Цель: изучить взаимосвязь параметров резьбы, подлежащих метрологическому контролю, ознакомиться с оборудованием для определения параметров резьбы, освоить методику измерения этих параметров, выполнить измерения в соответствии с выданными заданиями.
6.1. Резьбы, их классификация, метрологические показатели, система допусков и посадок метрических резьб.
Резьбовые соединения нашли широкое распространение в машиностроении, а число резьбовых деталей в современных машинах превышает 50 % от общего числа деталей. По эксплутационному назначению резьбы подразделяются на резьбы общего приименения и специальные. К резьбам общего применения относятся:
-крепежная (метрическая и дюймовая), применяемая для разьемных соединений; основное требование к этим резьбам - прочность соединения;
-кинематические (трапециидальная и прямоугольная, а для микрометрических пар - метрическая), применяемые для ходовых винтов. Основным требованием к резьбам ходовых винтов является обеспечение точного перемещения, а к резьбам домкратов - плавность вращения и высокая нагрузочная способность;
-трубные и арматурные (трубная цилиндрическая и коническая коническая метрическая), применяемые для трубопроводов и арматуры; основное требование к этим резьбам - герметичность соединений.
Общими требованиями ко всем резьбам являются надежность, долговечность, навинчиваемость и свинчиваемость без подгонки.
К резьбам специального назначения относятся такие, которые применятся только в определенных изделиях, например, резьба для цоколей электрических ламп, окулярная резьба для оптических приборов и ряд других.
По профилю витков резьбы подразделятся на треугольные; трапециидальные, упорные, прямоугольные, круглые.
По направлению: вращения контура осевого сечения - правые и левые.
По единице измерения линейных размеров - метрические и дюймовые.
Основными параметрами резьб являются:
-наружный диаметр 
 - диаметр воображаемого цилиндра, касательного к вершинам наружной или впадинам внутренней резьбы
- диаметр воображаемого цилиндра, касательного к вершинам наружной или впадинам внутренней резьбы
-внутренний диаметр резьбы 
 - диаметр воображаемого
- диаметр воображаемого
цилиндра, вписанного касательно к вершинам внутренней резьбы
или впадинам наружной резьбы; внутренний диаметр определяет опасное
сечение болта;
-средний диаметр 
 диаметр воображаемого соосного с резьбой
диаметр воображаемого соосного с резьбой
цилидра, образующая которого пересекает профиль витков в точках
где ширина канавки ровна половине шага; средний диаметр оказывает определяющее влияние на свинчиваемость резьбовых изделий.
- шаг резьбы Р - расстояние между соседними одноименными боковыми сторонами профиля, измеренное в направлении, параллельном оси резьбы; для многозаходных резьб вводится понятие ход:
 ,
,
где Р - шаг,
 - число заходов;
- число заходов;
-угол профиля  - угол между боковыми сторонами профиля в осевой плоскости; для симметричных резьб контролируется половика угла профиля:
- угол между боковыми сторонами профиля в осевой плоскости; для симметричных резьб контролируется половика угла профиля:  ; для несимметричных резьб:
; для несимметричных резьб: 
-угол подъема  - угол между касательной к винтовой поверхности в течке на среднем диаметре и плоскостью, перпендикулярной оси резьбы; для однозаходных резьб:
- угол между касательной к винтовой поверхности в течке на среднем диаметре и плоскостью, перпендикулярной оси резьбы; для однозаходных резьб:  ; для многозаходных резьб:
; для многозаходных резьб:  ;
;
-длина свинчивания  - длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
- длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
Система допусков и посадок метрических резьб диаметром от 1 до 600 мм основана на взаимосвязанных стандартах ИСО МС 965/1-1973, ГОСТ 16093-81 (СТ СЭВ 640-77) - посадки о зазором, ГОСТ 4608-81 (СТ СЭВ 306-76) - посадки с натягом, ГОСТ 24834-81 (СТ СЭВ 305-76) - переходные посадки.
