

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Литература
Столярные работы. Издательство: Урал LTD; 128 стр., 1999 г.
Столярные работы. Издательство: Феникс; 320 стр., 2000 г.
Столярные и плотничные работы. Издательство: Вече 176 стр., 2000 г.
Барташевич А.А., Антонов В.П. Технология производства мебели и резьба по дереву. Издательство: Высшая школа; 288 стр.,2001 г.
Белов Н.В. Работы с деревом. Издательство: Современный Литератор; 176 стр.,1999 г.
Благун И.С. Состояние и перспективы развития лесопромышленного комплекса // Экономика и управление. 1990. Вып. 4. С. 33-40.
7. Степанов Б.А. Материаловедение для профессий, связаных с обработкой дерева. Издательство: Академия (Москва), ИРПО 328 стр., 2000 г.
8. Савченко В.Ф. Материалы для облицовывания и отделки столярномебельных изделий. Издательство: Академия (Москва) 128 стр., 1999 г.
Практические советы. Столярные работы. Издательство Харвест 208 стр., 2000 г.
Бобко А. Лесопользование: соцыальная необходимость и экологическая целесообразность/ «Экономика» - 2001 №3, с. 75-81
Волынский В.Н. Каталог деревообрабатывающего оборудования. Уч. Пособие для вузов. ”Стройиздат”, 2000, 129 с.
Обработка дерева. Традиционная техника. Издательство: ACT, Гелеос; 432 стр., 1999 г.
Медведев Ю., Дяченко Я. Проблемы развития лесопромышленного комплекса: приоритеты, структура, эффективность/ «Экономика», №1, 1999, с.13
Лесопромышленный комплекс – «Фондовый рынок», №16, 1999 с.23
Мебель своими руками. Издательство: Времена; 224 стр., 1999 г.
Изготовление шаблонов.
По конструкции шаблоны бывают простые и сложные, постоянные, раздвижные и качающиеся.
Рассмотрим шаблон для вытягивания галтели — простейшего карниза (70). Этот шаблон состоит из профильной доски, салазок, подкосов и полозка. Изготовляют шаблон из строганых досок толщиной 10...30 мм в зависимости от размера профиля вытягиваемой тяги. Древесину можно использовать любую, но предпочтительнее сосну или ель, так как они достаточно прочны и легче обрабатываются.
Профильная доска, на которой расположены архитектурные обломы, состоит из двух частей: деревянной и металлической оковки. Оковку можно изготовлять из жести, а лучше — из кровельной стали, которая прочнее жести и не отгибается во время вытягивания.
Деревянный профиль доски при вытягивании истирается о раствор и теряет свои резко выполненные очертания. Если профильная доска окована, то этого не бывает.
Профильную доску выполняют так. Из дерева вырезают доску.
Затем делают оковку. Для этого от листа жести или стали отрезают кусок нужного размера и переносят на него через копировальную бумагу контуры вытягиваемой тяги. Однако эти контуры не всегда хорошо просматриваются на металле. Поэтому лучше всего поступить так. На оковку приклеить белую бумагу и на нее через копировальную бумагу перенести контуры тяги и приступить к вырезанию профиля, применяя зубила, ножницы и различные по форме напильники. Профиль должен быть вырезан очень точно. Затем по его краям набить мелкие отверстия для забивки гвоздей. По самому профилю эти отверстия делают чаще через 10...20 мм.
После этого изготовляют деревянную профильную доску, вырезая ее строго в угольник, на которую переносят контуры по оковке.
Древесину срезают ножом с узким концом. Срезав излишки древесины и получив доску с выполненным профилем, одну ее сторону — правую или левую (это зависит от привычки) — срезают под углом 20...25° или, как говорят практики, «на скос» или «на лоск». Последнее название распространено более широко.
