ОБРАБОТКи ДЕТАЛЕЙ ОДЕЖДЫ. Технологическая
Документация на процессы изготовления изделий
Цель работы: изучение назначения, способов и последовательность выполнения начальной обработки основных деталей одежды и овладение навыками составления технологических последовательностей, составления графов и инструкционных карт технологического процесса.
Содержание работы
1. Зарисовать эскиз модели согласно заданию и составить описание ее внешнего вида.
2. Изучить назначение и методы начальной обработки основных деталей одежды и выбрать способы начальной обработки деталей одежды.
3. Разработать технологическую документацию на изготовление шлицы:
составить технологическую последовательность обработки шлицы;
составить графическую модель технологического процесса;
составить инструкционно-технологическую карту технологического процесса.
4. Указать направления совершенствования процесса начальной обработки деталей одежды.
Вопросы для подготовки к работе
1. Каково назначение начальной обработки основных деталей?
2. Перечислите операции начальной обработки деталей верхней одежды.
3. Какие конструктивные срезы, участки в основных деталях подлежат сборке при начальной обработке?
4. Какие факторы следует учитывать при выборе способов начальной обработки основных деталей?
5. Какие методы применяются при обработке вытачек, рельефов, кокеток, шлиц и разрезов?
6. Каковы основные направления совершенствования процессов обработки основных деталей одежды?
7. Что такое сборочная схема узла и каков правила ее составления?
8. Что такое графическая модель технологического процесса изготовления узла (изделия)?
Пособия и инструменты: плакаты, образцы начальной обработки основных деталей одежды, база данных «Нормы времени на технологические операции изготовления мужской и женской верхней плечевой и поясной одежды по индивидуальным заказам».
Методические указания
1. В качестве задания студенты получают вид изделия мужской или женской верхней одежды и категорию предприятия. Для овладения компетенцией, предполагающей готовность к кооперации с коллегами и работе в коллективе, задание выполняется группой студентов из 2 человек. Задание принимают в соответствие с таблицей 3.1 согласно номеру варианта. Номер варианта устанавливается на первом занятии и сохраняется на весь курс лабораторных работ.
Таблица 3.1 - Задания к лабораторной работе
| Вариант
| Задание
|
|
| Женское пальто, ателье высшего разряда
|
|
| Женское пальто, ателье первого разряда
|
|
| Мужское пальто, ателье высшего разряда
|
|
| Мужское пальто, ателье первого разряда
|
|
| Женский жакет, ателье высшего разряда
|
|
| Женский жакет, ателье первого разряда
|
|
| Мужской пиджак, ателье высшего разряда
|
|
| Мужской пиджак, ателье первого разряда
|
|
| Мужское пальто, ателье разряда люкс
|
|
| Женское пальто, ателье разряда люкс
|
Модель выбирают согласно заданию и в соответствии с направлением моды. Выполняют эскиз модели с обозначением конструктивных линий и составляют описание ее внешнего вида. При описании внешнего вида изделия (Приложение Е) особенно тщательно подходят к характеристике конструктивных линий модели и указывают группу материалов, выбранных для изготовления изделия.
2. По учебникам и материалам лекций, плакатам и образцам студенты изучают назначение и методы начальной обработки основных деталей одежды.
К начальной обработке основных деталей верхней одежды относят: дублирование деталей клеевыми прокладочными материалами, формование, обработку срезов, изготовление вытачек, складок, рельефов, изготовление кокеток, обработку шлиц или разрезов, выполнение различных видов отделок на деталях: вышивка, аппликации, отделка тесьмой и т. д.
Обработка срезов деталей необходима для предохранения их от осыпания нитей ткани, также от растяжения. Для предохранения от осыпания срезы деталей верхней одежды обметывают или окантовывают (например, внутренние срезы подбортов, низа изделий и др.) в дорогостоящих изделиях, изготовляемых в ателье высшего разряда, в изделиях из очень толстых тканей, в изделиях из прозрачных материалов. Для предохранения от растяжения на наиболее ответственных или криволинейных участках деталей по срезам прокладывают клеевые прокладки или кромки. В ателье первого разряда используют кромки шириной 7-10 мм, в ателье высшего разряда - прокладки, выкроенные по форме среза.
