В машиностроении, в особенности в станкостроении, в настоящее время часто применяют чистовое строгание взамен шабрения или шлифования (например, для направляющих станин станков). Такая обработка должна дать высокую чистоту (по 6-7-му классам) и соответствующую точность обрабатываемой поверхности (отклонение от параллельности плоскости 0,1 мм на 1000 мм длины, отклонение от прямолинейности плоскости не более 0,1 мм на 1000 мм длины). Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку твердого сплава от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го класса чистоты поверхности. Дли обработки чугуна целесообразно применять твердые сплавы ВК8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания образование нароста на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Оптимальная величина подачи при предварительной обработке 0,45-0,50, а при окончательной 0,35-0,40 длины режущей кромки резца. При отклонениях в большую или меньшую сторону чистота обрабатываемой поверхности ухудшается. Припуск для окончательной обработки должен быть не выше 0,05 мм. В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее шабрение или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
Для строгальных станков, в особенности для больших размеров, в настоящее время намечается тенденция к широкому использованию строгальных резцов сборной конструкции. Преимущества их те же самые, что и для токарных резцов. ВНИИ разработал ведомственные нормали на строгальные сборные резцы как с прямой, так и изогнутой головкой основных типов для обработки чугуна (без стружколомателя) и стали. Конструкция их та же, что и для токарных сборных резцов со сменными вставками. Строгальные сборные резцы этой конструкции хорошо себя зарекомендовали на крупных, машиностроительных заводах.
Билет№12
1.Сущность электроконтактной сварки и её применение.
Контактная сварка -это один из наиболее эффективных, экономичных, высокомеханизированных и автоматизированных способов сварки, обеспечивающих высокую прочность, качество и надежность сварного соединения и широко используемых в строительстве для сварки арматуры, трубопроводов, рельсов и т.д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей - кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
Способы электроконтактной сварки подразделяются на три группы: стыковая сварка, точечная сварка ишовная сварка.
Электроконтактная сварка деталей выполняется следующим образом: детали сжимают усилием Р, через стык их пропускается электрический ток J в течении времени t, происходит нагрев металла в зоне контакта до температуры плавления, выключается электрический ток, деталь охлаждается и кристаллизуется сварной шов, снимается нагрузка.
Количество тепла, выделившегося при прохождении электрического тока находится по формуле:
Q= J 2 R t, Дж.
Напряжение сварки U по сравнению с электродуговой сваркой очень низкое (всего 1-6 В), а токи измеряются сотнями и тысячами А. Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Стыковой сваркой (рис. 1) свариваются арматурные стержни, полосы, трубы, фланцы, швеллера, рельсы. Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением. 
Рис.1. Схема электроконтактной стыковой сварки
При сварке сопротивлением торцы свариваемых деталей тщательно обрабатывают, детали сводят до соприкосновения и включают электрический ток. После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
При сварке непрерывным оплавлением после сжатия деталей производят нагрев стыка до его оплавления электрическим током. С торца выдавливается жидкий металл, а с ним окислы и загрязнения с поверхности контакта, поэтому особой подготовки детали перед сваркой не надо. После выключения электрического тока кристаллизуется расплавленный металл и образуется сварной шов. Этим способом можно сварить детали значительно большего сечения (до 3000 мм2) чем при сварке сопротивлением.
Сварка прерывистым оплавлением выполняется периодическими короткими замыканиями и размыканиями электрического тока за счет перемещения детали. При этом появляются искры и разбрызгивание металла. Этот способ сварки эффективен для легированных сталей (30ХГСА,...).