К несрезанной стороне доски прибивают мелкими гвоздями оковку. Если концы гвоздей выходят на обратной стороне доски, то их загибают. Оковку можно прибить на одном уровне с деревянным профилем или с выступом из него на 0,5... 1 мм. Так что вытягивание выполняет оковка, а деревянный профиль является поддерживающим. Если шаблон при вытягивании движется окованной стороной, то эта операция называется вытягиванием «на сдир», а если срезанной стороной, то «на лоск». При вытягивании «на сдир» раствор срезается (сдирается), а при вытягивании «на лоск» попадает под срезанную часть деревянного профиля, прикатывается, и вытянутая тяга получается более чистой.
|
|
|
|
Охрана труда
Общие правила техники безопасности при работе
на деревообрабатывающем оборудовании.
Современное деревообрабатывающее оборудование оснащено быстродействующими режущими инструментами, механизмами подачи и другими приспособлениями. При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие общие правила техники безопасности:
нельзя начинать работу на станке, не изучив его устройства, эксплуатации и основных правил техники безопасности;
работать можно только на полностью исправном станке;
режущий инструмент и все движущиеся части должны быть надежно закреплены и защищены;
защитные устройства должны быть простыми, легко сниматься и откидываться, не усложняя наблюдения за процессом работы;
перед началом каждой смены нужно проверить исправность приспособлений;
нельзя работать на станке со снятыми или неисправными защитными приспособлениями;
при изменении размеров обрабатываемого материала защитные приспособления должны регулироваться быстро и легко, без применения специального инструмента;
механическая подача должна быть сблокирована с пусковым устройством режущих инструментов, чтобы избежать ее включения до пуска режущего инструмента;
части деревообрабатывающих станков, которые быстро возвращаются в исходное положение, должны обеспечиваться надежными тормозными устройствами;
запрещается тормозить режущие инструменты и другие движущиеся части случайными предметами;
рычаги, педали и рукоятки для остановки станков должны действовать безотказно и быть на кратчайшем расстоянии от рабочего;
органы управления станком (кнопки, рычаги, ручки) должны быть на высоте 0,8—1,2 м от уровня пола и не дальше чем 0,6 м от станка в таком месте, чтобы к ним был свободный доступ (случайное включение их исключено);
|
|
при кнопочной системе управления нужно, чтобы кнопка «Пуск» была утоплена в оправе не менее чем на 5 мм, а кнопка «Стоп» ярко-красного цвета была рядом, но не ближе чем на 50 мм и выступала из оправы не менее чем на 3 мм;
при работе на станке нужно быть внимательным, не разговаривать с посторонними;
нельзя удалять отходы, чистить и смазывать станок во время работы (для этого его нужно остановить и отключить от электросети);
на каждом рабочем месте должен быть ящик или шкаф для хранения инструментов, проверочных устройств и приспособлений;
нельзя класть ключи, линейки и другие инструменты на станок;
станки, при работе на которых необходим постоянный надзор за правильностью выполнения операций (фрезерные, шипорезные и др.), должны иметь местное освещение;
на рабочем месте не должно быть ничего лишнего; проходы возле станков должны быть свободными, пол — ровным;
при отключении станка нельзя отходить от него до полной его остановки;
по окончании работы (смены) станок нужно очистить и смазать, о выявленных недостатках доложить мастеру смены или сменному станочнику.
Для привода деревообрабатывающего оборудования и электроинструмента применяется электрическая энергия. Некоторые части электрического оборудования в случае повреждения изоляции могут оказаться под напряжением, поэтому необходимо внимательно следить за постоянной исправностью изоляции.
От поражения электрическим током защищает заземление. Для заземления применяют стальные трубы диаметром 35—65 мм и длиной 2—3 м. Эти трубы забивают в землю на расстоянии 3 м друг от друга и соединяют металлической полосой, используя сварку, а затем присоединяют к оборудованию. На незаземленном оборудовании работать нельзя.
