Процесс сварки модулированным током (СМТ) предполагает периодическое, заранее запрограммированное изменение энергетических параметров системы источник питания – сварочная дуга между высоким (импульс) и низким (пауза) уровнями. В течение импульса тока расплавляется основная часть электродного и свариваемого металла, а в последующий период паузы происходит кристаллизация большей части сварочной ванны [6].
Основная схема изменения силы тока при РД сварке покрытым электродом, модулированным током приведена на рис. 1.5.

Iи – ток импульса; Iп – базовый ток (ток паузы); Iср – средний ток; tи – продолжительность импульса; tп – продолжительность паузы; Тц – продолжительность цикла модуляции сварочного тока
Рисунок 1.5 - Схема изменения тока при способах сварки модулированным током применяемая для улучшения формирования металла шва во всех пространственных положениях за счет уменьшения размеров сварочной ванны и увеличения скорости кристаллизации
СМТ позволяет более тонко, чем непрерывная сварка, обеспечивать дозирование теплоты, поступающей в сварочную ванну. Эта особенность СМТ позволяет значительно облегчить сварку в вертикальном и потолочном положениях. При выполнении сварки в указанных пространственных положениях сварщик вынужден регулировать жидко-текучесть ванны и совершать различные манипуляции концом электрода для обеспечения удовлетворительного формирования шва. При этом сварщик постоянно находится в напряженном состоянии и не может обеспечить стабильность качества шва [2].
Модулирование сварочного тока представляет возможность освободить сварщика от трудоемкой операции по дозированию теплоты, вводимой в сварочную ванну и переложить ее на специальное устройство– модулятор. Сварщику же остается лишь заполнять разделку шва, техника сварки значительно упрощается и становится доступной даже начинающему [6].
Наложение импульсов тока на дугу небольшой мощности при сварке плавящимся электродом позволяет получить управляемый мелкокапельный перенос электродного металла. Если амплитудное значение тока импульса превышает критическую для данных условий величину, а частота следования импульсов ≥25 Гц, то каждым импульсом в сварочную ванну будет переноситься одна капля электродного металла. Под термином «критический ток» понимают такую величину сварочного тока, при которой размер переносимых через дуговой промежуток капель металла резко уменьшается, а частота их образования соответственно увеличивается. Средняя величина тока при этом на 30-40% меньше номинального значения. За счет устранения коротких замыканий дугового промежутка каплями электродного металла значительно улучшается стабильность процесса сварки, характер переноса капель практически не зависит от пространственного положения шва [6].
Преимущества СМТ:
· обеспечивается управляемый мелкокапельный перенос электродного металла при средних токах дуги;
· снижаются тепловложения в основной металл при неизменной глубине проплавления, размеры зоны перегрева, остаточные напряжения и деформации сварного соединения;
· улучшаются качество наплавленного металла шва и механические свойства, обеспечиваются условия для однородного формирования сварного шва независимо от его пространственного положения;
· измельчается структура металла шва и зоны термического влияния за счет воздействия пульсирующего теплового поля;
· облегчаются сварка неповоротных стыков трубопроводов и укладка шва в труднодоступных местах.
Параметры режима СМТ, помимо обычных, включают: ток в период импульса, ток в период паузы, время импульса и время паузы. Кроме того нашли применение производные параметры – жесткость 𝐺=  и глубина модулирования сварочного тока 𝑀=
и глубина модулирования сварочного тока 𝑀=  . Эффективная сила тока дуги может определяться либо как средняя величина
. Эффективная сила тока дуги может определяться либо как средняя величина
𝐼ср=  , (2.1)
, (2.1)
Либо как среднеквадратическая величина[6].
𝐼эф= 
Экспериментальная часть
С целью определения влияния рода тока и его модуляции на микроструктуру металла шва были проведены экспериментальные исследования. Для этого производили наплавку валиков электродами с покрытием марки LB–52U типа Э50А диаметром 3,2 мм в нижнем положении на пластину из стали 09Г2С толщиной 12 мм. Перед наплавкой, поверхность пластины зачищали до металлического блеска универсальной угловой шлифовальной машинкой УШМ–125. Питание сварочной цепи осуществляли постоянным и модулированным током обратной полярности. Список оборудования, использованного при эксперименте, приведен в разделе 2.3.Температура пластины перед наплавкой каждого из валиков составляла 25°C, чтобы избежать термического влияния на ранее наплавленный металл.
На рисунке 3.1 и 3.2 приведены осциллограммы тока в сварочной цепи для каждого из экспериментов, по которым были определены фактические параметры режимов наплавки валиков (таблица 3.1).
Таблица 3.1 – Параметры режимов наплавки валиков
| №
| Род и форма тока
| Параметры сварочного тока
| dэл, мм
| Марка
электрода
|
|
| Постоянный
обратной полярности
| Iсв=116 А
| 3,2
| LB-52U
|
|
| Постоянный
модулированный
| Iсв=138 А
|
На рисунке 3.3 представлена пластина с наплавленными валиками.
Каждый полученный валик был клеймен согласно очередности наплавления и соответствующего рода тока 1 и 2.

