке изделия (точки 18, 19), к гидравлическому патрону (точка 20), к направляющим ползунов (21).
Точки 1—3 являются распределительными. Очистка масла от мельчайших твердых частиц и грязи осуществляется пятью фильтрами (Ф1 — Ф5). Смазывание может осуществляться самотеком, циркуляционным способом или под давлением. Для централизованной системы смазывания применяют шестеренные и пластинчатые насосы с постоянной подачей жидкости. Очищают масло от мельчайших твердых частиц и грязи пластинчатыми, войлочными, сетчатыми и магнитными фильтрами.

Для смазывания быстроходных шпинделей и других сборочных единиц станка находит применение смазывание масляным туманом. Достоинством этого вида смазывания является то, что воздух, который используется для распыления масла, уносит
тепло, возникающее в результате трения, и расход масла значительно меньше, чем при обычном смазывании, а также практически отсутствует утечка масла через соединительные места и зазоры. Это дает возможность сократить количество уплотни-
тельных устройств.
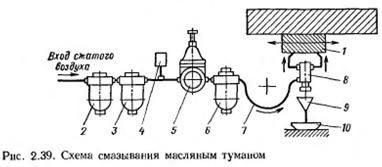
При смазывании перемещающегося механизма масляным туманом (рис. 2.39) воздух под давлением проходит через влаго-отделитель 2, осушитель 3, реле давления 4, регулятор давления 5 и попадает в маслораспылитель 6, откуда образованный масляный туман по шлангу 7 через распределитель 8 поступает к механизму станка 1. Использованное масло через воронку стекает в сборник 10 масляного конденсата.
Систему охлаждения применяют для подачи смазочно-охлаждающей жидкости к режущим кромкам инструмента в процессе резания, что способствует повышению производительности при работе на станке. К наиболее распространенным методам подачи
смазочно-охлаждающей жидкости в зону резания относятся: подача СОЖ поливом струей (рис. 2.40, о), под давлением (рис. 2.40, б), под давлением по специальным каналам в теле инструмента (рис. 2.40, в), в распыленном состоянии, через специальные оправки инструмента и поры шлифовального круга. При поливе свободно падающем струей смазывающее действие жидкости снижено, так как она почти не попадает в зону контакта инструмента с изделием и со стружкой. Кроме того, имеет место сильное разбрызгивание жидкости. Лучший результат получается при подаче жидкости под давлением с направлением струи в зону резания.

Схема распыления смазочно-охлажлаюшей жидкости на горизонтально-фрезерном станке при дисковом фрезеровании изображена на рис. 2.41. Система охлаждения металлорежущих станков состоит обычно из насоса, резервуара-отстойника, фильтра, трубопровода, направляющих и отводящих устройств.





