

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ИМ. А.Н.КОСЫГИНА
(ТЕХНОЛОГИИ. ДИЗАЙН. ИСКУССТВО)»
отчет
по преддипломной практике
Выполнил:
студент гр. ММТ-13
Горячкин Д.В.
Проверил: к.т.н.
Козлов А.С.
Москва 2017г.
Оглавление
Введение
Актуальность разработок
Контурные операции в швейном производстве
Контурные операции в обувном производстве
Заключение
Введение
В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. Главная задача современного общества заключается в развитии экономики, повышении уровня жизни и благосостояния населения. Эти цели требуют общего развития отраслей легкой промышленности, увеличения объема выпускаемой продукции и улучшения ее качества.
Добиться осуществления поставленных задач можно путем повсеместной автоматизации технологических процессов, повышение производства и снижением ресурсоемкости производства. Развитие машиностроения для легкой промышленности происходит еа базе повышения скоростей машин, автоматизации процессов обработки и замены ручного труда на трудоемких операция хм целью увеличения производительности, повышения надежности оборудования и улучшения качества изделий.
В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. К этим операциям относятся сшивание деталей изделия по контуру, раскрой материала по контуру лекала, размножение лекал, спускание края деталей
|
|
верха обуви под загибку, загибка края деталей верха обуви, взъерошивание формованной подошвы по контуру, горячее формование края деталей верха обуви, окраска уреза деталей верха обуви и т.д.
Актуальность разработок
Большинство операций по выполнению контурных строчек, производится на универсальных швейных машинах с ручным способом ориентации сшиваемых деталей относительно иглы. Это сказывается на низкой производительности процесса и невысоком качестве выполнения операций, так как напрямую зависит от квалификации рабочего.
Выполнение большинства контурных строчек связано с перемещением объекта обработки по сложному закону. При высокой скорости подачи обрабатываемых деталей снижается качество и точность выполняемых строчек, выполняемых операторов в ручном режиме. Кроме того, частая смена моделей, фасонов, размеров и полнот пошиваемых изделий, которая характерна для товаров народного потребления, оказывают отрицательное влияние на производительность труда и качество выпускаемой продукции. Все это предъявляет повышенные требования к профессиональной подготовки операторов, занятых на операциях по выполнению контурных строчек, а следовательно, приводит к значительному расходованию времени и средств на их обучение.
Поэтому создание простого по конструкции, надежного в эксплуатации и технологически гибкого швейного оборудования, позволяющего производить обработку по контуру в автоматическом режиме без участия оператора в процессе транспортировки и ориентации объекта обработки, является большим резервом роста
производительности труда, улучшения качества и снижения трудозатрат выпускаемой продукции, улучшения условий труда.
|
|
Актуальность работ в области автоматизации сборки швейных изделий и обуви, обусловлена сложностью и большим числом сборочных операций, значительным удельным весом ручного труда при выполнении, недостаточной загрузкой технологического оборудования за счет больших затрат времени на выполнение вспомогательных приемов и операций.
Рациональная система управления должна характеризоваться малым количеством устройств, что позволяет снизить энергоемкость и металлоемкость машины, повысить ее надежность и производительность. Поэтому одним из перспективных в автоматизации контурной обработки детали является создание простых по конструкции и надежных в работе систем управления швейными машинами
В вопросе создания автоматизированного оборудования для выполнения краевых операций на деталях легкой промышленности этому требованию отвечают швейные системы, оснащенные транспортно-ориентирующими устройствами (ТОУ). В них требуемый контур швейной строчки получается за счет поворота объекта обработки до контакта с направляющим устройством при помощи корректирующего устройства.
Пошив мужских сорочек.
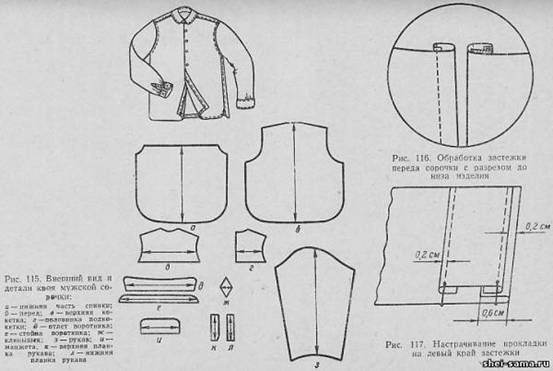
Верхние мужские сорочки в зависимости от назначения (для каждодневной носки и выходные) изготовляют различных фасонов из тканей разных видов.
Детали кроя мужской сорочки показаны на рисунке
Обработка карманов
В сорочках обрабатывают накладные карманы. При изготовлении сорочек из тканей в клетку рекомендуется выкраивать карманы по косому направлению нитей (под углом 45' к нитям основы).
Верхние края карманов обрабатывают цельнокроеными или с притачными обтачками, клапанами, листочками. Клапан или листочку накладывают на изнанку кармана и притачивают швом шириной 0,6 см. Шов расправляют, отгибают на лицевую сторону, образуя из клапана или листочки кант шириной 0,1 см. Нижний край клапана или листочки настрачивают на карман одной или двумя строчками в зависимости от модели. Обтачку складывают с карманом лицевой стороной внутрь.
