В зависимости от материала режущей части резца и для чистовой обработки выбираем форму заточки передней поверхности резца с пластинами из твердого сплава, согласно ГОСТ 18877-73, Т5К10.По таблицам выбираем геометрические параметры резца Т5 К10: γ ф= -50, γ = 150, α= 90, φ = 150, r = 1 мм, λ = 00.
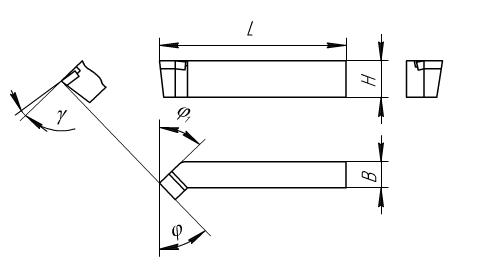
Рис. 1.2 Геометрические параметры резца

Рис. 1.3 Форма заточки
Определим наиболее технологически допускаемую подачу.
Подачу выбираем по таблице в зависимости от обрабатываемого материала, диаметра заготовки и глубины резания в пределах 0,6-1,2 мм/об. Принимаем S = 0,8 мм/об, что соответствует паспортным данным станка 16К20.
Рассчитаем подачу, допускаемую прочностью державки резца
Sп.р. =  ,
,
где В = 20 мм; Н = 32 мм; σ и = 200Мпа; l = 1,5Н = 1,5·32 = 48 мм; СPz =300; xPz = 1; yPz = 0,75; nPz =- 0,15.
KPz= KмрK φ р KγрKλpKrp,
Kмр =  =
=  = 0,85
= 0,85
K φ р = 0,94; Kγр = 0,950; Kλp = 1,0; Krp = 1,0
KPz= 0,85 · 0,94 · 0,95 · 1,0 · 1,0 = 0,76
Sп.р. =  = 2,62 мм/об.
= 2,62 мм/об.
Рассчитаем подачу, допускаемую жесткостью державки резца
Sж.р. = 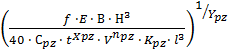 ,
,
где f = 0,1 мм; Е = 2 · 105 Мпа.
Sж.р. =  = 6,95 мм/об.
= 6,95 мм/об.
Рассчитаем подачу, допускаемую прочностью твердосплавной пластины
Sп.п. =  ,
,
где C = 5 мм.
Sп.п. =  = 0,6 мм/об.
= 0,6 мм/об.
Рассчитаем подачу, допускаемую прочностью механизма подачи станка
Sм.п. = 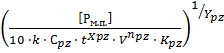 ,
,
где  = 6000Н; k ≈ 0,4
= 6000Н; k ≈ 0,4
Sм.п. =  = 2,8 мм/об.
= 2,8 мм/об.
Рассчитаем подачу, допускаемую жесткостью заготовки
Sж.з. = 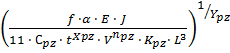 ,
,
где L =920 мм – длина между точками опоры заготовки;
Е = 2· 105Мпа – модуль упругости обрабатываемого материала;
J = 0,05 · D 4 = 0,05·644 = 8,4·105 мм – момент инерции сечения заготовки;
f = 0,4 – допускаемая стрела прогиба заготовки;
α = 140 – коэффициент, зависящий от метода закрепления заготовки.
Sж.з. =  = 99,3 мм/об.
= 99,3 мм/об.
Подбираем подачу по паспорту станка
При точении максимально допускаемая подача ограничивается: - Sп.р. =2,62 мм/об – прочностью державки резца, -Sж.р. = 6,95 мм/об –жесткостью державки резца, - Sп.п. =0,6 мм/об – прочностью твердосплавной пластины, - Sм.п. = 2,8 мм/об – прочностью механизма подачи станка, - Sж.з. = 99,3 мм/об – жесткостью обрабатываемой заготовки, - SН = 0,8 мм/об – требуемой шероховатостью детали.
Наименьшая из рассчитанных является наибольшей технологически допускаемой подачей. Sст= 0,6мм/об.Выбираем фактическую подачу Sф = 0,6 мм/об.
Определяем скорость резания
Vдоп =  Kv,
Kv,
где Сv = 340; xv = 0,15; yv = 0,45; m = 0,20; T = 60мин;
Kv =Kмv·Kпv·Kиv·K φ ·K φ 1·Kr,
где Kмv=Кr  =
=  = 1,25; Kпv = 1,0; Kиv = 1,0; K φ = 0,65; K φ 1 = 0,9; Kr= 0,97; Kv =1,25·1,0·0,65· 0,9· 0,97 = 0,71
= 1,25; Kпv = 1,0; Kиv = 1,0; K φ = 0,65; K φ 1 = 0,9; Kr= 0,97; Kv =1,25·1,0·0,65· 0,9· 0,97 = 0,71
Vдоп =  = 126 м/мин.
= 126 м/мин.
Определим частоту вращения заготовки
n =  =
=  = 627 об/мин.
= 627 об/мин.
Согласно паспортным данным станка выбираем nст = 630 об/мин.
Определим фактическую скорость резания
Vфакт=  = =
= =  = 116 м/мин.
= 116 м/мин.
Определяем главную составляющую силы резания
Pz= 10 · CPz·  ·
·  ·
·  · Kpz = 10 · 300 · 1,61· 0,60,75· 116 -0,15· 0,76 = 5857 Н
· Kpz = 10 · 300 · 1,61· 0,60,75· 116 -0,15· 0,76 = 5857 Н
Определим мощность, затрачиваемую на процесс резания
Nрез =  =
=  = 10,58 кВт.
= 10,58 кВт.
Определим необходимую мощность на валу электродвигателя
Nэ =  =
=  = 13,2 кВт,
= 13,2 кВт,
где ŋ = 0,8 – коэффициент полезного действия электродвигателя.
Nэ = 13,2 кВт <Nст = 13,4 кВт
Действительная мощность электродвигателя станка больше необходимой мощности.
Коэффициент использования станка по мощности
КN =  · 100 % =
· 100 % =  · 100 % = 98 %
· 100 % = 98 %
Коэффициент использования инструмента по скорости резания
КV =  · 100 % =
· 100 % =  · 100 % = 92 %
· 100 % = 92 %
Основное технологическое время
Т0 =  ,
,
где l = 850 мм – длина обработки,
y = t · ctgφ = 1,6· 0,6 = 0,96 мм – величина врезания инструмента,
Δ = 3 мм – величина перебега инструмента
Т0 =  = 3,4 мин.
= 3,4 мин.
Чистовая обработка
Для чистовой обработки выбираем твёрдый сплав Т15 К6.
По таблицам выбираем геометрические параметры резца:
Т15К6; g=150;α=-50; α=12; j=450; j1=150; γ=20;
t=0,4мм.
4. Определяем наибольшую технологически допустимую подачу.
4.1Определяем подачу  ) при чистовом точении (Справочник технолога-машиностроителя. В 2 т. / Под редакцией А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985.)
) при чистовом точении (Справочник технолога-машиностроителя. В 2 т. / Под редакцией А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985.)
 =
= 