Точечная сварка используется в основном для сварки листовых конструкций, соединения пересекающих стержней (арматура железобетонных конструкций). Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
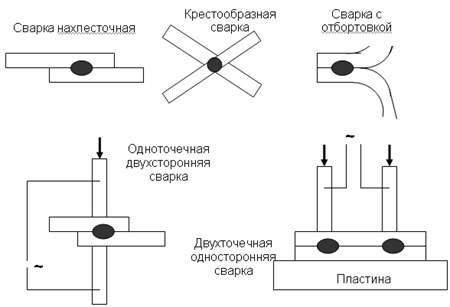
Рис.2. Способы получения точечных сварных швов
Сварные соединения могут реализовываться по разному (рис. 2): одноточечная 2-х сторонняя; 2-х точечная односторонняя и многоточечная односторонняя. Последний способ обеспечивается аналогично как и 2-х точечная односторонняя, только в этом случае для каждой пары точек сварки необходима своя вторичная обмотка, так, например, для 40 -точечной контактной сварки необходимо 20 вторичных обмоток трансформатора.
При двухсторонней одноточечной сварке нижний электрод неподвижен, а верхний перемещается с помощью механизма сжатия (механический, пневматический или электрический привод).
После установки и сжатия (рис.3) деталей включается трансформатор, металл нагревается в зоне контакта до образования ядра из расплавленного металла, увеличивается нагрузка сжатия и выключается ток, кристаллизуется расплавленный металл и детали свариваются. Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Для сварки углеродистых и низколегированных сталей применяются мягкие режимы (большое время выдержки (t=0,2-3 с и небольшая плотность тока J=80-160 А/ мм2), а для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке, – жесткие режимы (t=0,001-0,1 с, J=150-350 А/ мм2).

Рис.3. Изменение силы тока J и усилия сжатия P деталей по времени Τ выполнения электроконтактной сварки.
Разновидность точечной сварки — рельефная (рис.4). Сначала создаются холодной пластической деформацией выступы на свариваемых поверхностях, а затем детали сжимаются и через них пропускается электрический ток, т.е. производится электроконтактная сварка.
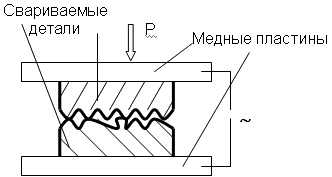
Рис.4. Рельефная сварка

Рис. 5. Шовная сварка
Шовная контактная сварка (рис.5) применяется для получения прочных и герметичных швов (тонкостенные сосуды, тонкостенные сварные трубы,..) Листы толщиной 0,3-3 мм собирают внахлестку, сжимают двумя медными роликами, пропускают через них электрический ток, ролики вращаются, листы или ролики перемещаются, происходит контактная сварка.
Есть два способа шовной сварки:
1. При непрерывной контактной сварке изделий из малоуглеродистой стали толщиной менее 1мм выполняется непрерывная подача электрического тока.
2. Для более толстых изделий используется прерывистая сварка: ролики вращаются непрерывно, а ток подается периодическими импульсами; образуется ряд непрерывных точек, которые перекрывая друг друга в итоге образуют сплошной сварной шов.
Конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005... 2 мм., но можно приварить тонкий металл (толщиной 0,2...0,3 мм) к металлическим деталям большой толщины (до 10...15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Для повышения твердости и износостойкости рабочих поверхностей деталей и при ремонте посадочных мест под подшипники качения валов, отверстий редукторов, коробок перемены передачи, шеек коленчатых валов двигателей широко используется электроконтактная приварка ленты, проволоки или порошка. Технология приварки ленты включает в себя: подготовку детали (шлифование до размера: dн -0,3мм), нарезку заготовок ленты по ширине и длине (периметру) и очистку ленты, предварительную приварку ленты в середине. Далее выполняется приварка ленты (порошка, проволоки) с помощью роликов установки электроконтактной сварки.
Тепловые деформации при этом малы, материал подбирается высокой износостойкости, обеспечивается долговечность не ниже новых деталей, исключается термическая деформация деталей.
2.Сущность процесса протягивания.Виды протяжек.Протяжки
| | Протяжки - это многозубые высокопроизводительные инструменты, нашедшие широкое применение в серийном и особенно в массовом производствах. Они относятся к инструментам с конструктивной подачей, так как при протягивании движение подачи отсутствует.