Электрифицированный инструмент трехфазного тока включают в сеть четырехжильным кабелем, одна жила которого предназначена для заземления. При осмотре оборудования обязательно обратить внимание на целостность электропроводов. Оголенные места проводов необходимо немедленно заизолировать.
Противопожарные мероприятия на деревообрабатывающих предприятиях.
|
|
По степени противопожарной безопасности все предприятия делятся на 5 категорий: А, Б, В, Г, Д. Наиболее пожароопасные предприятия — категории А, наименее — категории Д. Деревообрабатывающие цехи относятся к категории В, отделочные — к категории Б. Древесина и ее отходы пожароопасны, поэтому на деревообрабатывающих предприятиях особенно строго нужно соблюдать противопожарный режим:
Дороги и подъезды на территорию предприятия должны быть исправными, подходы и подъезды к зданиям и сооружениям — свободны, проходы и выходы в цехах не загромождены. Цехи и склады систематически следует очищать от отходов. Приборы системы отопления, строительные конструкции нужно очищать от пыли. Курить и использовать открытый огонь в деревообрабатывающих цехах запрещается. На выполнение огнеопасных работ в цехах нужно иметь разрешение противопожарной охраны. В деревообрабатывающих цехах запрещается хранить легковоспламеняющиеся вещества.
Отделочные участки, находящиеся в составе цехов, обязательно отделять от производственных участков других категорий противопожарными стенами, тамбурами, шлюзами, коридорами или лестничными клетками. Все несущие и защитные конструкции должны быть огнеупорными, преимущественно из сборного железобетона. В прорезях внутренних стен или в стенах, которые ведут непосредственно на лестничные клетки, должны быть защитные противопожарные двери или ворота из огнеупорных материалов. Пол в отделочных цехах настилают
из огнеупорных и стойких к различным растворителям материалов.
Камеры, предназначенные для нанесения и сушки лакокрасочных материалов, в которых создаются высокие концентрации паров растворителей, необходимо оборудовать усиленной вытяжной вентиляцией. При применении полиэфирных лаков нельзя смешивать катализатор с ускорителем, так как при этом образуется взрывоопасная смесь. Катализатор необходимо хранить в стеклянной или алюминиевой посуде.
При эксплуатации электрических сетей необходимо следить за исправностью проводов, чтобы не допускать искрения, нагрева или короткого замыкания. Подшипники электродвигателей регулярно смазывать, а сами электродвигатели очищать от пыли, стружки и опилок. Конвейеры, станки, вентиляторы, кабины, трубопроводы необходимо надежно заземлять. Ремонтные работы в отделочных цехах с применением открытого огня
разрешается выполнять только в нерабочее время после тщательного проветривания цеха, очистки от пыли оборудования и обеспечения рабочего места средствами пожаротушения.
Противопожарный инвентарь (лопаты, ведра, огнетушители, ящики с песком, бочки с водой) должен быть во всех цехах и на складах в специально отведенных для них местах. Спецодежду хранят развешанной в шкафах в специальных помещениях. Не разрешается оставлять в карманах спецодежды промасленный обтирочный материал и спички. Для курения отводят специальные места (за пределами отделочных цехов), где должны быть урны и бочки с водой. Отходы нитролака не разрешается выбрасывать в ящики для мусора и на свалку. Их нужно собирать в специальные металлические ящики с плотно закрывающимися крышками, выносить из цехов и уничтожать
в отведенных для этого местах.
|
|
Основным средством для тушения пожара является вода, поэтому каждый цех предприятия должен быть обеспечен водой для противопожарных целей. Противопожарный водопровод должен быть рассчитан на высокое или низкое давление. В водопроводах высокого давления напор воды, необходимый для тушения пожара, создается непосредственно от гидранта при помощи специально установленных стационарных насосов. Стационарные пожарные насосы должны быть оборудованы устройствами, которые обеспечивают пуск насосов не позже чем через 5 мин после подачи сигнала о возникновении пожара.
