Используя технологию низкотемпературного прессования (при комнатной или близкой к ней температуре и высоких давлениях) порошков и спекания получаемых таблеток (шайб) при достаточно высоких температурах (1000-1300 °С), можно получить керамические материалы с плотностью, близкой к теоретической и высокой химической устойчивостью. Работы в данном направлении наиболее активно проводятся в США, Франции и Германии, а также Австралии.
Типичный процесс такого рода разрабатывается в Ливерморской национальной лаборатории им. Лоуренса (США) для иммобилизации оксидного топлива и избыточного оружейного плутония в цирконолитовую или пирохлоровую керамику. На лабораторном уровне процесс включает: --радиоактивный отход керамика
--смешение оксида плутония и поглотителя нейтронов (нейтронного яда) Gd2O3 с керамическими добавками (TiO2, ZrO2, НfО2, СаО, Аl,О3);
--холодное прессование порошков под давлением 14-21 МПа в шайбы диаметром 3,5 дюйма (около 9 см) и толщиной 0,77 дюйма (около 1,6 см), массой 300 г с плотностью 2,37г/см3 (51% от теоретической);
--спекание (обжиг) по следующему режиму: первые 40 мин – нагрев от комнатной температуры до 200°С со скоростью ~3°С/мин, вторые 40 мин – нагрев от 200 до 400°С со скоростью ~3°С/мин и выдержка при 400°С в течение 2 ч, окончательный нагрев от 400 до 1300°С со скоростью ~3°С/мин и спекание при 1300°С в течение 4 ч;
--охлаждение в течение 14 ч (в течение ночи) в отключенной печи.
Конечный продукт имеет вид шайб диаметром ~2,7 дюйма (6,86 см), толщиной ~0,62 дюйма (1,57 см), массой ~259 г с плотностью 4,46 г/см3 (~95 % от теоретической).
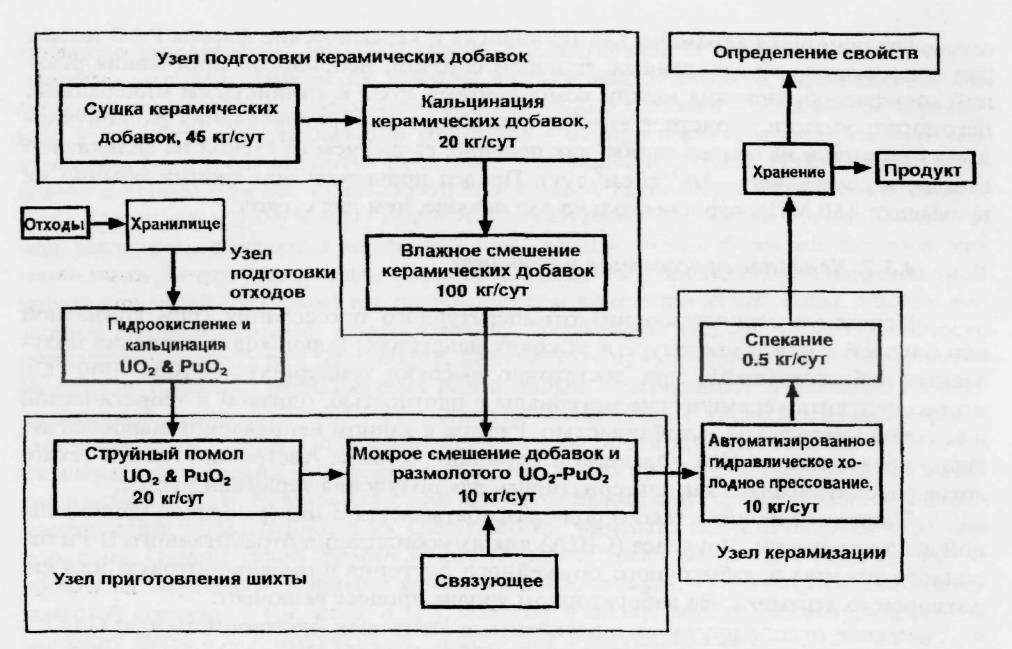
Блок-схема процесса керамизации ВАО и оружейного плутония в Ливерморской национальной лаборатории им. Лоуренса (США) [1]
Тщательно измельченную смесь оксидов урана и плутония (или кальцината ВАО) смешивают с предварительно подготовленными керамическими добавками и прессуют в шайбы, которые затем спекают и направляют в хранилище. Качество продукта постоянно контролируют.
Горячее прессование
Горячее прессование представляет собой спекание под давлением. В результате совместного действия высокой температуры и давления улучшается контакт частиц шихты друг с другом, увеличивается скорость твердофазных реакций минералообразования и снижается их температурный интервал протекания и повышается плотность конечного продукта, по сравнению со спеканием при обычном давлении. Это позволяет получать продукты с плотностью максимально близкой к теоретической.
Качество продукта при горячем прессовании сильно зависит от размеров частиц сырьевых материалов, качества смешения компонентов и от того, находятся ли они в реакционноспособной форме или нет. Для обеспечения наилучшего контакта частиц шихты обычно применяют специальные методы ее подготовки: ультратонкий помол с использованием механоактивирующих устройств, соосаждение из раствора или золь-гель процесс с использованием алкоголятов.
Из методов горячего прессования были разработаны и испытаны следующие:
– горячее изостатическое прессование (в Ливерморской Национальной лаборатории Лоуренса, США; в AEREв Харуэлле, Великобритания; в ASEA, Швеция и ANSTO, Австралия);
– одноосное горячее прессование в графитовых формах при 1050-1200°С и давлении 7-27 МПа (в зависимости от способа подготовки шихты) – достигается плотность >98% от теоретической (в ААЕС, ANU, Ливерморе и Sandia);
– одноосное горячее прессование в контейнерах-мехах из нержавеющей стали при температурах 1150-1200°С и давлениях 14-21 МПа. В настоящее время на демонстрационной установке(в ANSTO, Австралия) с производительностью 10 кг/ч получают Synroc, содержащий 10-20 % имитированных оксидов ВАО.

Блок-схема процесса получения керамики Synroc в ANSTO (Австралия)






