Для изготовления рулонируемых полотнищ больших размеров со стыковыми швами используют специальные двухъярусные стенды, обеспечивающие высокий уровень механизации сборки и сварки. Общий вид такого стенда показан на рис.39.

Рис. 39 Общий вид установки для изготовления рулонных полотнищ большого размера
Последовательность работы механизмов, обеспечивающих сборку, показана на рис. 40. Поданые из контейнеров 1 (рис.40, а) листы 3 в продольном направлении сдвигаются до упора в кромку ранее собранного полотнища 5 кран-балкой 2, а в поперечном — боковыми толкателями 4 и 6. Продольная подача листов должна предшествовать поперечной для предотвращения образования нахлестки. Когда короткие кромки листов окажутся под улавливателями 7, ограничивающими их поднятие над настилом, включают подачу в поперечном направлении (рис.40,6). При дальнейшем продвижении кран-балки 2 в продольном направлении листы досылаются до упора в кромку ранее сваренного полотнища, что обеспечивает прямолинейность новой кромки (рис.40,в). При этом максимальный зазор по длине собранного стыка ограничивается удвоенным допуском ± 1 мм на длину листов при механической обработке их кромок.

Рис.40. Последовательность сборки листов под сварку поперечного шва
После зажатия второй кромки поперечного стыка клавишами его сваривают под флюсом, используя двухдуговой автомат 3 (рис.41), позволяющий сваривать полотнища из листов переменной толщины. Первая дуга образуется одним электродом, совершающим колебания поперек стыка, вторая дуга — двумя расщепленными электродами. Сварку ведут в направлении от более толстых листов к более тонким, изменяя режим отключением одной из дуг при сохранении непрерывности движения аппарата по всей длине стыка.

Рис. 41 Схема подачи и сборки листов
Для сворачивания рулонов на стане и последующей транспортировки их к месту монтажа применяют жесткие пространственные каркасы. Учитывая, что большая пространственная жесткость каркаса требуется лишь в процессе наворачивания рулонов, используют частично разборные каркасы (рис.42), состоящие из отдельных колец 3 жесткости и жесткого центрального пространственного ствола 2. После снятия готового рулона со стенда кольца 3 каркаса закрепляют внутри рулона 1 прихватками с помощью косынок, а центральный ствол каркаса удаляют из рулона лебедкой и используют для намотки очередного рулона.

Рис.42 Рулоны полотнищ с частично разборными каркасами в процессе рулонирования (а, в) и при транспортировке (б, г)
8.2.Типы вертикальных цилиндрических резервуаров
Вертикальные цилиндрические резервуары предназначены для хранения нефти, нефтепродуктов, других жидкостей. Резервуары объемом 5000м (рис.43) сооружают со стационарной конической крышей. Такие резервуары считаются небольшими.
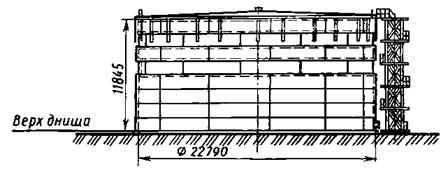
Рис.43 Резервуар объемом 5000м³ со стационарной конической крышей
8.3.Монтаж днищ вертикальных цилиндрических резервуаров
Сооружению резервуара предшествует подготовка монтажной площадки и основания резервуара, на котором собирается днище из рулонных заготовок. Для резервуаров объемом до 10 000м3 днища (рис.44, а, б) поставляют на монтаж в виде нескольких рулонированных полотнищ, ширина которых соответствует ширине стенда. Рулон, содержащий элементы днища, укладывают на основание и разворачивают последовательно с образованием нахлестки шириной 40мм между монтажными элементами (рис.44, в). Сварку монтажных швов ведут от средины к краям полотнища (рис.44,г). В местах опирания стенки в нахлесточном соединении днища вырезают "лыску" и сваривают участок длиной 250-300мм стыковым швом на остающейся подкладке (см. рис.44,а). Усиление шва снимают.
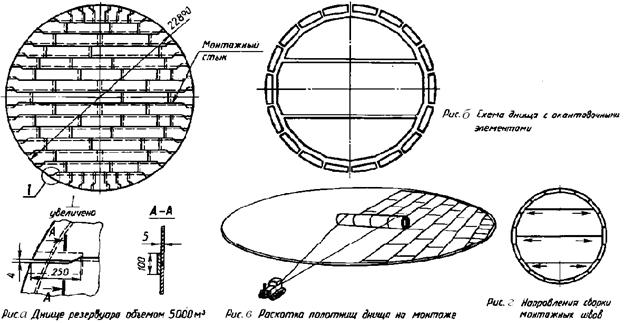
Рис.44 Днища резервуаров
Так как кольцевой шов, соединяющий боковую стенку с днищем, в этом случае выполняется при полностью заваренном днище, возможно, его вспучивание вследствие потери устойчивости. При изготовлении резервуаров большого объема (более 10 000м3) для предотвращения таких деформаций изготовляют в виде рулона только центральную часть днища (рис.44,б), а окантовочные элементы сваривают между собой при монтаже из отдельных листов. При сборке окантовочных элементов с днищем (рис.45) листы собирают с помощью клиновых приспособлений (рис.46а,б). Центральную часть днища присоединяют к сваренному из окантовочных элементов кольцу прихватками 1 (рис.47) и разворачивают рулоны боковой стенки. После приварки ее нижней кромки к кольцу из окантовочных элементов швами 2 и 3 прихватки 1 удаляют, хлопуны выправляют путем сдвига листов в нахлестке и только тогда швы между центральной частью днища и окантовочными элементами заваривают окончательно.
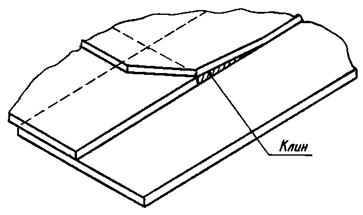
Рис.45. Вариант сборки нахлесточного соединения

Рис.46,а-Клиновые прижимы для сборки нахлесточного соединения, б-Клиновое сборочное приспособление

Рис.47. Соединение стенки резервуара с днищем