В водопроводе низкого давления нужный для тушения пожара напор создают передвижными пожарными насосами (автонасосами, мотопомпами)
Содержание
1. Введение
2. Охрана труда
3. Чертёж
4. Виды хвойных пород
5. Пороки древесины
6. Виды способы сушки материала
7. Разметка пило материала
8. Разметочный инструмент
9. Долбление резания древесины
10. Виды инструмента для долбления
11. Пиление древесины
12. Сплачивание сращивание
13. Изготовление шиповых соединений
14. Изготовление шаблонов
15. Перетяжка тканью
16. Используемые станки
17. Нанесение лакокрасочным материалом
18. Экономическая часть.
Нанесение лакокрасочным материалом.
Отделка распылением
Отделка распылением заключается в раздроблении окрасочных составов сжатым воздухом (пневматическое распыление) или путем воздействия высокого давления (более 40 кг/см2) на лакокрасочный материал (безвоздушное или гидравлическое распыление). В последнем случае распыление достигается за счет превращения потенциальной энергии краски, находящейся под давлением, в кинематическую во время выхода в атмосферу. При обоих методах нанесения возможен предварительный нагрев окрасочного состава, позволяющий применять краски повышенной вязкости (100 и более по ВЗ-246). Для подогрева окрасочных составов при пневматическом распылении применяются аппараты УГО-2М, УГО-4М, УГО-5. Установки безвоздушного распыления выпускаются двух вариантов: с подогревом - УБР-2, УБР-2Э, УБР-3, УБРП-1; без подогрева - У БРХ-1, УБРХ-1М.
 Преимуществом безвоздушного распыления по сравнению спневматическим является снижение потерь краски на туманообразование, сокращение расхода растворителей (на 25-30%), повышение производительности труда.
Преимуществом безвоздушного распыления по сравнению спневматическим является снижение потерь краски на туманообразование, сокращение расхода растворителей (на 25-30%), повышение производительности труда.
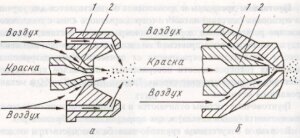
При пневматическом распылении в зависимости от места смешения лакокрасочного материала с воздухом различают краскораспылители с головками внешнего (типа КРУ, КРП, ЗИЛ) и внутреннего (модели 0-45, 0-37А, С2592, С2512 и др.) смешения (см. рисунок).
По способу управления краскораспылители подразделяются на ручные и автоматические, последние используются на автоматизированных линиях окраски.
Давление на краску в красконагнетательном баке для различных распылителей колеблется от 0,4 до 3 кгс/см2, максимальное давление воздуха в распылителе - от 2 до б кгс/см2. Максимальная условная производительность 15 - 600 м2/ч. Вязкость краски: без подогрева 20 -40 с, с подогревом 80 - 350 с по ВЗ-246.
Метод распыления пригоден для нанесения всех однокомпонентных окрасочных составов (в том числе и водно-дисперсионных красок), а также двухкомпонентных лакокрасочных материалов, жизнеспособность которых после смешения с отвердителями составляет не менее 4-6 ч. Окраска распылением производится в распылительных камерах с боковым или нижним отсосом воздуха.
Окраска в электрическом поле высокого напряжения
Для окраски этим методом между электродами, одним из которых является заземленное окрашиваемое изделие (анод), а другим - коронирующие электроды (катоды), создается постоянное электрическое поле высокого напряжения. Контакт окрашиваемого изделия с заземленным конвейером обеспечивается металлическими подвесками. Частицы лакокрасочного материала, получившие отрицательный заряд, движутся по силовым линиям электрического поля и осаждаются на заземленном изделии. По типу аппаратуры и физической сущности процессов способы электроокраски подразделяются на пневмоэлектрический (электрическое поле создается выносными электродными сетками, а распыление осуществляется сжатым воздухом); электромеханический (частицы краски заряжаются на кромке электростатического вращающегося распылителя); электростатический (окрасочный состав распыляется с коронирующей кромки только под действием электрического поля).