В зависимости от конструкции различают вытачки неразрезные, разрезные, переходящие в складки, вытачки – защипы. Неразрезные вытачки применяют в изделиях из тонких тканей, а также в изделиях из толстых тканей при длине не более 160 мм. Неразрезные вытачки обрабатывают стачными швами с заутюживанием или разутюживанием срезов. Для исключения пролегания снизу может подкладываться полоска основного или другого материала по всей длине вытачки или в конце. При обработке без полосок ткани для закрепления сутюживания дублируют отрезком ткани с односторонним клеевым покрытием. Разрезные вытачки применяют в изделиях из толстых тканей и стачивают, начиная от среза, сводя строчку на нет на 10-15 мм ниже разреза. Концы вытачек закрепляют, припуски разутюживают, сутюживают слабину и закрепляют отрезком материала с клеевым покрытием. Либо полоску прокладочного материала подкладывают при стачивании с последующим надсеканием и отгибанием полоски на одну сторону.
В зависимости от конструкции рельефы могут быть разрезные и неразрезные и иметь конструктивное или декоративное назначение. Неразрезные рельефы применяют только для отделки деталей. Разрезные рельефы обрабатываются швами стачным, расстрочным, настрочными, накладным с закрытым срезом. Неразрезные рельефы обрабатываются отделочными рельефными швами: застрочным, со шнуром и т. д. Рельефы выполняются при помощи лапок с направляющей линейкой.
В зависимости от конструкции кокетки могут быть отрезные и цельновыкроенные. Цельновыкроенные кокетки выкраивают вместе с основной деталью с учетом припуска на имитацию шва (отделочного рельефного). Отрезные кокетки обрабатывают неотлетными (притачными или накладными) и отлетными (без подкладки и на подкладке).
Цельновыкроенные кокетки обрабатывают аналогично неразрезным рельефам - отделочными рельефными швами. В неотлетных кокетках линия соединения с основной деталью может быть прямой, овальной, сложной конфигурации. С усложнением линии соединения кокетки усложняется технология и увеличивается трудоемкость изготовления изделий.
Притачные кокетки соединяют с основной деталью стачным или настрочным швом. В кокетках овальной формы перед соединением необходимо проложить по краю клеевую кромку, чтобы предохранить срез от растяжения. Кокетку, выкроенную в косом направлении, обрабатывают на прокладке, выкроенной по контурам кокетки. Кокетка может быть дублирована.
Накладные кокетки соединяют с основной деталью накладным швом. Применяют их в изделиях с криволинейным внешним краем кокетки или при наличии сборок, складок на основной детали. В кокетках с углами, настрачиваемых на основную деталь на расстоянии более чем 2 мм от края, предварительно обрабатывают внешние и внутренние углы. Во всех случаях припуск на обработку нижнего среза кокетки заутюживают на изнаночную сторону детали или заметывают и приутюживают. После обработки нижнего края кокетки ее наметывают на основную деталь и настрачивают швом шириной 1-5 мм. Если расстояние от края кокетки до соединительной строчки больше 5 мм край кокетки предварительно обрабатывают обтачкой из основного или подкладочного материала. Обтачка может дублироваться.
Отлетная кокетка без подкладки обрабатывается швом вподгибку с открытым или закрытым срезом. Открытый срез обметывают либо окантовывают полоской материала. В кокетках, где нижний край имеет сложную конфигурацию, его обрабатывают обтачкой из основной ткани, выкроенной по форме края кокетки. В изделиях с кокеткой расположенной на переде и спинке плечевые срезы кокетки и изделия стачивают отдельно. Обработанную кокетку накладывают на изделие, совмещая плечевые срезы, и наметывают вдоль горловины и проймы. В изделиях с кокеткой только на переде или только на спинке, ее наметывают до стачивания плечевых срезов.
Отлетная кокетка на подкладке обтачивается подкладкой по отлетным краям. Предварительно плечевые срезы кокетки, подкладки и изделия сметывают, стачивают и разутюживают отдельно. Затем кокетку обтачивают подкладной, вывертывают, выметывают, накладывают на изделие и наметывают по горловине и проймам.
В зависимости от конструкции шлица может быть расположена в среднем шве спинки, в боковых швах, на цельной спинке (в шинели). Способы обработки шлиц зависят от вида изделий (пиджак, пальто, с подкладкой или без), конструкции изделия, вида применяемых основных и прокладочных материалов, используемого оборудования.
Шлицы в мужской и женской верхней одежде обрабатывают с прокладками из тканых или нетканых материалов и кромками с клеевым покрытием и без него. Прокладочные материалы используют с целью предохранения края от растяжения, сохранения упругости и устойчивости к смятию.