Деление припуска между зубьями протяжки осуществляется за счет превышения по высоте или ширине каждого последующего зуба относительно предыдущего. Превышение по высоте, определяющее толщину срезаемого слоя z, называется подъемом или подачей на зуб. Деление припуска по ширине осуществляется с целью облегчения процесса резания и используется в протяжках с групповой схемой резания.
Протяжки, применяемые для обработки отверстий различных форм, называются внутренними протяжками. Для обработки наружных поверхностей, т.е. поверхностей с открытым незамкнутым контуром, применяют наружные протяжки.
Главное движение протяжки, обеспечивающее процесс резания, чаще всего прямолинейное, поступательное. Реже встречаются протяжки с вращательным или винтовым главным движением.
Процесс протягивания осуществляется на специальных горизонтальных или вертикальных протяжных станках.
На рис. 1 показано несколько схем протягивания:
· при обработке отверстий (рис. 1, а) и наружных поверхностей (рис. 1, б) с возвратно-поступательным движением инструмента и неподвижной заготовкой;
· при непрерывном протягивании наружных поверхностей с автоматической загрузкой и выгрузкой заготовок, перемещающихся относительно неподвижной протяжки (рис. 1, в);
· при обработке тел вращения плоскими или круглыми протяжками (здесь главное движение или прямолинейное, или вращательное, при этом протяжка совершает один оборот) (рис. 1, г);
· при обработке отверстий прошивками (рис. 1, д) сила приложена к торцу инструмента и, таким образом, прошивки работают на сжатие. Для обеспечения продольной устойчивости прошивок их длина не должна превышать 15 диаметров. По конструкции прошивки подобны протяжкам.
 Рис. 1. Схемы протягивания:
а - отверстий; б - плоскостей; в - непрерывное протягивание наружной поверхности; г - обработка цилиндрической поверхности плоской и круглой протяжками; д - обработка отверстия прошивкой
Встречаются и другие схемы протягивания, которые, как и сам инструмент, постоянно совершенствуются.
Впервые протяжки появились в 30-х годах XX столетия и нашли широкое применение благодаря следующим достоинствам процесса протягивания:
· высокая производительность, так как в процессе резания снимается припуск одновременно несколькими зубьями, при этом активная длина режущих кромок очень большая, хотя скорость резания невелика (6...12 м/мин). Так, например, при протягивании отверстия диаметром 30 мм одновременно пятью зубьями ширина срезаемого слоя составляет около 470 мм. В целом производительность при протягивании в 3-12 раз выше, чем при других видах обработки;
· высокая точность (JT7...JT8) и низкая шероховатость (Ra 0,32...2,5) обработанных поверхностей благодаря наличию черновых, чистовых и калибрующих зубьев, а в некоторых конструкциях протяжек еще и выглаживающих зубьев. Протягивание заменяет фрезерование, строгание, зенкерование, развертывание, а иногда и шлифование;
· высокая стойкость инструмента, исчисляемая несколькими тысячами деталей. Это достигается благодаря оптимальным условиям резания и большим запасам на переточку;
· простота конструкции станков, так как при протягивании отсутствует движение подачи, поэтому станки не имеют коробок подач, а главное движение осуществляется с помощью силовых гидроцилиндров.
К недостаткам протяжек можно отнести:
· высокие трудоемкость и стоимость инструмента из-за сложности конструкций протяжек и высоких требований к точности их изготовления;
· протяжки - это специальные инструменты, предназначенные для изготовления деталей только одного типоразмера;
· высокие затраты на переточку, обусловленные сложностью конструкций этих инструментов.
Экономическая эффективность применения протяжек достигается лишь в массовом и серийном производствах. Однако даже на предприятиях с единичным и мелкосерийным производствами протяжки могут дать значительный экономический эффект при обработке сложных фасонных отверстий, если формы обрабатываемых поверхностей и их размеры имеют узкие допуски. Например, при протягивании многошлицевых отверстий экономически оправдано применение протяжек даже при партии 50 деталей в год, а круглых отверстий - не менее 200 деталей.