 Первый способ характеризуется повышенным расходом лакокрасочного материала. Более экономичен электромеханический способ распыления: окрасочный состав по краскопроводу подводится к вращающейся головке распылительного устройства и под действием центробежных сил равномерно стекает с коронирующей кромки распылителя (см. рисунок); при этом частицы краски приобретают отрицательный заряд и за счет суммирования электростатических и механических сил перемещаются к изделию.
Первый способ характеризуется повышенным расходом лакокрасочного материала. Более экономичен электромеханический способ распыления: окрасочный состав по краскопроводу подводится к вращающейся головке распылительного устройства и под действием центробежных сил равномерно стекает с коронирующей кромки распылителя (см. рисунок); при этом частицы краски приобретают отрицательный заряд и за счет суммирования электростатических и механических сил перемещаются к изделию.
Для окраски изделий из древесных материалов применяются в основном чашечные распылители, формирующие более направленный по сравнению с грибковыми факел. Серьезным недостатком метода окраски в электрополе является непрокрашивание труднодоступных мест (углублений, экранированных участков деталей и т.п.). В какой-то мере это предотвращается применением дискового распылителя при расположении плоскости диска по нормали к окрашиваемой поверхности. В этом случае достигается наиболее полное совмещение направления центробежных сил и силовых линий электрополя. При использовании дисковых распылителей необходима петлеобразная конфигурация конвейера, обеспечивающая вращение окрашиваемых деталей вокруг диска.
Для окраски плоских деталей используются электростатические (щелевые) распылители. Применение этих распылителей для окраски древесины ограничивается нанесением лаков и слабопигментированных красок.
Электромеханические распылители имеют пневмо- или электропривод. Пневмопривод обладает большим пусковым моментом, но не обеспечивает стабильности оборотов. Этих недостатков лишен электропривод, что обусловило его преимущественное применение. В качестве источников высокого напряжения используется высоковольтное выпрямительное устройство В-140-5-2. Краска к распылителям подается дозирующими установками ДКХ-3.
Качество окраски изделий из древесины определяется подготовкой поверхности, шероховатость которой допускается в пределах Rmmax=60-200 мкм по ГОСТ 7016. На поверхности не должно быть ворса, так как при электроокраске ворсинки поляризуются (образуется корона одноименного с частицами краски заряда) и препятствуют осаждению окрасочного состава на поверхности изделия. Опыт электроокраски древесины показывает, что наиболее важное значение при отделке этим способом имеет поверхностная влажность древесины (объемная влажность может не превышать 4%).
Для повышения поверхностной влажности (и, тем самым, токопроводности) изделия подвергаются обработке токопроводяшими составами. В большинстве случаев для этого применяется раствор алкамона ОС-2, ГОСТ 10106, в уайт-спирите.
Токопроводящий состав приготавливается на месте потребления путем растворения 7 мас. ч. алкамона в 93 мас. ч. уайт-спирита. Поверхность изделия должна быть покрыта слоем токопроводящего состава равномерно и без пропусков. Запыление слоя не допускается.
Лакокрасочные материалы для электроокраски должны иметь удельное объемное сопротивление 5-106 - 5-107 ом/см и диэлектрическую проницаемость 6-10. Удельное поверхностное сопротивление древесины после обработки токопроводящим составом должно быть 108-1010 ом.
Отделка окунанием
Применение метода окунания ограничивается формой и габаритами изделия, которые должны обеспечивать полное отекание избытка краски. При относительной простоте установок окунания и возможности механизации окраски этот метод не получил достаточного распространения вследствие неравномерности толщины покрытия, образования потеков на нижних кромках деталей, большого зеркала испарения растворителя (и связанной с этим пожароопасности процесса отделки). Лакокрасочные материалы для окраски окунанием должны содержать большой процент пленкообразующих веществ, обладать хорошей текучестью и высокой жизнеспособностью. Толщина и равномерность окрасочного слоя регулируются, главным образом, скоростью извлечения деталей из краски, вязкостью и температурой лакокрасочного материала.