Обработку шлицы во всех случаях начинают с нанесения линий разметки. Верхний край шлицы является продолжением среднего шва спинки, а нижний отстоит на 1,5-2 см от среза припуска на шлицу. Нижние срезы прокладки должны заканчиваться на линии подгибки низа, а верхние – на уровне срезов уступов шлицы.
Обработка боковых сторон шлицы в верхней одежде с подкладкой до низа различается применением и способами крепления прокладочных материалов.
П ри использовании нетканых прокладочных материалов без клеевого покрытия их располагают со стороны припусков на обработку верхней и нижней стороны шлицы, настрачивая на стачивающей машине. Кромку не прокладывают. При использовании неклеевых прокладок на тканой основе их с внутренней стороны соединяют с изделием на машине потайного стежка, а с внешней стороны закрепляют кромками по верхней и нижней сторонам перекрывая срез прокладки на 1-2 мм вплотную к линии сгиба шлицы. По низу изделия кромку прокладывают на 15-20 см. Прокладывание выполняют с небольшим натяжением в верхней части шлицы.
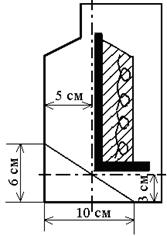
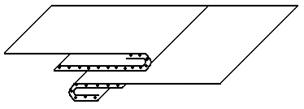
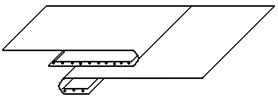
При использовании клеевой прокладки ее располагают со стороны припуска за перегиб (рис. 3.25, а). При обработке пиджаков и жакетов нижняя половинка шлицы может быть обработана только кромками без прокладки (рис. 3.25, б).
| 
|
| а
| б
|
Рис. 3.25 – Обработка шлицы клеевыми прокладочными материалами
а – обработка шлицы с клеевой прокладкой при расположении ее со стороны припуска за перегиб;
б – обработка шлицы с клеевой прокладкой в один слой
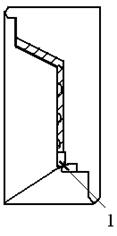
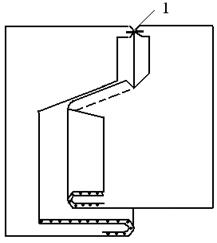
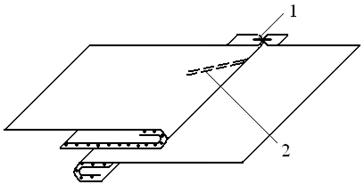
Дальнейшая обработка шлицы состоит в стачивании средних срезов спинки (строчка 1) с одновременным закреплением уступов шлицы, надсекании шва в верхней части шлицы, разутюживании шва и заутюживании шлицы (рис. 3.26, а). Затем, если предусмотрено моделью, выполняют отделочные строчки по левой и правой сторонам шлицы. Далее верхнюю часть шлицы скрепляют двойной машинной строчкой под углом 45º вниз от линии среднего шва спинки (строчка 2). Длина закрепочной строчки 30-40 мм. При закреплении под строчку должны попасть припуски правой и левой части шлицы (рис. 3.26, б).
|
|
| а
| б
|
Рис. 3.26 – Сборка шлицы
а – вид узла с изнаночной стороны;
б – вид узла с лицевой стороны
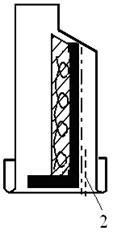
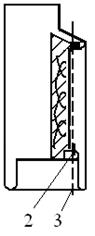
Затем приступают к обработке нижних углов.На верхней части шлицы намечают линию под углом 45º для обтачивания (рис 3.27, а). Припуски на обработку верхней части шлицы и низа перегибают лицевой стороной внутрь и обтачивают угол по намеченной линии, припуск в углу шлицы высекают, разутюживают, вывертывают, угол выметывают, край шлицы заметывают (рис. 3.27, б). Припуск на подгибку низа со стороны нижней половинки шлицы перегибают на лицевую сторону и обтачивают вдоль среза шлицы (рис. 3.27, в), вывертывают и подогнутый край заметывают, выметывают нижний угол и закрепляют отделочной строчкой (рис. 3.27, г).
Рис. 3.27 -– Обработка углов шлицы
а – разметка верхней части шлицы;
б – обработка верхней части шлицы;
в – обработка нижней части шлицы;
г – прокладывание отделочной строчки по нижней части шлицы
При изготовлении одежды по индивидуальным заказам припуск на подгиб шлицы по низу спинки сохраняют на случай удлинения пальто, поэтому нижний угол левой половинки спинки закрепляют подшивочными стежками.
