Наибольшее расстояние между центрами, мм: 3 200
Наибольший диаметр обрабатываемой заготовки, мм: 3 200
Наибольшая масса заготовки, кг: 16 000
Частота вращения шпинделя, мин-1: 0,8—63
Мощность привода шпинделя, кВт: 30
Масса, кг: 58 000
В передней бабке 4, жестко закрепленной на плите 1, размещена коробка скоростей. Основание 2 суппорта с продольными направляющими и заднюю бабку 6 можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты. Обрабатываемую заготовку закрепляют на планшайбе 5 в кулачках или с помощью прихватов и болтов (при необходимости ее поддерживают центром задней бабки). Движение подачи осуществляется от отдельного электродвигателя; суппорту 3 можно сообщать продольное и поперечное движение подачи.
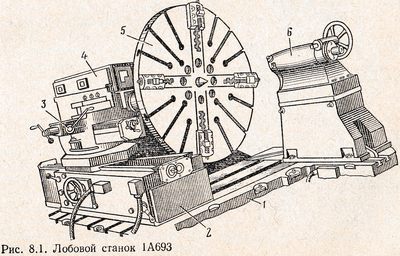
Из-за невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко. Они вытеснены более совершенными карусельными станками.
Затыловочный станок. Конструкция. Принцип работы. Назначение. Универсальный токарно-затыловочный станок предназначен для затылования одно- и многозаходных червячных модульных фрез, а также гребенчатых, дисковых и фасонных фрез и инструментов с прямыми, косыми или торцовыми зубьями. На этом станке можно выполнять также все виды токарных работ в полуавтоматическому цикле.Станок имеет:
- самоконтрящийся механизм отвода резца,
- закаленные направляющие под каретку,
- заднюю бабку,
- цельную гайку ходового винта,
- быстроходный отбойный механизм с бесступенчатой коррекцией величины отбоя при работе станка.
Раздельный привод главного движения с автоматической коробкой скоростей обеспечивает независимость настроек винторезной, отбойной цепей и цепи спиралей, частоты вращения шпинделя, регулирования скорости обратного холостого хода, возможность изменения частоты вращения шпинделя на ходу и отключение вращения шпинделя при работающей цепи затылования для насечки червячных шеверов.
Принцип работы станка
Затылуемый инструмент закрепляют на оправке в центрах станка. Инструмент получает вращательное движение со скоростью резания. Режущий инструмент устанавливают в затыловочном суппорте, которому сообщается возвратно-поступательное движение в направлении, перпендикулярном к оси центров (затыловочное движение, согласованное с вращением заготовки), и продольное перемещение по направляющим станины (рис. 1).
При затыловании цилиндрических фрез продольное перемещение суппорту сообщается от ходового вала, а при затыловании червячных фрез - от ходового винта. При затыловании дисковых фрез продольное перемещение суппорта отсутствует.
Сверлильные станки. Сверлильный станок – это тип промышленного оборудования, предназначенный для выполнения операций сверления, зенкерования, рассверливания и растачивания отверстий. Данный тип техники позволяет также нарезать резьбы, вырезать детали из листового материала. В процессе обработки изделий используют специальные рабочие инструменты (сверло, метчик, зенкер, развертка и др.).
Вертикально-сверлильные станки. Принцип работы. Кинематическая схема. Назначение. Вертикально-сверлильное оборудование является одним из самых распространенных на производстве предприятий, занимающихся обработкой различных материалов. Машины этого типа используются для обработки отверстий в малогабаритных заготовках. В процессе работы с целью совмещения осей рабочего инструмента и отверстия заготовка передвигается относительно неподвижного сверла (или зенкера, развертки). Основное движение в станке – это вращение шпинделя (происходит от вертикального электродвигателя через зубчатую передачу). Движение подачи происходит от шпинделя к гильзе.
Горизонтально-сверлильные станки. Назначение. Принцип работы. Этот тип оборудования предназначен для горизонтальной обработки различных деталей и заготовок. Сверлильный блок располагается в торцевой части относительно конструкции, а также имеет функцию смещения по высоте. Для этого в станке присутствует вертикально расположенные направляющие.
Специфика работы подобных моделей заключается в возможности обработки массивных деталей. Для этого конструкция оборудования должна включать в себя относительно большой рабочий стол. Для надежной фиксации деталей рекомендуется использовать магнитное основание. Чаще всего горизонтально-сверлильные установки применяются для комплектации больших производственных линий.