Метод окунания используется на отдельных предприятиях для отделки брусковых или погонажных деталей на оборудовании, изготовленном собственными силами.
Отделка наливом
 Для нанесения окрасочных составов на детали с плоскими поверхностями (щиты, дверные полотна и т.д.) наиболее широко применяется метод налива, при котором окрасочный слой наносится при прохождении детали (в горизонтальном положении) через сплошную завесу падающего вниз лакокрасочного материала. Завеса окрасочного состава может формироваться различными способами (см. рисунок; а - стекание с наклонного экрана; б - вытекание из щели; в - перелив через сливную плотину; г - перелив через сливную плотину со стеканием с экрана; 1 - деталь; 2 - транспортер; 3 - коллектор; 4 - лоток; 5 - окрасочный слой; 6 - экран; 7 - короб с донной щелью;8 - сливная плотина; 9 - перегородка с фильтром). При использовании наливочной головки с наклонным экраном большая поверхность испарения растворителя из окрасочного слоя на экране приводит к повышению вязкости краски. Основными недостатками наливочной головки с донной щелью являются необходимость тщательной фильтрации лакокрасочного материала и трудность обеспечения постоянства толщины завесы по всей ее длине (возможен также срыв струи с кромки щели). При использовании головки с донной щелью угол встречи завесы с поверхностью деталей близок к 90°, поэтому при нанесении окрасочного состава происходит пузыреобразование (наливная машина ЛМН-1М). Это обусловило разработку и серийный выпуск машины ЛМ-3, в которой головка выполнена в виде сливной плотины с экраном.
Для нанесения окрасочных составов на детали с плоскими поверхностями (щиты, дверные полотна и т.д.) наиболее широко применяется метод налива, при котором окрасочный слой наносится при прохождении детали (в горизонтальном положении) через сплошную завесу падающего вниз лакокрасочного материала. Завеса окрасочного состава может формироваться различными способами (см. рисунок; а - стекание с наклонного экрана; б - вытекание из щели; в - перелив через сливную плотину; г - перелив через сливную плотину со стеканием с экрана; 1 - деталь; 2 - транспортер; 3 - коллектор; 4 - лоток; 5 - окрасочный слой; 6 - экран; 7 - короб с донной щелью;8 - сливная плотина; 9 - перегородка с фильтром). При использовании наливочной головки с наклонным экраном большая поверхность испарения растворителя из окрасочного слоя на экране приводит к повышению вязкости краски. Основными недостатками наливочной головки с донной щелью являются необходимость тщательной фильтрации лакокрасочного материала и трудность обеспечения постоянства толщины завесы по всей ее длине (возможен также срыв струи с кромки щели). При использовании головки с донной щелью угол встречи завесы с поверхностью деталей близок к 90°, поэтому при нанесении окрасочного состава происходит пузыреобразование (наливная машина ЛМН-1М). Это обусловило разработку и серийный выпуск машины ЛМ-3, в которой головка выполнена в виде сливной плотины с экраном.
Отделка струйнымобливом с выдержкой в парах растворителя
 Сущность этого метода заключается в окраске вертикально подвешенных деталей при пересечении ими многоструйной (ламинарного типа) завесы краски с последующей выдержкой в паровой зоне, что создает благоприятные условия для окраски труднодоступных мест, замедляет испарение растворителя из окрасочного слоя, улучшая тем самым розлив краски и способствуя достижения равномерной толщины покрытия.
Сущность этого метода заключается в окраске вертикально подвешенных деталей при пересечении ими многоструйной (ламинарного типа) завесы краски с последующей выдержкой в паровой зоне, что создает благоприятные условия для окраски труднодоступных мест, замедляет испарение растворителя из окрасочного слоя, улучшая тем самым розлив краски и способствуя достижения равномерной толщины покрытия.