При проектировании протяжек необходимо иметь в виду следующие особенности их работы:
· протяжки испытывают очень большие растягивающие нагрузки, поэтому внутренние протяжки обязательно проверяют на прочность по наиболее слабым сечениям;
· срезаемая при протягивании стружка должна свободно размещаться в стружечных канавках в течение всего времени нахождения режущих зубьев в контакте с заготовкой и свободно выходить из канавки после прекращения процесса резания. Поэтому вопросы размещения и разделения стружки по ширине требуют большого внимания. Так, например, при протягивании круглых отверстий не допускаются кольцевые стружки, потому что для освобождения от них протяжек потребовались бы большие затраты времени;
· длина протяжек должна соответствовать рабочему ходу протяжного станка, а также возможностям оборудования для их термической и механической обработки. Протяжки должны иметь достаточную жесткость при изготовлении и эксплуатации, поэтому при протягивании иногда используют люнеты и другие приспособления.
Из всех разновидностей внутренних протяжек наибольшее применение (до 60%) нашли протяжки для обработки круглых отверстий, поэтому ниже будут рассмотрены основы проектирования именно этих протяжек. Для других типов протяжек (гранные, шлицевые, наружные) будут рассмотрены только отличительные особенности расчета их режущей части. Рис. 1. Схемы протягивания:
а - отверстий; б - плоскостей; в - непрерывное протягивание наружной поверхности; г - обработка цилиндрической поверхности плоской и круглой протяжками; д - обработка отверстия прошивкой
Встречаются и другие схемы протягивания, которые, как и сам инструмент, постоянно совершенствуются.
Впервые протяжки появились в 30-х годах XX столетия и нашли широкое применение благодаря следующим достоинствам процесса протягивания:
· высокая производительность, так как в процессе резания снимается припуск одновременно несколькими зубьями, при этом активная длина режущих кромок очень большая, хотя скорость резания невелика (6...12 м/мин). Так, например, при протягивании отверстия диаметром 30 мм одновременно пятью зубьями ширина срезаемого слоя составляет около 470 мм. В целом производительность при протягивании в 3-12 раз выше, чем при других видах обработки;
· высокая точность (JT7...JT8) и низкая шероховатость (Ra 0,32...2,5) обработанных поверхностей благодаря наличию черновых, чистовых и калибрующих зубьев, а в некоторых конструкциях протяжек еще и выглаживающих зубьев. Протягивание заменяет фрезерование, строгание, зенкерование, развертывание, а иногда и шлифование;
· высокая стойкость инструмента, исчисляемая несколькими тысячами деталей. Это достигается благодаря оптимальным условиям резания и большим запасам на переточку;
· простота конструкции станков, так как при протягивании отсутствует движение подачи, поэтому станки не имеют коробок подач, а главное движение осуществляется с помощью силовых гидроцилиндров.
К недостаткам протяжек можно отнести:
· высокие трудоемкость и стоимость инструмента из-за сложности конструкций протяжек и высоких требований к точности их изготовления;
· протяжки - это специальные инструменты, предназначенные для изготовления деталей только одного типоразмера;
· высокие затраты на переточку, обусловленные сложностью конструкций этих инструментов.
Экономическая эффективность применения протяжек достигается лишь в массовом и серийном производствах. Однако даже на предприятиях с единичным и мелкосерийным производствами протяжки могут дать значительный экономический эффект при обработке сложных фасонных отверстий, если формы обрабатываемых поверхностей и их размеры имеют узкие допуски. Например, при протягивании многошлицевых отверстий экономически оправдано применение протяжек даже при партии 50 деталей в год, а круглых отверстий - не менее 200 деталей.