Для метрических резьб диаметром 0.25...0.9 ммна основании рекомендации ИСО 1601 разработан ГОСТ 9000-81 (СТ СЭВ 837-78).
Стандартом предусмотрены отклонения на диаметры , , величина допусков определяется степенью точности.
Внутренние и наружные реаьбы общего назначения, а также большинство специальных резьб контактируют по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по и . Действительный характер взаимного контакта боковых сторон профиля резьбы на длине свинчивания, то есть посадку, определяют не только действительные значения средних диаметров, но и отклонения шага и половины угла профиля резьбы соединяемых деталей, поэтому характер посадки резьбового соединения зависит от зазора или натяга, которые численно представляют собой разницу действительных значений приведенных средних диаметров резьбы, болта и гайки.
Отклонения отсчитываются от номинального профиля резьбы в направления, перпендикулярном оси резьбы.
Для получения посадок сзазором предусмотрено пять основных отклонений (d, е. f, g, h) дkя наружной b четыре (Е, F, G, Н) для внутренней резьбы. Эти отклонения одинаковы для диаметров , , , , , . Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
Поле допуска резьбы образуют сочетанием поля допуски среднего диаметра с полем допуска диаметра выступов, например: 4h6h, 8h5h, 5h6h. Предпочтение следует отдавать полям допусков одной степени точности. В этом случае поле допуска обозначают один раз.
Наиболее распространенной является резьба с небольшим зазором: бН/бg. В обоснованных случаях разрешается применять поля допусков, образованные иными сочетаниями полей допусков.
Посадки c натягом по среднему диаметру используют, когда в резьбовом соединении недопустимо самоотвинчивание под воздействием внешних факторов. Примером может служить посадка шпилек в корпуса двигателей.
Посадки с натягом предусмотрены только в системе отверстия. Для посадок с гарантированным натягом необходимо устанавливать весьма малые допуски по среднему диаметру, так как при больших допусках возможно проскальзывание или заклинивание резьбы. В связи с этим для резьб с натягом допуск на средний диаметр резьбы установлен: для гнезд - по степени точности 2, для шпилек - по степеням точности 3 и 2.
Для посадок с натягом установлены следующие основные отклонения и степени точности:
-наружный диаметр шпильки: d - 6е, 6с;
-средний диаметр шпильки: d2-2r, 3p(2), 3n(3);
-диаметр гнезда: D, D2 - 2Н5D, 2Н5С, 2Н4D(3), 2H4C(3), 2H6D(2), 2Н5С(2).
При отклонениях 2H5D(2) и других с указанием цифры в скобках производится сортировка на группы по среднему диаметру, цифра указывает на число групп. В этом случае в допусках среднего диаметра не включаются компенсации отклонений шага и угла наклона боковой стороны профиля.
Для переходных посадок установлены следующие основные отклонения и степени точности:
-наружный диаметр шпильки: d – 6g;
-средний диаметр шпильки: d2 -2m, 4jk, 4j, 4jh;
-наружний диаметр гнезда: D - 6Н;
-внутренний диаметр гнезда: D2 – 3H, 4H, 5H;
Схемы расположения полей допусков посадок резьбовых соединений приведены на рис. 6.1.
Схема расположения полей допусков резьбовых соединений
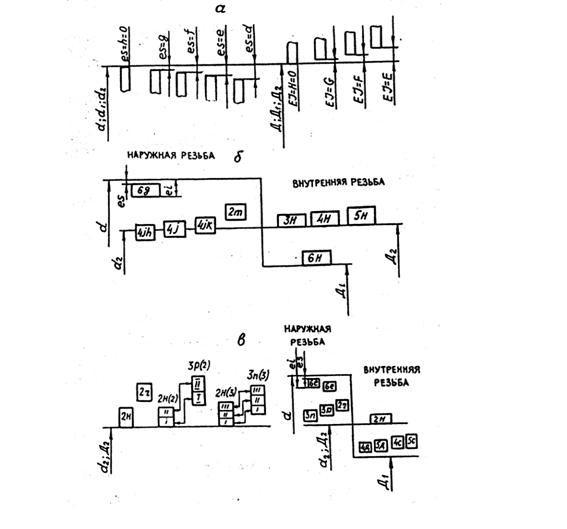
Рис. 6.1
Посадки: а- с зазором, б- переходные, в – с натягом.
Контроль резьбовых изделий выполняется с помощью предельных
калибров (комплексный метод) и поэлементно (дифференцированный
метод). При поэлементном контроле проверяют собственно средний диаметр, шаг и половину угла профиля.
Измерение собственно среднего диаметра можно выполнять контактным прибором с резьбовыми вставками и косвенным методом с
помощью трех проволочек.
6.2.Методика проведения работы.
Получить у преподавателя образец резьбовой детали (болта).
Измерить наружный диаметр с помощью микрометра и штангенциркуля.
С помощью резьбометра определить шаг резьбы Р.
Уточнить номинальный наружный диаметр резьбы по ГОСТ 8724-81.
Рассчитать диаметр проволочек по формуле:

где Р - шаг, мм;
- угол профиля ( для метрической резьбы).
для метрической резьбы).
Диаметр проволочек может находится в диапазоне

Установить проволочки в приспособление и ввести между ними болт. Проволочки закладывался таким обрезом, чтобы одна лежала во впадине с одной стороны резьбы, а две другие - в соседних впадинах на диаметрально противоположной стороне резьбы (см. рис.6.2.)
Измерить размер М с помощью микрометра.
Вычислить измеренный средний диаметр резьбы:

Схема измерений среднего диаметра резьбы

Рис.6.2.
Вычислить номинальный средний диаметр резьбы по ГОСТ 9150-81 (СТ СЭВ 180-75):

Сравнить и  1 и дать заключение о годности болта для резьбового соединения с зазором. Болт годен, если:
1 и дать заключение о годности болта для резьбового соединения с зазором. Болт годен, если:

где  - минимальное значение среднего диаметра резьбы заданных степени точности и основного отклонения.
- минимальное значение среднего диаметра резьбы заданных степени точности и основного отклонения.
Для крепежных соединений с зазором предпочтительными полями допусков являются: 6g – для наружных; 6Н – для внутренних. Поэтому:

где еs - основное отклонение (З.табл.II 56,с.259);
 - допуск на диаметр по ГОСТ 16093-81 (З.табл.II 54,стр.257).
- допуск на диаметр по ГОСТ 16093-81 (З.табл.II 54,стр.257).
Допуск по ГОСТ 16093-81 - суммарный, он включает в себя допуск на собственно средний диаметр, а также величины компенсаций погрешностей шага и погрешностей половины угла профиля.
Измерить наружный диаметр резьбы и дать оценку годности:

Значения  (З, табл.II 53, с.287).
(З, табл.II 53, с.287).
6.3. Результаты и их обработка.
Осуществить замеры и расчёты согласно п.6.2. Результаты свести в таблицу 6.1 и таблицу 6.2.
Таблица 6.1
Метрологические параметры замеров
| Измеряемый параметр резьбы
| Наименование прибора, ГОСТ
| Цена деления шкалы
|
|
|
|
|
6.4. Контрольные вопросы для самопроверки
- классификация резьб, области применения;
- основные параметры резьб;
- виды погрешностей в резьбовых соединениях;
- комплексный и дифференциальный метод контроля резьб;
- образование гезьбовых посадок с зазором, переходных и посадок с натягом;
- обозначение и графическое изображение допусков и посадок метрических резьб;
- по какому параметру формируются посадки резьбовых соединений?
- методика оценки пригодности резьбового соединения.
Таблица 6.2
Результаты замеров и расчетов.
| Параметры.
| Един.
измер.
| Значения
параметров
| Заключение о годности по параметру
|
| Шаг резьбы, Р
| мм
|
|
|
| Наружный диаметр, d
| мм
|
|
|
| Диаметр проволочек, dn
| мм
|
|
|
| Размер М
| мм
|
|
|
| Средний диаметр, d2
| мм
|
|
|
Литература
1. Саранча Г.А. Взаимозаменяемость, стандартизация и технические измерения: Учебник. - М.: Издательство стандартов, 1982.-264с.
2. Взаимозаменяемость, стандартизация и технические измерения: Учебник для втузов/ А.И.Якушев, Л.Н.Воронцов, Н.М.Федотов.-6-е изд.М.: Машиностроение, 1937.-352 с.
З. Козловский Н.С. Ключников В.М. Сборник примеров и задач по курсу “Основы стандартизации, допуски, посадки и технические игмереия”-М: Машиностроение,.1988.-304 с.
4. Анухин В. И. Допуски и посадки. Выбор и расчет, указание на чертежах: Учеб. пособие. 2-е изд., перераб. и доп. СПб.: Изд-во СПбГТУ, 2001. - 219 с.
Лабораторная работа №7