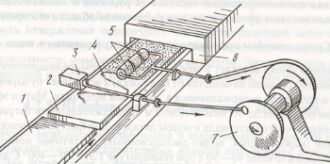
Струйный облив осуществляется путем подачи краски через сопла неподвижного контура, охватывающего деталь, или через систему сопел на качающейся трубе (осцикаторе), расположенной под конвейером с деталями (см. рисунок; 1 - изделия; 2 - конвейер; 3 - привод; 4 - коллектор; 5, 11 - трубы; 6 - бак с эмалью; 7, 8 - вентиль; 9 - насос; 10 - бак с растворителем; 12 - поддон). Необходимая концентрация паров в паровом туннеле создается, главным образом, за счет испарения растворителей с окрашенных деталей. Продолжительное пребывание изделий в паровом туннеле и концентрация растворителя снижают толщину окрасочного слоя, в первую очередь, на кромках изделия. Потери краски при нанесении рассматриваемым методом не превышают 5-10%.
Отделка вальцеванием (накатом)
Применяется для окраски плоских деталей (например, дверных полотен). Для отделки вальцеванием используются многоцелевые вальцовые станки с дозирующим устройством КВ-9, ВКВ-14, КВ-18, КВ-28, П708.1 и ДВ522.02 и др. Вальцеванием наносятся в основном мочевиноформальдегидные лаки и эмали. Недостаточный розлив водно-дисперсионных красок обусловливает комбинированный способ их нанесения на плоские детали: струйное нанесение краски из дозирующего устройства с последующим разравниванием двумя-тремя вальцами. Дозатор и валики возвратно-поступательно перемещаются в направлении, перпендикулярном движению окрашиваемой детали. Вязкость лакокрасочного материала - не менее 40 с по ВЗ-246.
 Повышенное содержание органических растворителей в лаках и эмалях вызывает набухание резиновых валиков, их быстрый износ и отслаивание от металлической основы. Срок службы резиновых валиков не превышает одного месяца. При окраске вальцеванием требуется повышенная размерная точность деталей.
Повышенное содержание органических растворителей в лаках и эмалях вызывает набухание резиновых валиков, их быстрый износ и отслаивание от металлической основы. Срок службы резиновых валиков не превышает одного месяца. При окраске вальцеванием требуется повышенная размерная точность деталей.
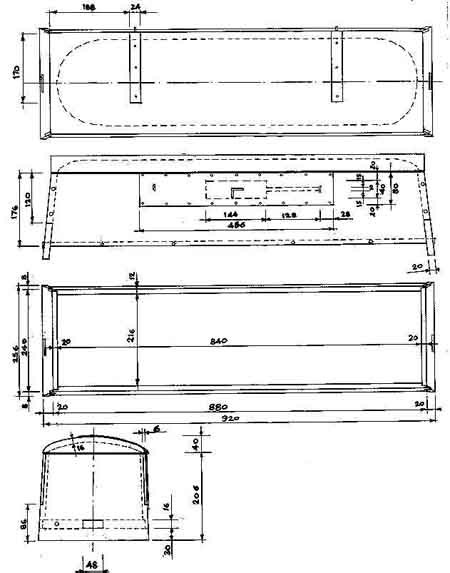
Принцип работы машины для окраски дверных полотен методом наката водно-дисперсионными красками приведен на рисунке; 1 - транспортер; 2 - дверное полотно; 3 - бачок с краской; 4 - струя краски; 5 - валики; 6 - конвекционная сушильная камера; 7 - возвратно-поступательный механизм.
Пиление древесины
ПОДГОТОВКА РУЧНЫХ ПИЛ К РАБОТЕ
Полотно пилы, если не обработать соответствующим образом его режущие зубья, будет зажиматься боками пропила, или, как говорят, пилу будет заедать. В результате потребуется большая затрата сил на пиление, полотно пилы будет сильно нагреваться, качество распила ухудшится.