При проектировании протяжек необходимо иметь в виду следующие особенности их работы:
· протяжки испытывают очень большие растягивающие нагрузки, поэтому внутренние протяжки обязательно проверяют на прочность по наиболее слабым сечениям;
· срезаемая при протягивании стружка должна свободно размещаться в стружечных канавках в течение всего времени нахождения режущих зубьев в контакте с заготовкой и свободно выходить из канавки после прекращения процесса резания. Поэтому вопросы размещения и разделения стружки по ширине требуют большого внимания. Так, например, при протягивании круглых отверстий не допускаются кольцевые стружки, потому что для освобождения от них протяжек потребовались бы большие затраты времени;
· длина протяжек должна соответствовать рабочему ходу протяжного станка, а также возможностям оборудования для их термической и механической обработки. Протяжки должны иметь достаточную жесткость при изготовлении и эксплуатации, поэтому при протягивании иногда используют люнеты и другие приспособления.
Из всех разновидностей внутренних протяжек наибольшее применение (до 60%) нашли протяжки для обработки круглых отверстий, поэтому ниже будут рассмотрены основы проектирования именно этих протяжек. Для других типов протяжек (гранные, шлицевые, наружные) будут рассмотрены только отличительные особенности расчета их режущей части.
|
3.Изменения структуры и свойств стали при термообработке.
| Изменение структуры и свойств металлов вызванное термической обработкой.
|
| Основными видами термической обработки стали, чугуна и цветных сплавов являются отжиг, нормализация,отпуск и закалка.
В развитии термической обработки большую роль сыграли работы Д. К. Чернова, положившие начало изучению превращений, происходящих в металле при переходе температуры через критические точки, и выяснению влияния структуры на прочностные свойства стали.
Ученый обнаружил критические точки (точки Чернова), которые обозначил символами а, в, с, Д. К. Чернов следующим образом охарактеризовал значение аи: «Сталь как бы тверда ни была, будучи нагрета ниже точки а не принимает закалки, как быстро ее ни охлаждали; напротив того, она становится значительно мягче и легче обрабатывается пилою. Как только температура стали возвысилась до точки в, масса стали быстро переходит из зернистой (или вообще говоря кристаллической) в аморфное воскообразное состояние»
По современной терминологии точка а Чернова заключает в себе весь промежуток (на диаграмме железо-углерод) от точки Ас, до точки Ас.
Точка в - температура рекристаллизации аустенита, обусловленная внутренним наклепом. Точка с характеризует окончание плавления стали.
Превращения в стали при нагреве(образование аустенита).
Нагрев стали при термической обработке в большинстве случаев применяют для получения структуры аустенита.
Как известно, структура доэвтектоидной стали с содержанием углерода менее 0,8% при нагреве до температуры ACl состоит из зерен перлита и феррита. В точке AC1 начинается фазовая перекристаллизация перлита в мелкозернистый аустенит. При дальнейшем нагреве от температур AC1 до АСз избыточный феррит растворяется в аустените и при достижении температуры Асп (соответствует линии GSE на диаграмме состояния железо-углерод) превращения заканчиваются. Выше точки АСз структура стали состоит только из аустенита.
Таким же образом происходят превращения при нагреве заэвтектойдной стали, но с той лишь разницей, что выше температуры AC1 в аустените начинает растворяться избыточный цементит. Выше точки Аст структура состоит только из аустенита.
По окончании превращений, после того как весь перлит перейдет в аустенит, структура стали имеет большое количество мелких аустенитных зерен. На скорость процесса образования аустенита и выравнивание его концентрации влияет ряд факторов. С повышением температуры эти процессы ускоряются. Легирующие элементы в стали-хром, вольфрам, молибден и др.- замедляют процесс образования аустенита.
