

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
| Э46А УОНИ 13/45 3.0 УД | ГОСТ 9466-75, ГОСТ 9467-75 |
| Е 43 3 - Б 1 0 |
Э46А - тип электрода
Э - электрод сварочный
46 - гарантируемый предел прочности металла шва 460МПа
А - повышенная пластичность и вязкость
УОНИ 13/45 - марка электрода
3.0 - диаметр электрода 3мм
У - для сварки низкоуглеродистой и низколегированной стали
Д - с толстым покрытием
Е 43 3 - группа индексов, указывающая на характеристику наплавленного металла. Пластичность, прочность, вязкость.
Б - покрытие основное
1 - для всех пространственных положений
0 - постоянный ток обратная полярность
Расчет силы сварочного тока
Сила тока выбирается в зависимости от диаметра электрода и толщины металла, и вычисляется по формуле:
Iсв=dэлхК
| Диаметр мм | 1-2 | 3-4 | 5-6 |
| К | 25-30 | 30-45 | 45-60 |
Где: Iсв - сварочный ток; К = 30-45 (согласно таблице); dэл - диаметр электрода
Iсв = 3 х 30 = 90А
Iсв = 3 х 45 = 135А
Предел регулирования сварочного тока для сварки моей конструкции будет равен от 90 до 135 ампер.
Техника сварки угловых и стыковых швов в различных пространственных положениях
Техника сварки стыковых и угловых швов
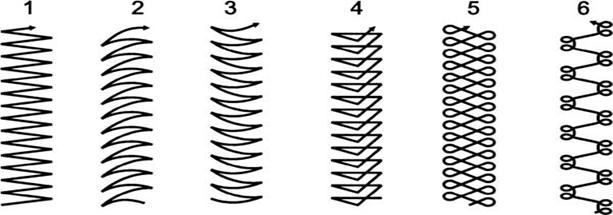
Колебательные движения концом электрода поперек шва:1, 2, 3 – для равномерного прогрева сварочной ванны; 4 – для усиленного прогрева корня шва; 5, 6 – для усиленного прогрева кромок
Стыковые швы без скоса кромок производят наплавлением валика вдоль шва, при этом имеет место небольшое уширение, чтобы обеспечить достаточное проплавление кромок. У шва предусматривают усиление до 2 мм. Проварив шов с одной стороны, изделие переворачивают, удаляют шлак и подтеки, а затем выполняют шов с обратной стороны.
Стыковые швы с V-образной разделкой кромок варят в один слой, если толщина металла составляет менее 8 мм, а при увеличении толщины свариваемых листов накладывают два и более слоев. Первый слой высотой 3–5 мм выполняют электродом диаметром 3–4 мм, для остальных слоев его диаметр увеличивают до 4–5 мм.
|
|
Когда вся разделка будет заполнена, изделие переворачивают, выбирают (например, пневматическим зубилом) неглубокую канавку (шириной 8-10 мм и глубиной 3–4 мм) в корневом шве и тщательно заваривают ее за один проход, придав шву небольшое усиление. Если нет возможности изменить положение изделия, то необходимо особенно тщательно выполнить корневой шов.
Качественные угловые сварные соединения, выполняемые вертикальным электродом ("в лодочку"), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки "в лодочку" сходна со сваркой Х образной раздерки. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника сварки стыковых швов в нижнем положении
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только, с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом

|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!