Обработка спинки
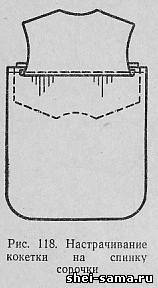
Если спинка имеет кокетку с подкокеткой, состоящей из двух частей, то сначала стачивают части подкокетки швом шириной 0,7 см. Затем верхнюю кокетку накладывают лицевой стороной на лицевую сторону спинки, а нижнюю кокетку - на изнаночную сторону спинки и настрачивают швом шириной 0,1 см, применяя приспособление для подгиба краев. Подкокетку отгибают в сторону верхней кокетки и подрезают излишки ткани по плечевым срезам и горловине (рис. 118).
|
|
Обработка низа сорочки
Низ сорочек обрабатывают швом вподгибку с закрытым срезом. Ширина шва предусматривается моделью.
Пристрочка носков к союзке.
Операция необходима в заготовках с отрезным носком. Линия носка, а потому и строчка, может быть прямая и фигурная (рис. 4). Операция выполняется следующим образом. Носок, наклеенный на союзку и подклеенный межподкладкой, скрепляется двухрядным,
трехрядным или четырех рядным швом, строчки проходят по обеим сторонам перфорации. Первая строчка должна отстоять от края носка на 0,75 мм, расстояние между смежными строчками, расположенными по обе стороны перфорации, в зависимости от характера последней должно равняться 3-5 мм. Носок должен быть наклеен на союзку и пристрочен ровно, без смещения, так, чтобы край ее перекрывался на 7-8 мм.
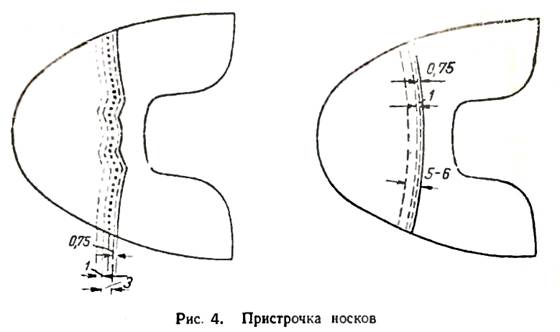
Край союзки должен быть спущен и должен совпадать с краем носка. Межподкладка должна быть захвачена строчкой и не должна иметь складок. На носках надо особенно тщательно избегать плохой утяжки ниток, обрывов, пропусков стежек и неровности строчки.
Пристрочка союзок.
Это операция чрезвычайно ответственная. Ее значение для качества обуви очень велико. При малейшем смещении союзки во время пристрочки получается кривая строчка, неправильна, кривая заготовка. Попытка исправить неправильную пристрочку союзки вторичной строчкой обычно приводит к повреждению материала (прорубу).
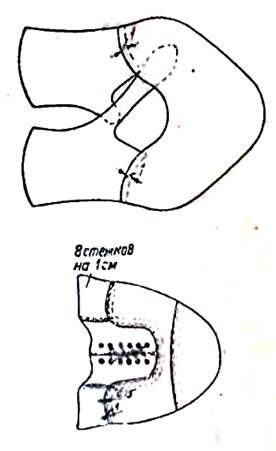

Союзки могут иметь различную форму и конфигурацию (рис 6). Перед пристрочкой их приклеивают к берцам и задинкам, перекрывая края этих деталей на 7-8 мм.
Качественное выполнение операции достигается при условии, что: 1) центр союзки совпадает с линией соединения берцев; 2) строчка строго параллельна краю и хорошо утянута; не имеет пропусков и обрывов; проколы, сделанные иглой, заполнены ниткой; 3) расстояние строчек от края такое, как на носках и задниках; 4) межподкладка захвачена строчкой.
|
|
Заключение
В настоящее время уровень автоматизации выполнения контурных строчек не высок. В основном, используются полуавтоматы, в которых объект контурной обработки жестко фиксируется: в кассете, пяльцах, зажимах. Перемещение по сложному закону задается копиром, шаблоном, кулачками или компьютерной программой, управляющей шаговыми двигателями.
Такие полуавтоматы сложны, ненадежны в работе, имеют малое число выполняемых строчек и уступают универсальным машинам в производительности и стоимости.
Более перспективными являются универсальные швейные машины, оснащенные транспортно-ориентирующими устройствами. Первые такие машины демонстрировались на международных выставках «Инлегмаш-76, -82» и описаны в американских и немецких патентах
Отличительной особенностью этих устройств является их универсальность (возможность установки на различные швейные машины), надежность конструкции за счет использования простых механических следящих систем, позволяющих в зависимости от величины давления края объекта обработки на направляющее устройство менять корректирующее воздействие на деталь.
ИМ. А.Н.КОСЫГИНА
(ТЕХНОЛОГИИ. ДИЗАЙН. ИСКУССТВО)»
отчет
по преддипломной практике
Выполнил:
студент гр. ММТ-13
Горячкин Д.В.