Специфика эксплуатации оборудования:
· наличие устройств для точного позиционирования сверла;
· поворотный механизм рабочего стола. С его помощью происходит смещение детали, что повышает производительность комплекса;
· сверлильный блок рассчитан на максимально возможные механические нагрузки. Это позволяет обрабатывать детали из специальных инструментальных сортов стали.
Основным недостатком данных моделей является высокая стоимость. Также следует учитывать трудоемкость обслуживания из-за сложности конструкции.
Многошпиндельные сверлильные станки. Для одновременного формирования нескольких отверстий необходимо использовать многошпиндельные модели. Особенностью их конструкции является наличие нескольких обрабатывающих блоков. Они могут иметь горизонтальное или вертикальное расположение.
Данный тип оборудования применяется только для массового производства, эксплуатация его в домашних условиях или небольших частных мастерских нецелесообразна. Несмотря на множество положительных качеств, многошпиндельные станки отличаются сложностью в настройке, характеризуются большими размерами.
Особенности конструкции многошпиндельных станков:
· требователен к компоновке рабочего стола. Зачастую этот тип оборудования устанавливается в потоковом производстве. Поэтому подача заготовки должна выполняться автоматически;
· схема настройки параметров сверлильных шпинделей. Каждый из них может выполнять различные типы операций, что усложняет настройку.
Сверлильное оборудование этого типа не является особо популярным. Чаще всего их разрабатывают для конкретного производственного процесса.
Заточные станки, универсально- заточные станки для заточки сверл. станок для заточки и переточки металлорежущего инструмента.
Преимущественное применение имеют заточные станки имеющие абразивные шлифовальные круги.
Станки подразделяются на универсальные, предназначенные для заточки режущих инструментов различных видов, и специализированные, для заточки инструментов только одного вида.
Универсальные станки комплектуются нормальными и специальными приспособлениями служащими для установки и закрепления разнообразных режущих инструментов: зенкеров, развёрток, метчиков, плашек, фрез, фрезерных головок, свёрл, фасонных резцов. Универсальные заточные станки предназначены для заточки и доводки основных видов инструмента из инструментальной стали, твердого сплава и минералокерамики абразивными, алмазными, шлифовальными и эльборовыми кругами.
Многоцелевые станки этого типа применяются для шлифования, заточки и переточки, доводки слесарного, металлорежущего и дереворежущего инструмента: ленточных, дисковых и круглых сегментных пил, кромок правых и левых сверл, фасонных острозаточенных и торцовых фрез, пильных цепей бензопил, фасонных плоских строгальных и фуговальных ножей, токарных резцов.
Универсальный заточной станок - технические параметры:
- точность доводки, заточки и шлифовки инструмента;
- диапазон регулирования скорости вращения круга;
- скорость подачи инструмента;
- диапазон угла заточки;
- скорость выполнения операции;
- с охлаждением затачиваемой поверхности и без него;
- наличие вентиляции и отсоса пыли, бесшумность работы.
По компоновке многоцелевые заточные станки бывают настольного и напольного исполнения. Традиционно привод осуществляется с помощью электродвигателя через клиноременную передачу.
Станки для заточки ленточных пил, сверл и другого инструмента комплектуются специальными приспособлениями и оснасткой: системой водяного охлаждения (СОЖ), синусной линейкой, оптическими устройствами, приспособлениями для заточки конкретных видов инструмента.
Расточные станки предназначены для растачивания, сверления, зенкерования, нарезания внутренней и наружной резьб, обтачивания цилиндрических поверхностей, подрезки торцов, цилиндрического и торцового фрезерования крупноразмерных заготовок в условиях индивидуального и серийного производства. Иногда на расточных станках можно производить окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Горизонтально-расточные станки. Назначение. Конструкция. Горизонтально-расточный станок имеет горизонтальный шпиндель, расположенный в бабке. Несмотря на эту особенность, данный вид является наиболее распространенным в использовании. Стол позволяет совершать перемещения, как в продольном, так и в поперечном направлении, существует возможность в ручном и автоматизированном повороте стола. Главное движение в данном виде станков – это вращение шпинделя. Существуют тяжелые, малые и средние горизонтально-расточные станки, в зависимости от диаметра шпинделя. У среднего стол перемещается в продольном и поперечном, у тяжелого стол отсутствует, а заготовку устанавливают на станине.
Малые и средние станки имеют основные узлы:
- передняя стойка
- шпиндельная бабка
- станина
- стол
- задняя стойка.