Рисунок 3.1 – Осциллограмма постоянного тока обратной полярности (μt =500 мс/дел; μi = 20А/дел; Iсв = 116 А)

Рисунок 3.2– Осциллограмма униполярного модулированного тока(μt = 500 мс/дел; μi = 50 А/дел; Iсв = 128 А)
После проведения наплавки на пластину, полученные валики подвергали визуальному осмотру, по результатам которого видимых дефектов обнаружено не было. С целью анализа влияния рода тока на свойства металла шва, исследовали его макро- и микроструктуру (рис.3.4).

1 – униполярный модулированный ток; 2 – постоянный ток обратной полярности
Рисунок 3.3 – Пластина с наплавленными валиками


а) б)
а) постоянный ток обратной полярности; б) униполярный модулированный ток;
Рисунок 3.4 – Микроструктура металла швов
Анализ микроструктуры сварных соединений показал, что применение униполярного модулированного тока способствует получению мелкозернистой структуры металла шва (рисунок 3.4, б) по сравнению со структурой, полученной в шве при сварке на постоянном токе обратной полярности (рисунок 3.4, а).
Кроме того, применение модулированного тока также оказывает влияние на строение околошовной зоны. В частности уменьшается протяженность участка перегрева с крупным зерном, ко шву примыкает участок со структурой металла в нормализованном состоянии.
Микротвердость на шлифах определяли с помощью прибора HV-1000 при нагрузке 500 гр. с шагом по глубине 200 мкм (ГОСТ 9450-76). Было произведено по 120 замеров на каждом образце в виде дорожек. Схема замера микротвердости, использованная при эксперименте, указано в пункте 2.6. Для сопоставления данных были построены графики диаграмм микротвердости наплавленного металла при разных сварочных токах (рисунок 3.5 и 3.6). Отличия микротвердости наплавленного металла в этих образцах не большая.
 Рисунок 3.5 –Микротвердость образца на постоянном токе обратной полярности
Рисунок 3.5 –Микротвердость образца на постоянном токе обратной полярности
На рисунке 3.7 изображена гистограмма, отображающая рост зерна при сварке постоянным током и униполярным модулированным током.
Анализ гистограммы свидетельствует об уменьшении среднего размера
зерна при использовании модуляции сварочного тока.
Очевидно, что при сварке модулированным током размер зерна меньше, что благоприятно сказывается на механических свойствах сварного шва.

Рисунок 19 – Микротвердость образца на униполярном модулированном токе
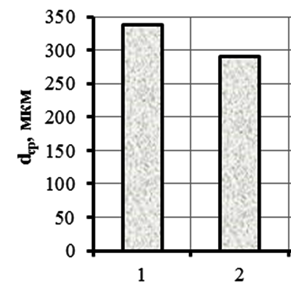
1 – образец, сваренный постоянным током обратной полярности; 2 – образец, сваренный постоянным модулированным током
Рисунке 3.7– Анализ размера зерен образцов
А значит, получение качественного соединения при сварке покрытыми электродами возможно, как на постоянном токе, на переменном прямоугольном токе повышенной частоты, так и на переменном модулированном токе.
Список использованных источников.
1. Управление переносом электродного металла при сварке в СО2 с короткими замыканиями дугового промежутка. Ю. Н. Сараев // Автоматическая сварка. -1988.- № 4.
2. Строительство магистральных трубопроводов: справочник/В.Г. Чирсков, Березин В.Л., Телегин Л.Г. и др. – М.: Недра, 1991. – 475 с.
3. Ручная дуговая сварка покрытыми электродами: учеб.пособие[Электронный ресурс]/ URL: http://www.zfkai.ru/sveden/files/Metod_.
4. Сварка трубопроводов: учеб. пособие / Ф. М. Мустафин,Н. Г. Блехерова, О. П. Квятковский и др. – М.: Недра, 2002. - 350c.
5.Петров Г.Л., Тумарев А.С. Теория сварочных процессов:учебник для вузов/Г.Л. Петров, А.С. Тумарев. – М.:"Высш. шк.", 1977. – 392 с.
6. Шигаев, Т. Г. Сварка модулированным током // Итоги науки и техники. Сварка. Том 17. М. - 1989. - С. 91 - 132.
7. Импульсные технологические процессы сварки и наплавки / Ю. Н. Сараев. – Новосибирск: ВО «Наука». Сибирская издательская фирма, 1994. – 108с.