Чтобы избежать зажима полотна пилы в пропиле и таким образом облегчить работу, делают развод зубьев. Эта операция заключается в поочередном отгибании зубьев в разные стороны: четных зубьев в одну сторону, нечетных — в другую.
При разводе отгибается верхняя часть каждого зуба не более чем на половину его высоты. Отгиб зубьев на всю их высоту ведет к искривлению полотна, появлению в нем трещин, поломке зубьев.
Величина развода — 0,5 мм, во всяком случае не более чем на половину толщины полотна на каждую сторону. При большом разводе ухудшается чистота распила и увеличиваются потери древесины в опилки, кроме того, возрастают усилия, затрачиваемые на пиление. Применительно к продольным пилам это объясняется тем, что при очень большом разводе зубьев увеличивается нагрузка на их боковые грани, заточенные под прямым углом. При поперечном же пилении пилой с большим разводом увеличивается длина опилок и на их скол со дна пропила требуется больше усилий.
Величина развода всех зубьев должна быть одинаковой. При неодинаковом разводе менее отогнутые зубья не будут участвовать в пилении, а более отогнутые будут работать с перегрузкой и в результате быстрее выходить из строя.
Для развода зубьев полотно пилы зажимают в деревянные тиски близ линии оснований зубьев. Если полотно зажимают в металлические тиски, то его защищают деревянными брусочками, накладываемыми с обеих сторон полотна.
Зубья можно разводить отверткой или плоскогубцами, но лучше это делать специальной разводкой. Существуют разводки различных конструкций. Есть разводки с упором, обеспечивающие одинаковую величину развода всех зубьев. Развод зубьев делают до заточки.
Заточка ручных пил производится трехгранными напильниками с мелкой насечкой. При прямой заточке напильник держат перпендикулярно к полотну, а при косой — под углом 45—80°.
Нажим напильником должен быть равномерным и несильным. Сильный нажим заточку не ускоряет; работа только становится более тяжелой, при этом качество заточки снижается. При возвратном движении (к себе) напильник приподнимают.
Для заточки полотно зажимают в тисках на расстоянии 3—5 мм от линии оснований зубьев. При зажиме лучковой пилы для заточки лучок откидывают по направлению от себя.
У всякой пилы высота зубьев должна быть одинаковой, одинаковым должен быть и шаг по всему зубчатому венцу. Зубья пилы срабатываются неравномерно: одни больше, другие меньше, поэтому перед заточкой их выравнивают по высоте: пилу, как говорят, фугуют.
Инструмент для фугования пил представляет собой напильник, вставленный в деревянную колодку.
Перед тем как приступить к работе лучковой пилой, несколько отвертывают лучок вправо от плоскости полотна: для пиления вдоль — на ширину отпиливаемых бпусков, для пиления поперек — на 30—35°. У распускной пилы лучок устанавливают под прямым углом к полотну.
Полотно пилы на всем своем протяжении должно находиться в одной плоскости, т. е. не иметь перекосов. Это проверяется на глаз. Натяжение пилы должно быть довольно сильным. Правильно натянутое полотно с трудом поддается попытке вывести его пальцами из плоскости натяжения. Закрутка не должна выходить своим концом за распорку.
Качество пильного полотна столяр может определить сгибанием полотна, подвешиванием его за ушко, а также по звуку. Полотно, согнутое и зажатое в концах, должно образовать правильную окружность; у полотна, свободно подвешенного за ушко, не должно быть заметно перекосов.
Подвешенное полотно, если оно хорошего качества, издает при ударе по нему ногтем чистый, ровный звук. Дребезжащий звук указывает на низкое качество полотна.
Поверхность полотна должна быть гладкой, без трещин и раковин. На ней не должно быть ржавчины. Хранить пилу нужно в сухом месте.
Литература
Столярные работы. Издательство: Урал LTD; 128 стр., 1999 г.
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!