Обработка глубоких отверстий. Назначение планетарного механизма.
Координатно-расточные станки. Назначение. Конструкция. Наиболее точными являются координатно-расточные станки, в процессе производства они совершают меньше погрешностей благодаря возможности задавать координаты. В целом работа данного вида оборудования не отличается от других видов. Такие станки получили применение в машиностроении и металлургии при расточке деталей средних размеров, контрольно-измерительных инструментов и эталонных образцов. Разделяют одностоечные и двухстоечные станки. В одностоечных перемещение стола осуществляется в продольном и поперечном направлении и вертикальное перемещение шпиндельной бабки. В двухстоечных стол имеет только продольное перемещение и поперечное перемещение шпиндельной бабки. Также последними изменениями являются модели с автоматизированным программным управлением, что значительно упрощает работу и повышает производительность на предприятии.
Гильотины по металлу, прессножницы. Конструкция. Назначение.Гильотина, гильотинные ножницы (фр. guillotine) — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона. Предназначены для прямой продольной и поперечной резки листового и полосового материала из стали, цветных металлов и их сплавов на начальном этапе производства. Основное преимущество ножниц гильотинного типа состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие. Чем больше угол наклона, тем меньше усилие и хуже качество реза[1][2]. Гильотина — это общее название механизмов[ источник не указан 1493 дня ], служащих для обрубания кабелей, резки металлических листов, бумаги и других операций, связанных с рубящим движением.
Основное назначение механической гильотины - рубка листового материала на заготовительном производстве. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются. Для удержания материала во время реза, некоторые гильотины имеют в своём составе прижим - пресс с механическим или гидравлическим приводом[3]. Пресс снижает эффект вытягивания материала из под ножа и рез получается ровнее. Кроме того, наличие прижима позволяет с успехом резать стопки материала. В типографиях гильотины с прижимом применяются для форматирования (нарезки) больших кип бумаги.
Тот же принцип применяется в механизмах для резки листового (прокатного) металла (станки гильотинного типа, гильотинные ножницы), а также для обрубки кабелей в аварийных ситуациях, например, в случае необходимости сброса испытываемого на подвесе двигателя с летающей лаборатории, все связанные с этим двигателем провода обрубаются гильотиной, а не отключаются. В мясоперерабатывающей промышленности имеются дробилки гильотинного типа. Приспособление для обрезки кончиков сигар устроено по тому же принципу и называется гильотинкой.
Хонинговальные станки. Хонинговальный станок
шлифовально-притирочный металлорежущий станок дляхонингования (См. Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- имногошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические иавтоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивныхбрусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемойповерхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространеныполуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
механическая ножовка, трезной ножовочный станок (механическая ножовка) модели Н-1, предназначенный для резания проката например круглого, квадратного, двутаврового) в плоскости, перпендикулярной оси заготовки. ленточнопильные станки танок, рабочим органом которого является ленточная пила (пила в виде замкнутой ленты, натянутой на шкивы и непрерывно обращающейся вокруг них). По расположению этой пилы станки подразделяются на горизонтальные и вертикальные[1]. Предназначен для резки дерева или металла[2]. Есть также специализированные ленточнопильные станки для резки пищевых замороженных продуктов.. На станке используется в качестве рабочего инструмента ленточная пила.
Различают станки маятникового типа, работающие на одной опоре по принципу качения маятника (одноколонные), двухколонные- с гидравлическим приводом регулирования скорости подачи, а также гильотина (или ножницы), с опускающейся пильной рамой.
Также различают станки с ручным управлением, полуавтоматические станки с автоматическим возвратом рамы и автоматические станки, позволяющие автоматизировать цикл по программе, включая рез и подачу на определенную длину материала.
По применению в пилении различных материалов различают использование ленточных пил в зависимости от материала изготовления: биметаллические ленточные пилы и ленточные пилы с твердосплавными напайками, применяемые для пиления сложных материалов.
Круглопи́льныйстано́к (устаревшее название: стационарная циркулярная пила) — станок, предназначенный для продольной, поперечной распиловки и распиловки под углом древесины и других материалов. Режущим инструментом в данном станке является круглая пила.
Конструкция[править | править вики-текст]
Основные элементы круглопильного станка: станина, пильный вал, механизм подачи, приводы пильного вала. Круглопильные станки могут быть однодисковыми и многодисковыми. По способу подачи распиливаемого материала различают станки с ручной и автоматической подачей.