Совершенствование начальной обработки деталей возможно за счет более широкого применения дублирования при изготовлении одежды. В совершенствовании дублирования немаловажны поиск и разработка новых прокладочных материалов с меньшей усадкой, поверхностной плотностью, с лучшими потребительскими свойствами. Снижению трудоемкости изготовления и улучшению товарного вида изделий способствует также применение современного оборудования для дублирования и влажно-тепловой обработки.
После ознакомления со способами начальной обработки основных деталей на заданный вид верхней одежды (пальто, пиджак, жакет) и группу материалов студенты предлагают методы клеевой и влажно-тепловой обработки деталей основных деталей и конструктивных линий (вытачек, рельефов, кокеток, подрезов, шлицы) и представляют их в виде в виде сборочных схем. Требования к составлению сборочных схем приведены в Приложении И. Для характеристики методов клеевой и влажно-тепловой обработки деталей выполняют рисунки и указывают участки дублирования, а также сутюживания и оттягивания. Выбор способов обработки выполняют с учетом категории предприятия.
3. В процессе инженерной подготовки производства разрабатывают ряд технологических документов, всесторонне характеризующих технологический процесс. Это перечень технологических операций процесса обработки изделий (технологическая последовательность обработки изделия), граф взаимосвязи технологических операций в процессе изготовления изделия, и инструкционно-технологическая карта выполнения операций. Указанные документы дают исчерпывающую характеристику процесса изготовления изделия.
Технологическую последовательность обработки шлицы составляют для одного наиболее прогрессивного метода в форме таблицы 3.2. Составление выполняют на основе документации по технологии и организации производства - база данных «Нормы времени на технологические операции изготовления мужской и женской верхней плечевой и поясной одежды по индивидуальным заказам». В справочнике технологических операций процесса изготовления изделия приводятся все операции с указанием их характеристик. Порядок выполнения операций, указываемых в перечне, выбирается обычно без учета параллельности изготовления деталей и узлов изделия.
В графе 1 приводится порядковый номер операции по базе данных. В графе 2 ее наименование в повелительной форме и иногда отдельные технические условия ее выполнения. В графах 3 и 4 указываются специальность и разряд исполнителя операции, устанавливаемые по характеру выполняемых работ и виду оборудования с помощью тарифно-квалификационного справочника. В графе 5 приводится норма времени на выполнение операции, устанавливаемая на основе нормативно-технической документации либо составляемая на операцию. В графе 6 дается полная информация о применяемом оборудовании, инструментах и приспособлениях.
Таблица 3.2 - Технологическая последовательность обработки шлицы
| Номер операции
| Наименование
неделимой
операции
| Вид работы
| Разряд работы
| Затраты времени, мин.
| Оборудование, приспособления, инструменты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Итого:
|
|
|
Составленный перечень технологических операций отражает содержание и основные характеристики операций, необходимые для дальнейших инженерных расчетов. Для установления взаимосвязи технологических операций при изготовлении швейного изделия, определения порядка их выполнения в технологическом процессе составляется граф (графическая модель) процесса. Граф составляют согласно требованиям, изложенным в Приложении К.
Для характеристики условий выполнения операций в производстве составляют инструкционно-технологическую карту технологического процесса. Составление инструкционно-технологической карты детализирует процесс изготовления изделия и производится после выбора процесса обработки в целом, составления последовательности технологических операций и построения графа процесса, когда известно, какие операции его составляют, какое оборудование и материалы используются. Правила ее составления и пример приведены в Приложении Л.
4. В заключительной части работы студенты должны указать направления дальнейшего совершенствования процессов начальной обработки основных деталей одежды (совершенствования конструкции основных деталей, широкого использования специального оборудования, новых материалов и клеевых методов обработки)
Содержание отчета по лабораторной работе
Отчет должен содержать рисунки основных деталей изделия с указанием мест расположения клеевых прокладочных материалов, а также участков и приемов формования (в случае придания деталям одежды объемной формы с помощью ВТО).
Следует привести сборочные схемы обработки вытачек, складок, рельефов, кокеток, шлиц или разрезов и указать способ обработки срезов. В отчете представляют технологическую последовательность обработки шлицы и граф и инструкционно-технологическую процесса. В конце работы делают вывод. К отчету прилагают выполненный образец.
Лабораторная работа № 11
Технологические процессы