Аустенит неоднороден по химическому составу, В тех местах, где были пластинки цементита, аустенит богаче углеродом, а где пластинки феррита - беднее. Поэтому при термической обработке для выравнивания химического состава зерен аустенита сталь нагревают немного выше верхней критической точки АСз и выдерживают некоторое время при этой температуре. При дальнейшем повышении температуры мелкие зерна аустенита начинают соединяться между собой, и чем выше температура нагрева, тем интенсивнее увеличиваются размеры зерен. В стали различают три вида зерен: начальные, действительные и природные.
Под начальным зерном аустенита подразумевают размер зерна в момент окончания превращения перлита в аустенит.
Действительное зерно аустенита - это зерно, полученное в данных конкретных условиях нагрева. Величина такого зерна зависит от метода выплавки стали и вида последнего нагрева под закалку или отжиг. Величину действительного зерна можно регулировать режимами термической обработки.
Природное (наследственное) зерно характеризуется способностью к росту зерна аустенита. В сталях даже одинакового химического состава зерно аустенита может расти с различной скоростью. Это зависит от свойств стали данной плавки. В связи сэтим стали делятся на мелкозернистые и крупнозернистые. У мелкозернистых сталей мелкое зерно сохраняется при температуре 950-1000°С, а у крупнозернистых сталей зерно начинает быстро расти даже при нагреве немного выше 800°С.
Превращения в стали при охлаждении(распад аустенита).
Аустенит является устойчивым только при температуре выше 723°С (точка АГ1). При охлаждении стали, предварительно нагретой до аустенитного состояния, ниже точки Аr1, аустенит становится неустойчивым - начинается его превращение.
Если эвтектоидную углеродистую сталь с содержанием углерода 0,8% начать медленно охлаждать, то при температуре, соответствующей линии PSK, аустенит превратится в перлит, т. е. в механическую смесь феррита и цементита. Этот процесс также подчиняется законам кристаллизации.
Изучение процесса превращения аустенита в перлит экспериментально проводится не при непрерывном охлаждении, а при постоянной температуре, т. е. в изотермических условиях. Делается это следующим образом: образцы исследуемой стали нагревают до температуры выше АС3 и после выдержки, необходимой для полного нагрева, быстро переносят в ванну, температура которой ниже ACl. Таким образом, превращение аустенита в перлит происходит во время нахождения стального образца в этой ванне.
При медленном охлаждении произойдет превращение аустенита в перлит.
При большой скорости охлаждения переохлажденный аустенит полностью превратится в сорбит.
Наконец, при наибольших скоростях охлаждения, в стали получается только мартенсит. Такое охлаждение вызывает закалку.
Наименьшую из скоростей охлаждения, при которой в закаливаемой стали из аустенита образуется только мартенсит, называют критической скоростью закалки. Величина имеет важное практическое значение в процессе термической обработки. Чтобы закалить сталь, ее необходимо охлаждать со скоростью, не меньшей, чем критическая.
Продуктами распада аустенита, являются мартенсит, троостит и сорбит.
Мартенсит - в закаленной стали представляет собой твердый раствор углерода в решетке α-железо, т. е. в объемно-центрированной тетрагональной кристаллической решетке. Углерод находится в центре грани. Микроструктура мартенсита характеризуется игольчатостью и высокой твердостью (HRC 64-65), высоким пределом прочности, большой хрупкостью и магнитными свойствами. Мартенсит в закаленной стали является неустойчивой структурой (метастабильной), поэтому при отпуске из него выделяется углерод и образуются зерна цементита. Это приводит к получению структуры троостита или сорбита отпуска.
Троостит- представляет собой смесь цементита и феррита. Он менее хрупок и тверд, чем мартенсит (его твердость HRC 40-45). Троостит отпуска является весьма ценной структурой для деталей, работающих при переменной нагрузке, как например пружин, рессор и т. д.
Сорбит-это смесь, состоящая из феррита и мелких зерен цементита. Сорбит отпуска имеет твердость HRC 30-40. Он отличается высоким пределом упругости при достаточной ударной вязкости. Поэтому сорбитообразную структуру используют для деталей, подвергаемых переменным нагрузкам.
|
Билет№13