Проверил: к.т.н.
Козлов А.С.
Москва 2017г.
Оглавление
Введение
Актуальность разработок
Контурные операции в швейном производстве
Контурные операции в обувном производстве
Заключение
Введение
В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. Главная задача современного общества заключается в развитии экономики, повышении уровня жизни и благосостояния населения. Эти цели требуют общего развития отраслей легкой промышленности, увеличения объема выпускаемой продукции и улучшения ее качества.
Добиться осуществления поставленных задач можно путем повсеместной автоматизации технологических процессов, повышение производства и снижением ресурсоемкости производства. Развитие машиностроения для легкой промышленности происходит еа базе повышения скоростей машин, автоматизации процессов обработки и замены ручного труда на трудоемких операция хм целью увеличения производительности, повышения надежности оборудования и улучшения качества изделий.
|
|
В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. В швейной и обувной промышленности существует множество операций, выполнение которых требует ориентации рабочего органа машины по определенному контуру, будь то край обрабатываемой детали, шаблон или произвольно заданная линия. К этим операциям относятся сшивание деталей изделия по контуру, раскрой материала по контуру лекала, размножение лекал, спускание края деталей
верха обуви под загибку, загибка края деталей верха обуви, взъерошивание формованной подошвы по контуру, горячее формование края деталей верха обуви, окраска уреза деталей верха обуви и т.д.
Актуальность разработок
Большинство операций по выполнению контурных строчек, производится на универсальных швейных машинах с ручным способом ориентации сшиваемых деталей относительно иглы. Это сказывается на низкой производительности процесса и невысоком качестве выполнения операций, так как напрямую зависит от квалификации рабочего.
Выполнение большинства контурных строчек связано с перемещением объекта обработки по сложному закону. При высокой скорости подачи обрабатываемых деталей снижается качество и точность выполняемых строчек, выполняемых операторов в ручном режиме. Кроме того, частая смена моделей, фасонов, размеров и полнот пошиваемых изделий, которая характерна для товаров народного потребления, оказывают отрицательное влияние на производительность труда и качество выпускаемой продукции. Все это предъявляет повышенные требования к профессиональной подготовки операторов, занятых на операциях по выполнению контурных строчек, а следовательно, приводит к значительному расходованию времени и средств на их обучение.
Поэтому создание простого по конструкции, надежного в эксплуатации и технологически гибкого швейного оборудования, позволяющего производить обработку по контуру в автоматическом режиме без участия оператора в процессе транспортировки и ориентации объекта обработки, является большим резервом роста
производительности труда, улучшения качества и снижения трудозатрат выпускаемой продукции, улучшения условий труда.
Актуальность работ в области автоматизации сборки швейных изделий и обуви, обусловлена сложностью и большим числом сборочных операций, значительным удельным весом ручного труда при выполнении, недостаточной загрузкой технологического оборудования за счет больших затрат времени на выполнение вспомогательных приемов и операций.
Рациональная система управления должна характеризоваться малым количеством устройств, что позволяет снизить энергоемкость и металлоемкость машины, повысить ее надежность и производительность. Поэтому одним из перспективных в автоматизации контурной обработки детали является создание простых по конструкции и надежных в работе систем управления швейными машинами
В вопросе создания автоматизированного оборудования для выполнения краевых операций на деталях легкой промышленности этому требованию отвечают швейные системы, оснащенные транспортно-ориентирующими устройствами (ТОУ). В них требуемый контур швейной строчки получается за счет поворота объекта обработки до контакта с направляющим устройством при помощи корректирующего устройства.
Контурные операции в швейном производстве
Пошив мужских сорочек.
Верхние мужские сорочки в зависимости от назначения (для каждодневной носки и выходные) изготовляют различных фасонов из тканей разных видов.
Детали кроя мужской сорочки показаны на рисунке
Обработка карманов
В сорочках обрабатывают накладные карманы. При изготовлении сорочек из тканей в клетку рекомендуется выкраивать карманы по косому направлению нитей (под углом 45' к нитям основы).
Верхние края карманов обрабатывают цельнокроеными или с притачными обтачками, клапанами, листочками. Клапан или листочку накладывают на изнанку кармана и притачивают швом шириной 0,6 см. Шов расправляют, отгибают на лицевую сторону, образуя из клапана или листочки кант шириной 0,1 см. Нижний край клапана или листочки настрачивают на карман одной или двумя строчками в зависимости от модели. Обтачку складывают с карманом лицевой стороной внутрь.
Обработка спинки
Если спинка имеет кокетку с подкокеткой, состоящей из двух частей, то сначала стачивают части подкокетки швом шириной 0,7 см. Затем верхнюю кокетку накладывают лицевой стороной на лицевую сторону спинки, а нижнюю кокетку - на изнаночную сторону спинки и настрачивают швом шириной 0,1 см, применяя приспособление для подгиба краев. Подкокетку отгибают в сторону верхней кокетки и подрезают излишки ткани по плечевым срезам и горловине (рис. 118).
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!